I
Изобретение относится к машиностроению и может быть использовано ддя, одновременной обработки противоположных поверхностей деталей, например слесарно-монтажного инстругтента, абразивньии лентами.
Целью изобретения является повышение точности обработки, расширение технологических возможностей путем увеличения номенклатуры обрабатываемых деталей, что позволит обрабатывать детали с параллельными и .пересекающимися противоположными поверхностями с широкш 1 диапазоном размеров между ними.
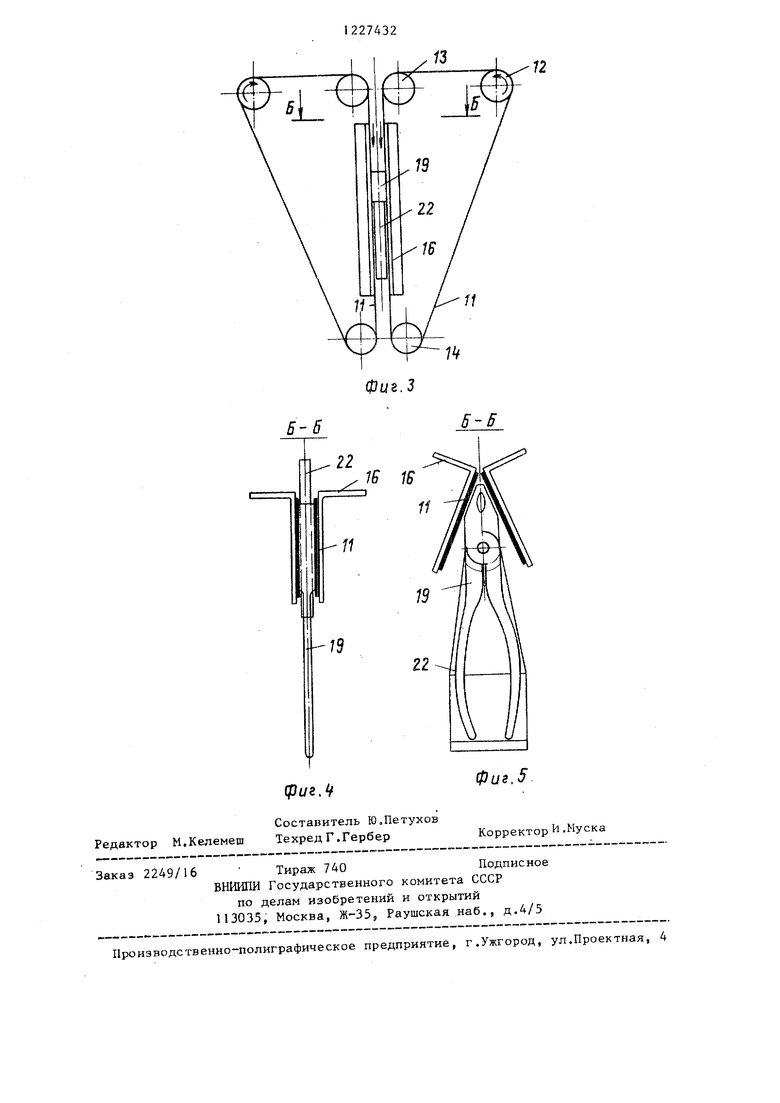
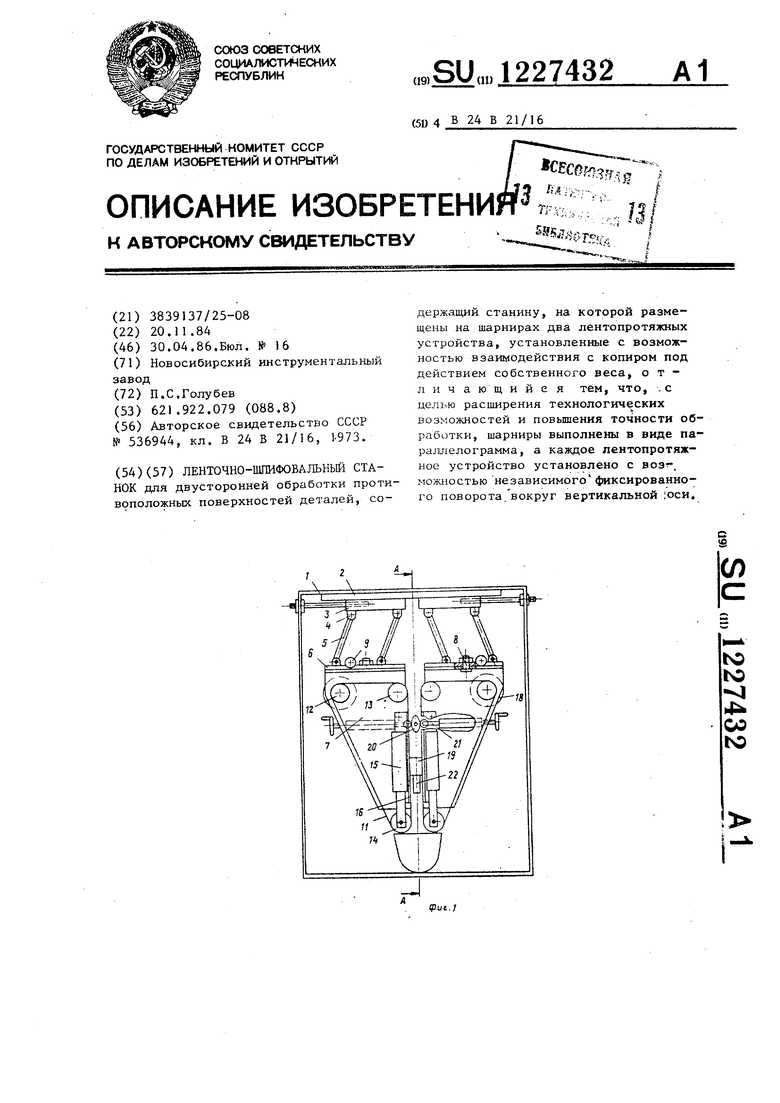
На фиг,1 изображено предлагаемое устройство общий ВНД1 на фиг, 2 - сечение А-А на фиг.; на фиг, 3 - схема шлифования изделий; на фиг.4 - сечение Б-Б на фис.З, схема обработки изделий с .параллельными противо- пололшыми поверхностями на фш,5 - то жеJ с пересекающимися противоположными пов.ерхностями.
Устройство содержит станину 1 с неподвийшо закрепленными направляющими 2j на которь х установлены каретки. 3 с .возможностью перемещения относительно станины 1, На каретках 3 закреплены шарнирно-рычажные узлы 4, представляюш,ие собой шарнир- но-рычаж.ные параллелог раммы, каждый .из которьс ; выполнен в виде четырех рычагов 5, К жарнирно-рычажным узлам 4 поддзешены плиты 6,, на которых закреплены лентопротяжные механизмы 7 с возможностью их поворота на необходимый угол вокруг вертикгшьных осей 8 путем вращения маховичков 9 винтовых механизмов iO в ту или иную сторону.
Лентопротяжный механизм 7 содержит абразивную ленту 11, огибающую ведуш 1й ролик 12, опорный ролик 3, ролик 14 механизма натяжения абразивной денты 15 и копир 6, установленные на корпусе 17, Для сообщения вращения абразивной ленте 1 1 на корпусе 17 установлен электродвигатель 18,
Для подвода лентопротяжных механизмов 7 к обрабатываемой детали 9 в момент обработки и отвода их после ско1гчания обработки устройство снабжено поворотным кулачком 20, установ ленным на станине 1j приходящим в соприкосновение с регулируемыми винтовыми упорами 215 закрепленньши на корпусах 7. Для установки обраба27432 ,,2
тьшаемых деталей 19 устройство снабжено сменными приспособлениями 22, закрепленными на станине 1,
Устройство работает следующим об разом.
Перед .началом работы производят предварительную настройку устройства на размер обрабатьшаемой детали. Для этого лентопротяжные механиз)Q МЫ перемещают либо навстречу один другому (пр и обработке изделий с минимальным размером между противо- положнь1ми обрабатьюаемыми поверхностями) , либо в противоположные сторо15 ны (при значительном увеличении этого размера) путем перемещения кареток 3 по направляющим 2 станины 1. Этим пepeмeщe шeм регулируется также изменение положения дентра тяжес2Q ти лентопротя яого механизма 7, что обеспечивает необходимое усилие врезания абразивных лент 1 1 лентопротяжных механизмов 7 в зоне обработки. . Затем осуществляется окончательная
25 настройка устройства на обрабатьшае- мый размер. Для этого поворотный кулачок 20 устанавливается таким образом, чтобы расстояние между рабочими поверхностями абразивных лент 11 бьшо минимальным фиг.1). Потом регулируемыми винтовыми упорами 21 рабочие поверхности абразивных лент 1i выставляются на размер, соответствующий размеру между противоположными поверхностями обрабатываемой
детали 9. Причем при обработке деталей с параллельными противоположными поверхностями необходимо, чтобы поверхности копиров 16 лентопротяжных механизмов 7 были параллельны одна другой.
При обработке деталей с пересе- кающ.имися противоположными поверхностями настройку устройства ведут таким образом, чтобы положение поверхностей копиров 16 лентопротяжных механизмов 7 соответствовало положению поверхностей обрабатываемой детали 19, Для этого корпуса 17 лентопротяжных механизмов 7 разворачивают
относительно ПЛИТЫ 6 вокруг- вертикальной оси 8 на необходимый угол путем вращения маховичков 9 винтовых механизмов 10.
После настройки устройства на об55 рабатьшаемый размер поворотный кулачок 20 занимает, положение, при котором лентопротяжные механизмы 7 раз- водятся в.разные стороны (исходное
30
40
45
положение). На приспособление 22 устанавливают обрабатьшаемую деталь 19. Включают электродвигатели 18. Лентопротяжные механизмы 7 подводят к обрабатываемым поверхностям путем уста- новки поворотного кулачка 20 в рабочее положение (фиг.1). Ведется обработка детали 19. После окончания обработки лентопротяжные механизмы 7
занимают исходное положение. Деталь заменяют, и цикл обработки повторяется.
Профиль поворотного кулачка 20 обеспечивает плавную подачу лентопротяжных механизмов 7 в зону обработки и плавный отвод их после окончания цикла обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Станок для ленточного шлифования | 1991 |
|
SU1821336A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623720A1 |
| Ленточно-шлифовальный станок | 1987 |
|
SU1565659A1 |
Itf
фиг.2
Редактор М.Келемеш
(риг,if
Составитель Ю,Петухов Техред Г,Гербер
Заказ 2249/16 Тираж 740Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг,5
Корректор И.Муска
| Устройство для одновременной обработки противоположных поверхностей деталей | 1973 |
|
SU536944A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
