О СХ) О)
Изобретение относится к валяльно- всйлочной промьшленности, в частности к производству войлочных изделий в виде кругов и пластин.
Цель изобретения - расширение тех- нологических возможностей устройства.
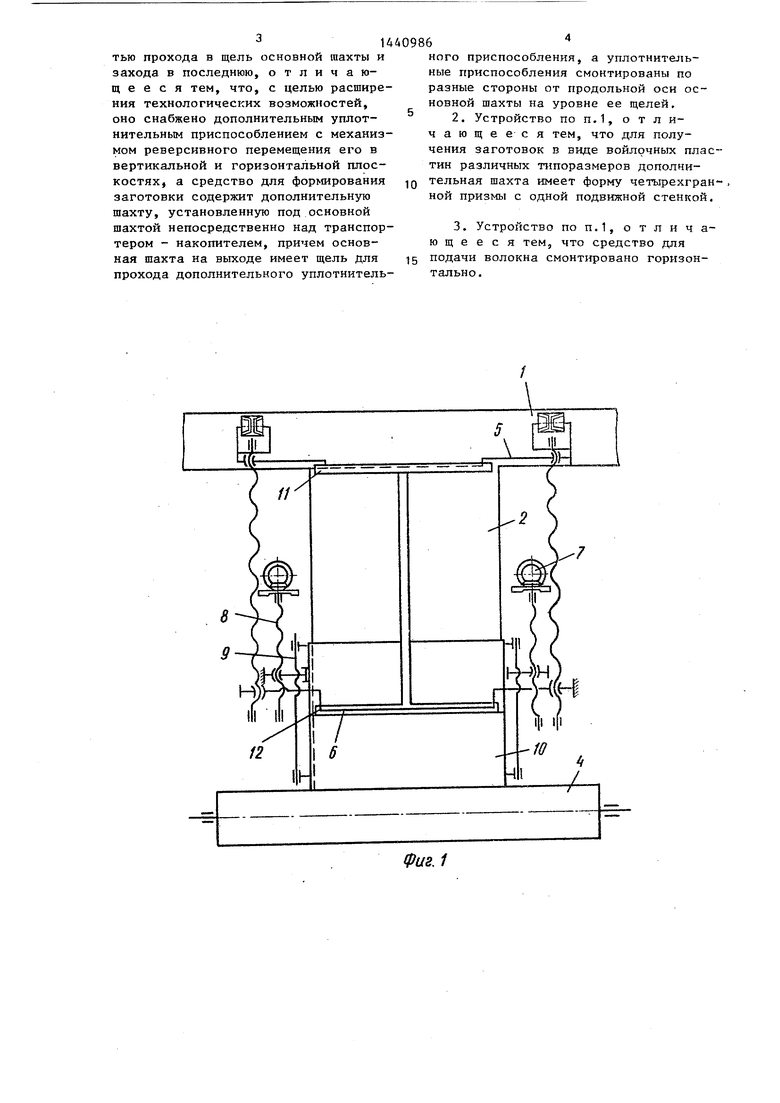
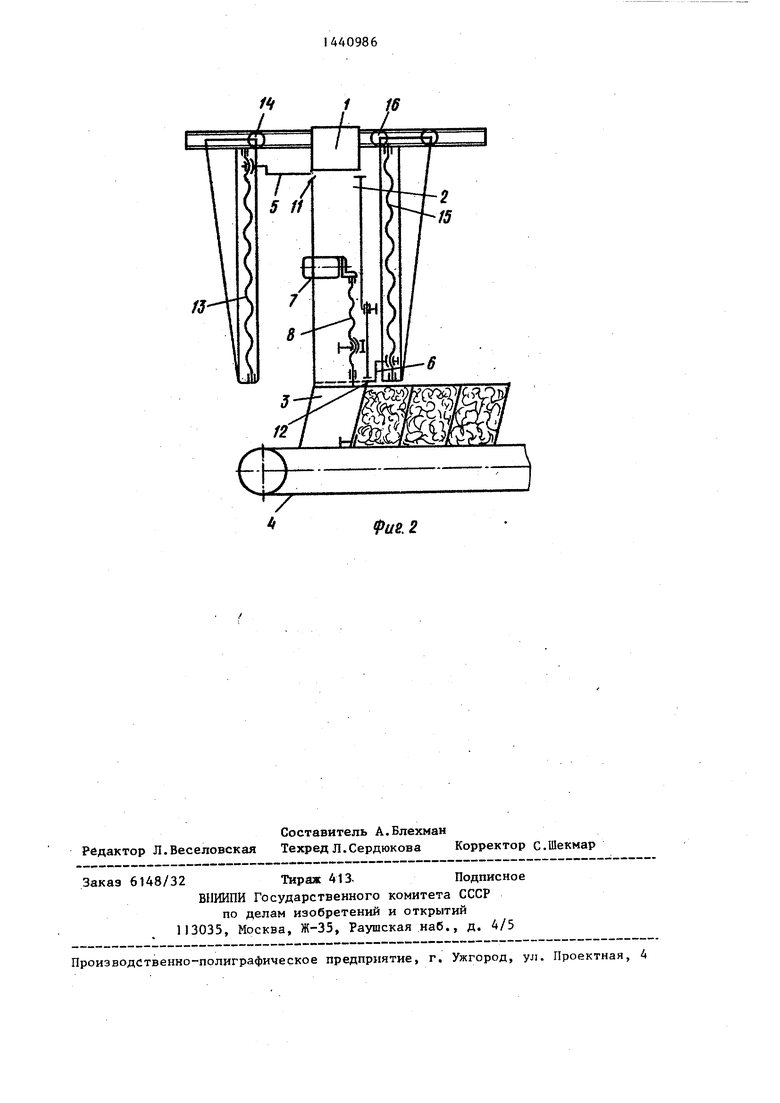
На фиг.1 изображено устройство, вид спереди; на фиг.2 - то же, вид сбоку.
Устройство для изготовления заготовок войлочных изделий содержит средство для подачи волокна, имеющее пневмо систему 1 и установленное под ней средство для формирования заготовки,, выполненное в виде двух maxTJ - основной 2 и дополнительной 3, - установленных дру г над другом. Шахта 3 выполнена в виде четырехгранной призмы с днищем в виде приводного транс- портера-накопителя 4. С противоположных сторон от оси продольной основной шахты 2 размещены два уплотни- тельньгх приспособления в виде лопастей 5 и 6 с возможностью установки на 25 возвращают в исходное положение. Да- заданной высоте в зависимости от толщины заготовки. Шахта 3 имеет механизм перемещения, выполненный в виде двигателя 7, связанного через винтолее цикл повторяется.
В случае необходимости , с помощью лопасти 5 можно оказать давление на столб волокна с последующим возвратом
вую передачу 8 и направляющую 9 с его 30 ее в исходное положение.
ее, сжимая столб волокна. После достижения заданной степени сжатия волокна с помощью винтовых передач 13 и 15 опускают обе лопасти 5 и 6 одновременно, причем лопасть 5 - до заданной высоты заполнения волокном шахты 2, а лопасть 6 - до щели 12 в шахте 2. Затем лопасть 6 выходит из шахты 2, а волокно под действием силы тяжести падает в шахту 3, где формируется заготовка пластины,при этом после каждого цикла порция волокна своей наклонной стенкой примыкает к ранее полученной порции. После формирования заготовки включают двигатель 7, который через винтовые передачи 8 и направляющие 9 под- |Нимает переднюю стенку 10 шахты 3. Затем включают привод перемещения транспортера-накопителя 4 на шаг,равный длине сформированной заготовки в основании, в результате чего заготовка выводится из устройства. Стенку 10
возвращают в исходное положение. Да-
лее цикл повторяется.
В случае необходимости , с помощью лопасти 5 можно оказать давление на столб волокна с последующим возвратом
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок войлочных полировальных кругов | 1987 |
|
SU1491918A1 |
| Устройство для изготовления заготовок войлочных полировальных кругов | 1984 |
|
SU1227739A1 |
| Холстоформирующее устройство | 1989 |
|
SU1677109A1 |
| Устройство для раскроя волокнистой заготовки | 1987 |
|
SU1490192A1 |
| Установка для формирования заготовки к поточной линии для изготовления основы валяной обуви | 1988 |
|
SU1560660A1 |
| Установка для подачи мерных слоев заготовок на сборочные станки | 1983 |
|
SU1143610A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Устройство для получения волокнистой заготовки | 1989 |
|
SU1708959A1 |
| Поточная линия для обработки текстильного полотна | 1990 |
|
SU1735458A1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
Изобретение относится к валяль- но-войлочной промьшшенности и позволяет расширить технологические возможности устройства для изготовления заготовок войлочных изделий. Оно содержит пневмосистему, средство для формирования заготовки, вьтолнен- ное в виде основной и дополнительной шахт, и уплотнительные приспособления, размещенные с противоположных сторон от продольной оси основной шахты с возможностью установки на заданной высоте в зависимости от толщины заготовки. Основная шахта имеет верхнюю и нижнюю щели соответственно на стыке. После загрузки волокном основной шахты с помощью механизмов реверсивного горизонтального и вертикального перемещения вводят уплотнительные приспособления, сжимая столб волокна до заданной степени.Затем уплотнительные приспособления выводят из шахты, а волокно под действием силы тяжести падает в дополнительную шахту, где формируется заготовка, поднимают стенку дополнительной шахты и перемещают транспортер- накопитель на шаг, равный длине сформированной заготовки. 2 з.п. ф-лы, 2 ил. (Л
передней стенкой 10.
Шахта 2 имеет верхнюю на входе в нее и нижнюю на выходе из нее щели 11 и 12 соответственно в местах контакта ее с пневмосистемой 1 и второй шахтой 3 для входа и вьжода уплотни- тельных лопастей 5 и 6. Каждая из уп- лотнительных лопастей 5 и 6 имеет ме- ханизмь реверсивного перемещения в
вертикальной и горизонтальной плоскоС- Q каждой порции волокна, из которой фортях, выполненные в виде винтовой передачи 13,и каретки 14 (для лопасти 5) и винтовой передачи 15 и каретки 16 (для лопасти 6).
Устройство работает следующим об- разом.
С помощью каретки 16 и винтовой передачи 13 вводят лопасть 6 в шахту 2 и устанавливают ее на заданной высоте в зависимости от толщины конечного продукта.
Волокно с чесальной машины через пневмосистему 1 попадает в шахту 2. После достижения полной загрузки шахты 2 волокном, размещенным на лопасти 6 до щели Т1, через последнюю с другой стороны шахты последовательно с помощью каретки 14 и винтовой передачи 13 вводят лопасть 5 и опускают
5
Использование изобретения позволит получать войлок различного типа, частности, толстостенные пластины любой длины с одинаковыми физико- механическими свойствами во всех направлениях (по длине, ширине и высоте пластины) без потерь массы и показателей прочности по месту стыка порций волокна и контролировать массу
мируют войлок, по высоте заполнения щахты устройства.
Формула изобретения
1440986
ного приспособления, а уплотнитель- ные приспособления смонтированы по разные стороны от продольной оси основной шахты на уровне ее щелей,
Фи&. 1
,2
| Устройство для изготовления заготовок войлочных полировальных кругов | 1984 |
|
SU1227739A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
