путем принудительной подачи керамического стержня.
Это достигается тем, что в кронштейне устройства для дуговой сварки и наплавки с использованием керамического стержня, установленного на мундштуке с каналом для направления присадочной проволоки и содержаш,его трубчатую насадку для размеш,ения кеpaMHqecKoio стержня, ось которой расположена под углом к оси мундштука, укреплен пневмоцилиндр ударного действия, корпус которого разделен подпружиненным относительно неIo штоком на входную и выходную полости, а трубчатая насадка выполнена с двойными стенками, образуюш,ими кольцевой канал для подачи заш,итного газа в зону сварки, сообш,аюш,ейся с выходной полостью нневмоцилиндра, при этом поршень пневмоцилнндра выполнен с продольными пазами.
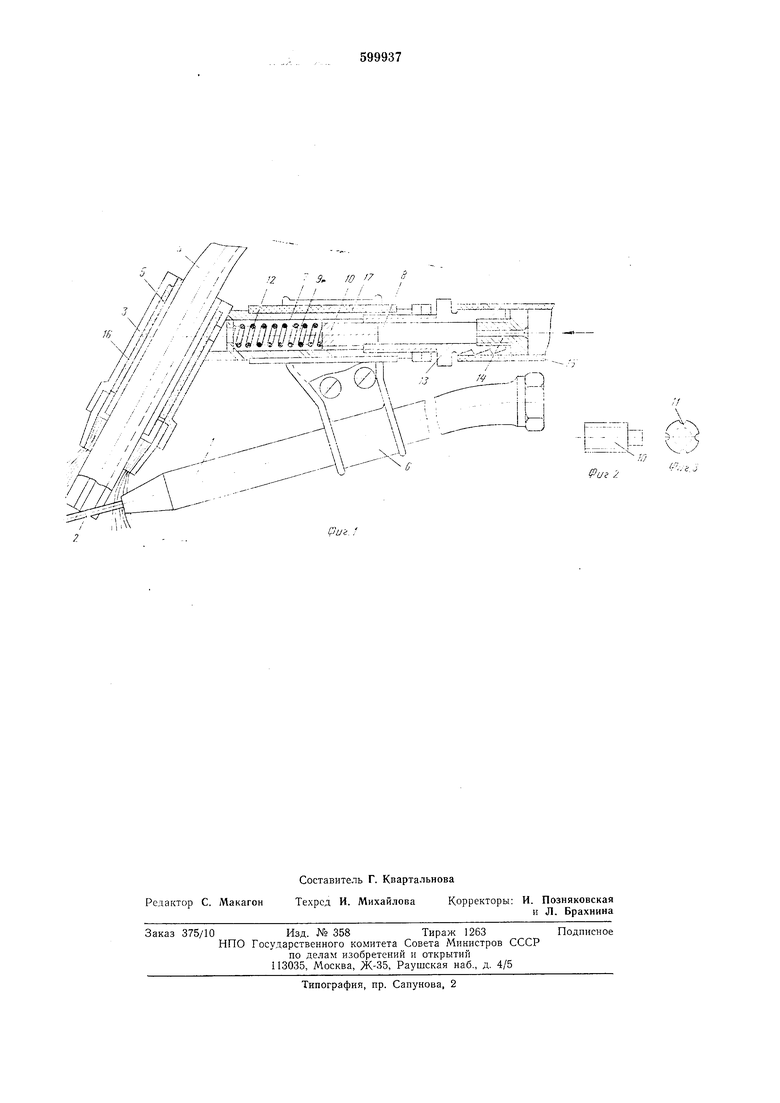
На фиг. 1 изображено устройство в разрезе; на фиг. 2 - поршень пневмоцилиндра ударного действия, ойш.ий вид; на фиг. 3 - то же, поперечное сечение.
с стройство состоит из мундштука 1, по которому подается электродная проволока 2, направляюш,ей трубчатой насадки 3 для размещения керамического стержня 4, выполненной с двойными стенками, образуюш,ими кольцевую лолосгь 5, в которую поступает заш итный газ, направление подачи его показано стрелкой. На мундштуке 1, вынолненном с каналом для направления электродной проволоки (не показан), установлен кронштейн 6, в котором укреплен пневмоцилиндр ударного действия с корпусом 7, который разделен на входную полость 8 и выходную полость 9 штоком 10, выполненным с продольными пазами 11 и подпружиненным относительно корпуса 7 пневмоцилиндра пружиной 12. Во входную полость
8через штуцер 13, дроссель 14 и шланг 15 подводится зашитный газ. Выходная полость
9сообш,ается с кольцевой полостью 5, которая заполнена сеткой 16. Корпус 7 пневмоцилиндра установлен в кронштейне через изолпруюшую втулку 17.
Устройство работает следующим образом.
Сжатый защитный газ поступает по шлангу 15 и, проходя по узкому отверстию дросселя 14, постепенно накапливается во входной полости 8 пневмоцилиндра. При превышении давления газа в указанной полости над усилием пружины 12 поршень 10 перемещается, сжимая пружину 12, освобождая тем самым путь сжатому газу, который через пазы 11 в поршне 10 проходит в выходную полость и далее в кольцевую полость 5, заполненную сеткой 16. В результате того, что давление газа Б полости 8 резко падает, усилием сжатой пружины 12 поршепь 10 возвращается в исходное положение, ударяя торец резьбового штуцера 13. Затем цикл повторяется и поршень 10 совершает возвратно-поступательные движения, производя удары по торцу резьбового штуцера 10. Энергия удара через корпус 7 передается стенкам трубчатой насадки 3, т. е. пневмоцилиндр ударного действия создает импульс силы, направленный под углом к керамическому стержню, а он в свою очередь раскладывается на составляющий импульс силы вдоль оси керамического стержня и на составляющий импульс силы, действующий поперек керамического стержня. Импульс силы, направленный вдоль керамического стержня, вызывает инерционное перемещение керамического стержня. Поперечная составляющая
импульса силы вызывает вибрацию корпуса трубчатой насадки 3, что облегчает подачу керамического стержня. Это обеспечивает равномерность подачи керамического стержня и в конечном итоге высокое качество наплавленного металла. Газ с пульсацией поступает в кольцевую полость 5 и благодаря наличию сетки 16 он рассекается и равномерно распределяется по сечению кольцевой полости 5, что обеспечивает равномерность выхода его в зону дуги.
Предложенное устройство по сравнению с лучшими образцами аналогичного оборудования позволяет повысить качество наплавленного металла за счет равномерной подачи керамического стержня и постоянной равномерной струи защитного газа, подаваемой в зону дуги.
Формула изобретения
Устройство для дуговой сварки и наплавки с использованием керамического стержня, содержащее мундштук с каналом для направления электродной проволоки, трубчатую насадку для размещения керамического стержня, ось которой расположепа под углом к оси мундштука, и кронштейн, установленный на мундштуке, отличающееся тем, что, с целью поБыщения качества наплавленного металла и обеспечения возможности ведения процесса сварки и наплавки в любом пространственном положении путем принудительной подачи керамического стержня, в кронштейне укреплен пневмоцилиндр ударного действия,
трубчатая насадка выполнена с двойными стенками, образующими кольцевой канал для подачи защитного газа в зону сварки, сообщающейся с выходной полостью пневмоцилиндра, при этом поршень пневмоцилиндра выполиен с продольными пазами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №226059, кл. В 23К 9/12, 1967.
2. Авторское свидетельство СССР № 226063, кл. В 23К 9/12, 1967.
.о/
;2 э, /о // л, . I j
г/ i-:;::-;П1 :-,-,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта порошковой проволоки | 1978 |
|
SU664799A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1197806A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| НАНОСТРУКТУРИРОВАННАЯ НАПЛАВОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538227C1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Устройство для управления подачей присадочной проволоки при сварке и наплавке | 1974 |
|
SU548393A1 |