2.Устройство по п 1, отличающееся тем, что привод днища представляет собой привод шагового перемещения.
3.Устройство по п. 1, о т л и чающееся тем, что механизм поворота каждого уплотнительно- го диска выполнен в виде рычажного механизма и двигателя.
1227739
4. Устройство по п. 1, отличающееся тем, что система автоматического управления содержит пары верхних и нижних концевых выключателей соответственно для фиксации верхнего и нижнего положений формующего цилиндра и уплотнительных дисков и связана с механизмами реверсивного перемещения дисков, их поворота, перемещения формующих цилиндров и приводом шагового перемещения днища.
Изобретение относится к устройству для изготовления заготовок войлочных полировальных кругов и может быть использовано в валяльно-войлоч- ной промьшшенности.
Целью изобретения является повышение производительности при одновременном упрощении конструкции. ч
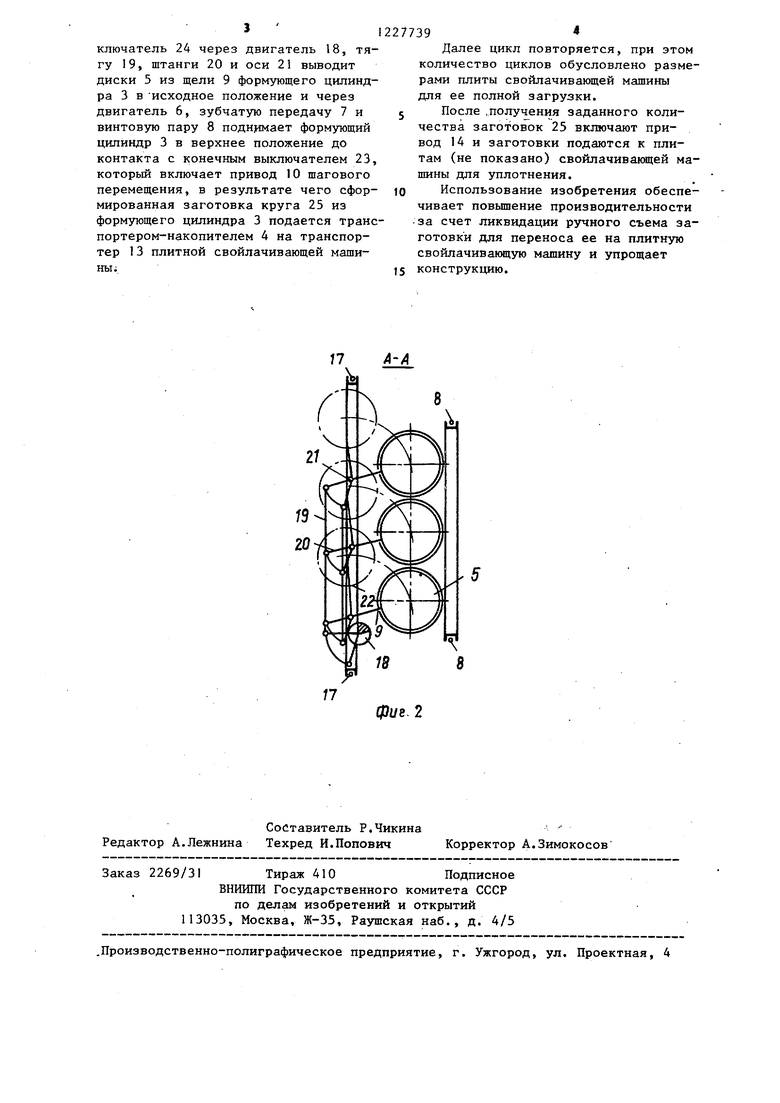
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для изготовления заготовок войлочных полировальных кругов содержит средство для подачи волокна, имеющее пневмосистему 1 и промежуточный цилиндр 2, установленньш под ним формующий цилиндр 3 с днищем выполненным в виде транспорта-накопителя 4, и уплотнительные диски 5, диаметр каждого из которых равен диаметру формующего цилиндра 3.
Формующий цилиндр 3 имеет механиз перемещения, выполненный в виде двигателя 6, связанного с ним через зубчатую передачу 7 и винтовую пару 8, и щель 9 для прохода уплотнительных дисков 5.
Транспортер-накопитель 4 имеет привод, представляющий собой привод 10 щагово О перемещения, и связан с помощью обгонных муфт 11 и 12 с транпортером 13 свойлачивающей машины, имеющим привод 14,
Уплотнительные диски 5 (количест- но которьк выбирают в зависимости от ширины свойлачивающей машины для ее полной загрузки) имеют механизм ре- нерсивного перемещения в вертикальной плоскости, выполненный в виде двигателя 15, связанного с ними че
рез зубчатую передачу 16 и винтовую пару 17. Каждый из дисков 5 имеет механизм поворота, выполненный в виде двигателя 18, связанного с помощью рычажного механизма, представляющего собой шарнирную тягу 19, щтанги 20 и оси 21, с рамой 22, причем для каждого диска 5 предусмотрены индивидуальные щтанга 20 и ось 21.
С ме;ханизмом реверсивного перемещения дисков, их поворота, перемещения формующих цилиндров и приводом шагового перемещения днища связана система автоматического управления, которая содержит пары верхних и нижних конечных выключателей 23 и 24 соответственно для фиксации верхнего и нижнего положений формующего цилиндра 3 и уплотнительных дисков 5.
Устройство работает следующим образом.
Волокно с чесальной машины через пневмосистему 1 и промежуточный цилиндр 2 попадает в формующий цилиндр 3, который заполняют до нужной высоты в зависимости от толщины конечного продукта в виде круга.
Включают сначала двигатель 18, который через шарнирную тягу 19, штанги 20 и оси 21 вводит диски 5 в щель 9 формующего цилиндра 3, а затем в1слючают двигатель 15, которьй через зубчатую передачу 16 и винто вую пару 17 опускает диски 5 в нижнее положение до контакта с конечным выключателем 24, который выключает двигатель 6, Последний через зубчатую передачу 7 и винтовую пару 8 поднимает формующий цилиндр 3 в верхнее положение. Одновременно конечный выключатель 24 через двигатель 18, тягу 19, штанги 20 и оси 21 выводит диски 5 из щели 9 формующего цилиндра 3 в исходнае положение и через двигатель 6, зубчатую передачу 7 и винтовую пару 8 поднимает формующий цилиндр 3 в верхнее положение до контакта с конечным выключателем 23, который включает привод 10 шагового перемещения, в результате чего сформированная заготовка круга 25 из формующего цилиндра 3 подается транс портером-накопителем 4 на транспортер 13 плитной свойлачивающей мащи- НЫ;
27739
Далее цикл повторяется, при этом количество циклов обусловлено размерами плиты свойлачивающей машины для ее полной загрузки. 5 После .получения заданного количества заготовок 25 включают привод 14 и заготовки подаются к плитам (не показано) свойлачивающей машины для уплотнения.
to Использование изобретения обеспечивает повышение производительности за счет ликвидации ручного съема заготовки для переноса ее на плитную свойлачивающую машину и упрощает
15 конструкцию.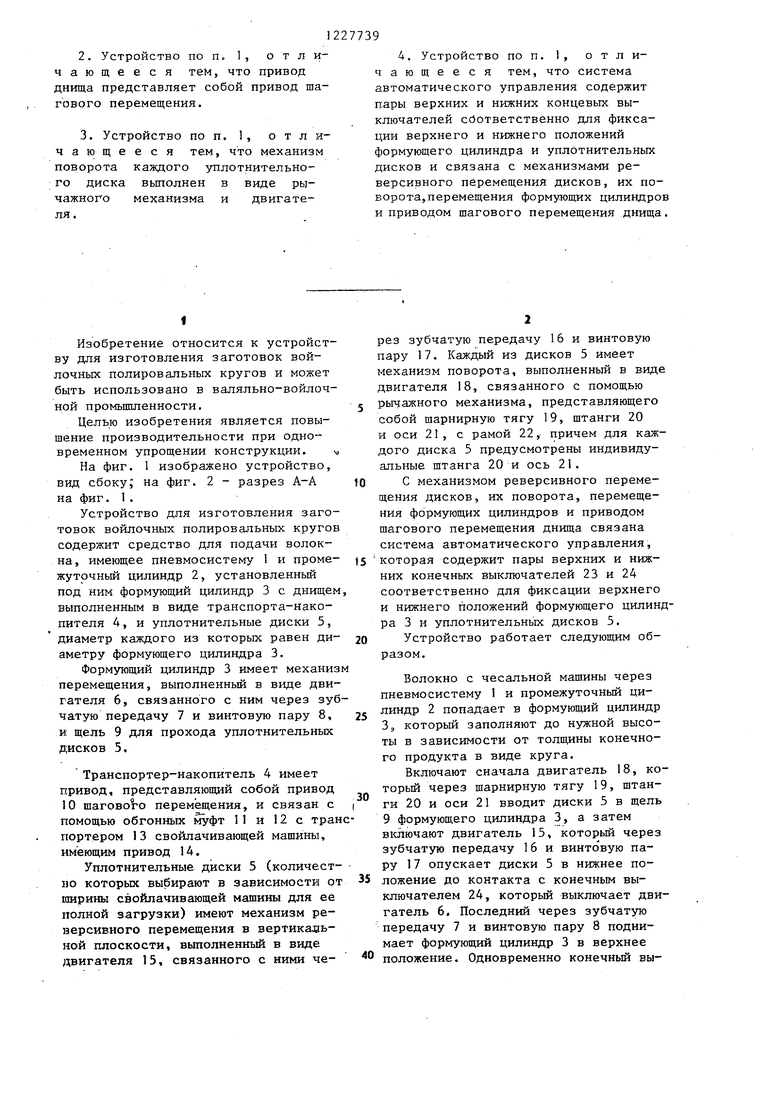
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок войлочных полировальных кругов | 1987 |
|
SU1491918A1 |
| Устройство для изготовления заготовок войлочных изделий | 1987 |
|
SU1440986A1 |
| Станок для обрезки войлочных полировальных кругов | 1984 |
|
SU1221263A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Свойлачивающее устройство | 1976 |
|
SU603721A1 |
| Автоматическая линия для изготовления войлочных кругов | 1985 |
|
SU1349971A1 |
| Установка для изготовления войлока | 1984 |
|
SU1300050A1 |
| Поточная линия для изготовления основы валяной обуви | 1990 |
|
SU1708961A2 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Свойлачивающая машина | 1976 |
|
SU659671A1 |
А А
Составитель Р.Чикина
Редактор А.Лежнина Техред И.Попович Корректор А.Зимокосов
Заказ 2269/31 Тираж 410Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фик. 2
| Установка для изготовления войлочных кругов | 1972 |
|
SU518541A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
