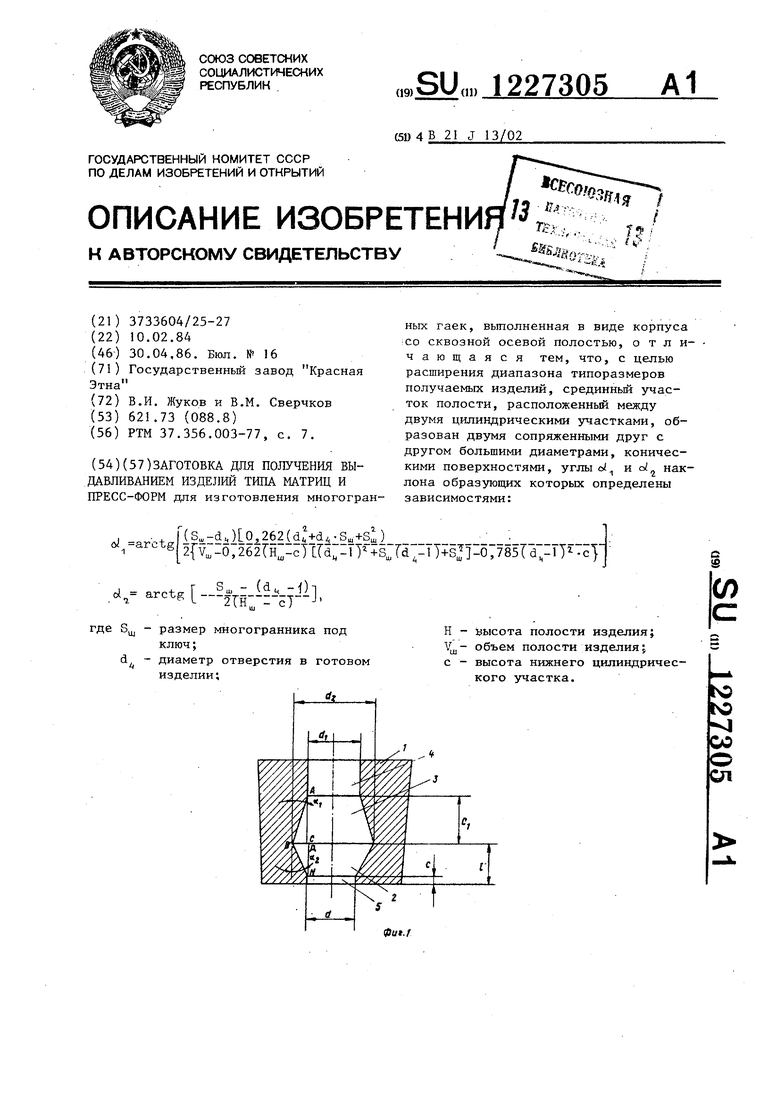
Изобретение относится-к обрабстке металлов давлением и может быть кс- пользовано при выдавливании формообразующих полостей вставок гаечных: матриц и пресс-форм.
Целью изобретения является расгии-- рение диаггазона типоразмеров полу- 4aet-ri, изделий.
На фиг. 1 показана исходная зе.го- товка; на фиг-. 2 - получаемое изделие типа матридь для изготовления: многогранных гаек; на фиг, 3 - с:к;ема получения изделия.
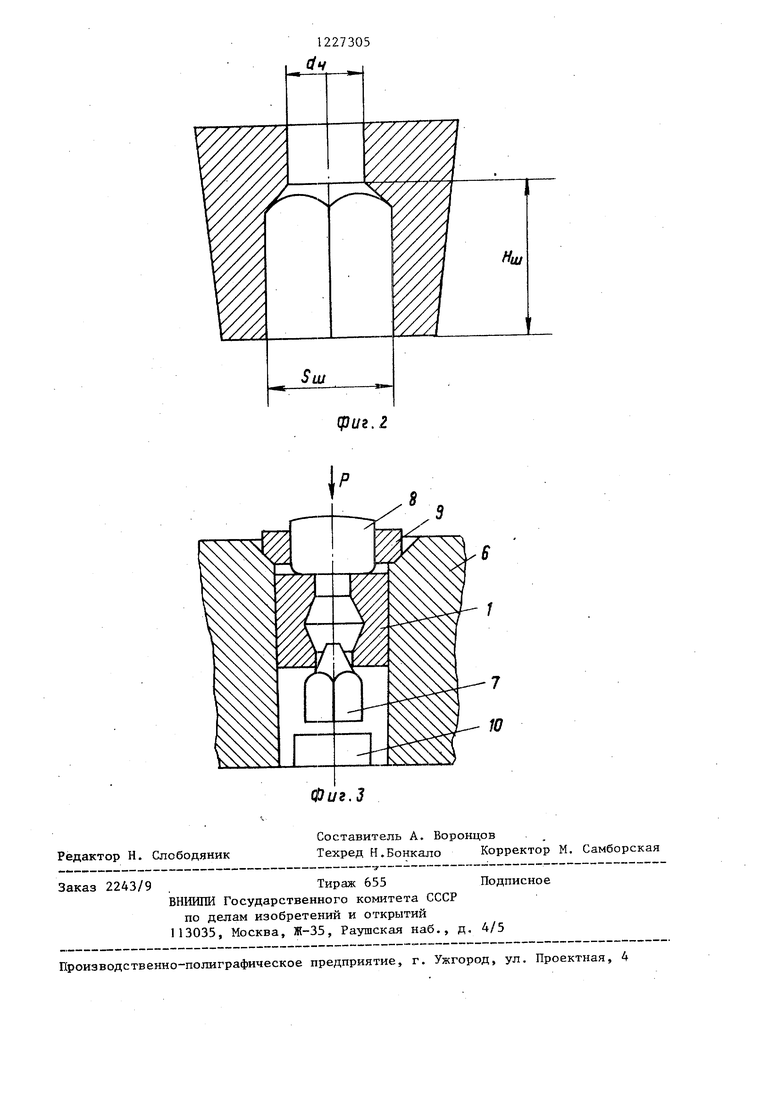
В заготовке 1 (фиг, 1) выполнена сквозная осевая полость в виде двух усеченных конических поверхностей 2 и 3 (конусов) с,, сопряженных друг с другом большими диаметрами и распо ложениых между цилиндрическими участ ками: верхним 4 с диаметром d, и ниж ним 5 с диаметром d и высотой с . Вы сота усеченного конуса 2 и высота и,илиндрического участка 5 в сумме составляют вел:ичину 1, высота усеченного конуса 3 равна с . Образующие :конических поверхностей 2 и 3 выполнены с углами о(„ и ci . Наибольший диаметр полости d, .
Углы о1., и Q: находим из прямоугольных треугольников ЛABC и ЛВВК (фиг. О
/ ВАС Ы arctg ,
размер многогранника под ключ; диаметр отверстия в готовом изделии;,
Иц|- высота полости изделия; f V, - объем полости изделия,
В пред:1агаемой заготовке средин- :аый участок полости, состоящий из дв.ух конусов 2 и 3 и цилиндрического участка 5 (фиг, 1), представляет 10 собой предварительную ,
Параметры предварительной камеры .назначаются из практического опыта по выдавл:яванию, мм:
15
РГ - -§2ГЁ.
Г; L.
Подставляя выражения (2) и (З) в формулу (1), получим
dr
2с,
BD
, arctK , do- ci,
(4) (5)
BD 2
DN L -c
Подставляя выражение (5) и (6) в формулу (4), получим
d,- d
Высота с нижнего цилиндрического 20 участка 5 выбрана равной 1.,.2 мм, так как с брать больше 1.., 2 мм нецелесообразно, а при С меньше
1 . , , 2 мм :плошадь контакта пуансона с металлом уменьшается и затрудняет- 25 ся удерживание пуансона в заготовке.
Объем предварительной камеры вы- б:ирается таким образом/ чтобы он б1ыл равен объему полости готового 30 изделия. Объем вытесненного металла при выдавливании перераспределяется в предварительной камере.
Если объем камеры будет меньше объема полости готового изделия, то jjq; часть вытесненного металла при выдавливании после заполнения камеры будет перераспределяться по всему объему заготовки, а это приводит к резкому возрастанию удельных нагру- 40 зок на пуансон и в конечном итоге к его разрушению.
Если объем камеры будет больше объема полости изделия, то после выдавливания -камера не заполнится 4«; полностью вытесненным металлом.
Таким образом, V V, , где - объем полости изделия, V,, - объем полости заготовки, мм .
30
1/,
где V,,- объем усеченного конуса 2; Vj- объем усеченного конуса 3; V,; - объем нижнего цилиндрического участка 5 (фиг, 1), 3 Следовательно, V . -, -Vg; (ц
Выразим углы с. и d. через .параметры получаемого из.целия.
Параметры получаемоi o изделия (фиг, 2):
Ш ,
размер многогранника под ключ; диаметр отверстия в готовом изделии;,
Иц|- высота полости изделия; V, - объем полости изделия,
В пред:1агаемой заготовке средин- :аый участок полости, состоящий из дв.ух конусов 2 и 3 и цилиндрического участка 5 (фиг, 1), представляет собой предварительную ,
Параметры предварительной камеры .назначаются из практического опыта по выдавл:яванию, мм:
30
1/,
где V,,- объем усеченного конуса 2; Vj- объем усеченного конуса 3; V,; - объем нижнего цилиндрического участка 5 (фиг, 1), Следовательно, V . -, -Vg; (ц
Y,,0,262-(l.-c)(d4d d,+d); (HI) V 0,262-с., (.-dj+d); (IV) .
(CM. РТМ 37.356.003-77, с. 16)О, 262. c.j - ( d +d -d.+d )V Ii o,785. -0,262(L-c)(d4d )-0,785.d .c.
(VI)
5
Подставляя выражения III, IV, V в уравнение II, получим
5 Отсюда находим с, c Y r2±262(l-c Cd%d d +d -0 785dVc
(Vd
0,262.(, .d,,+d)
С учетом параметров предварительной камеры, назначенных из практи V--2 262()(d.,,,U -l 0+slj-0,785- (d.-- )с
o,262(a5+d;.e;;sjr
Образующие углы усеченных конических поверхностей oi-, и о.через параЫ
arctg (Вш-(1ц ) 0,262 (.. Вш+з,)
2{V -262{H -c)C(d,,.(d;..n;i- :0:78Md -l).
d
«--t--ST ii- --.
где S - размер многогранника под
ключ; d - диаметр отверстия в готовом
изделии;
Нщ- высота полости изделия; УШ - обьем полости изделия; с - высота нижнего цилиндрического участка ( с равна 1 ... 2 мм).
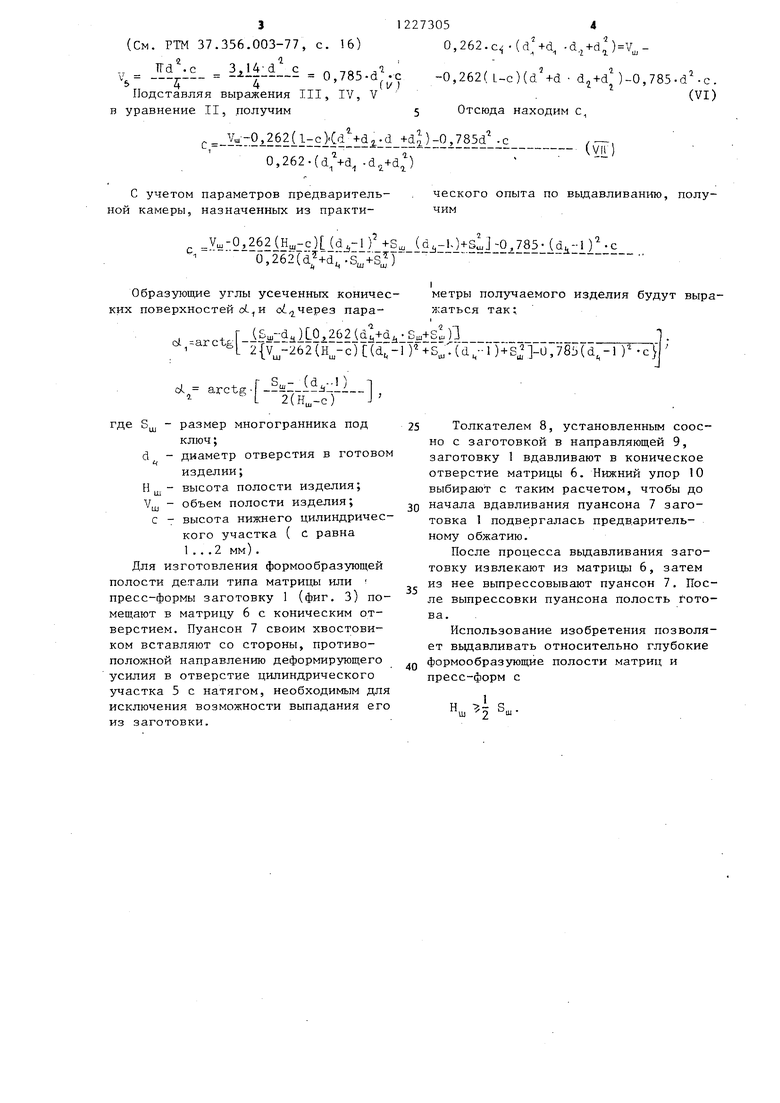
Для изготовления формообразующей полости детали типа матрицы или пресс-формы заготовку 1 (фиг. З) помещают в матрицу 6 с коническим отверстием. Пуансон 7 своим хвостовиком вставляют со стороны, противоположной направлению деформирз/ющего усилия в отверстие цилиндрического участка 5 с натягом, необходимым для исключения возможности выпадания его из заготовки.
(Vd
ческого опыта по вьщавливанию, получим
метры получаемого изделия будут выражаться так;
Толкателем 8, установленным соос- но с заготовкой в направляющей 9, заготовку 1 вдавливают в коническое отверстие матрицы 6. Нижний упор 10 выбирают с таким расчетом, чтобы до
начала вдавливания пуансона 7 заготовка 1 подвергалась предв.аритель- ному обжатию.
После процесса вьщавливания заготовку извлекают из матрицы 6, затем из нее выпрессовывают пуансон 7. После выпрессовки пуансона полость Готова.
Использование изобретения позволяет выдавливать относительно глубокие
формообразующие полости матриц и пресс-форм с
Нщ 2 (риг. 2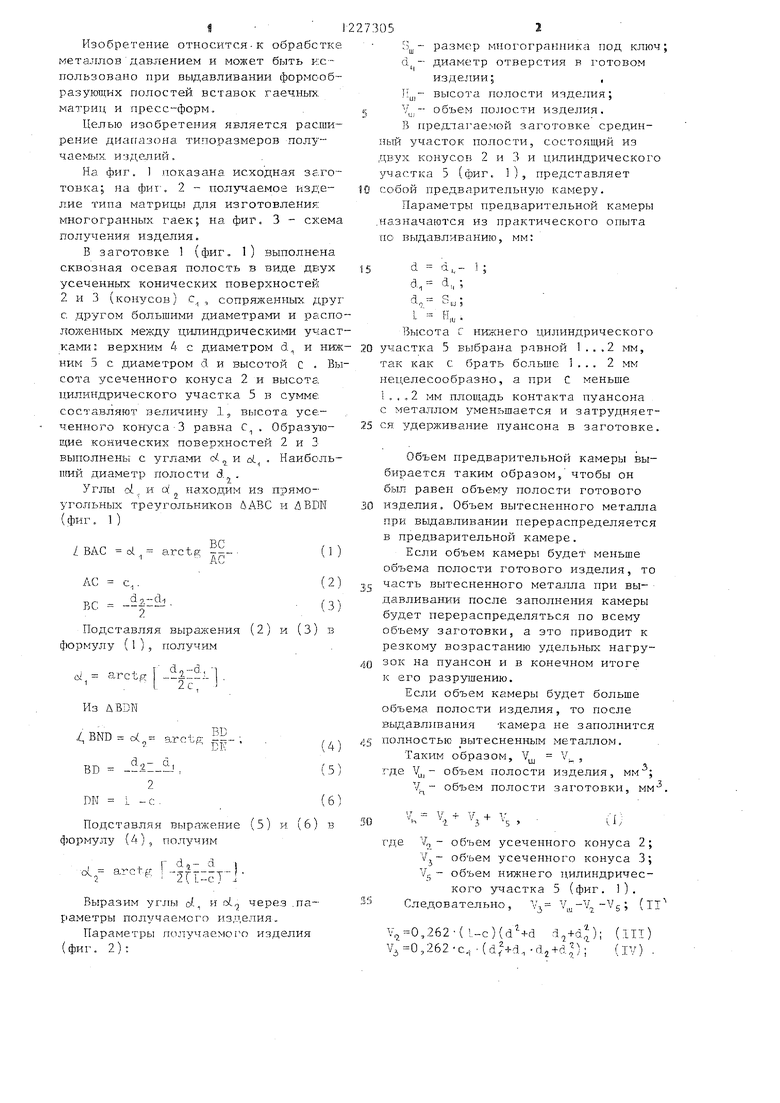
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Способ выдавливания полости в заготовке | 1983 |
|
SU1148689A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ выдавливания рельефных полостей в заготовках и штамп для его осуществления | 1988 |
|
SU1599152A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2007 |
|
RU2355504C1 |
Фиг.З
Редактор Н. Слободяник
Составитель А. Воронцов
Техред Н.Бонкало Корректор М. Самборская
Заказ 2243/9
Тираж 655
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
