11
Изобретение относится к литейному производству, в частности к штамповке жидкого металла.
Целью изобретения является повышение качества отливок.
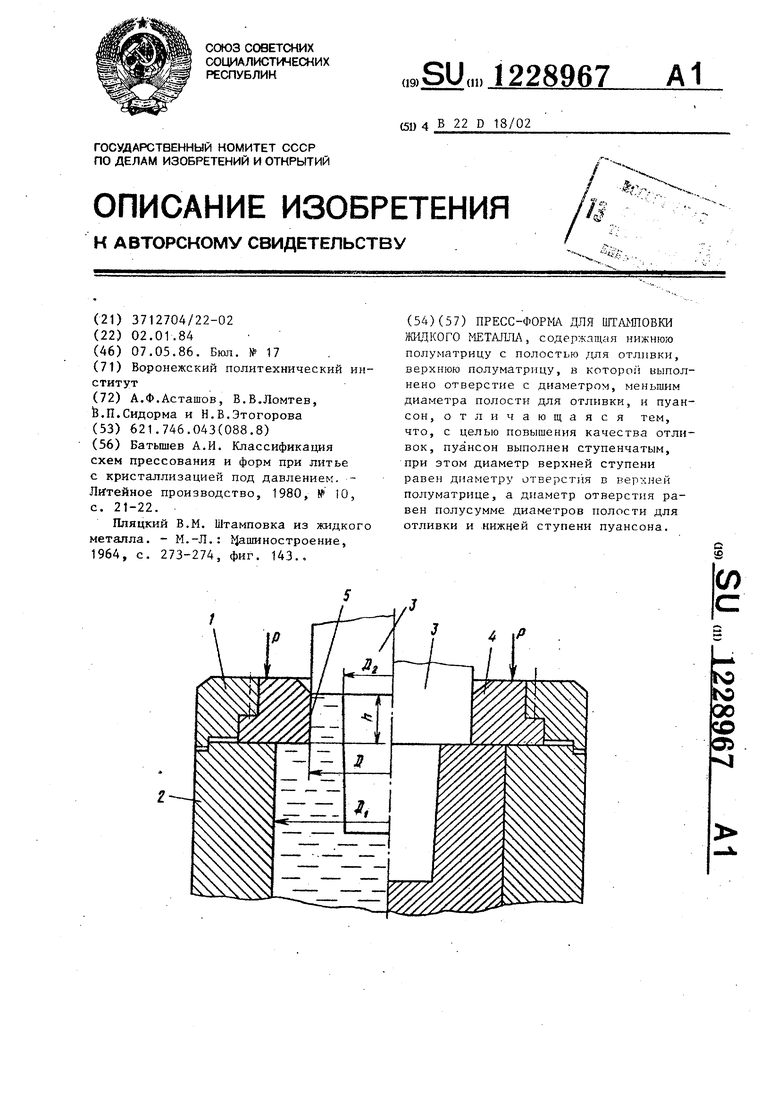
На чертеже представлена частично пресс-форма для жидкой штамповки, разрез.
Прес.с-форма содержит верхнюю 1 и нижнюю 2 полуматрицы, пуансон 3 и втулку 4, закрепленную в полуматрице 1. Пуансон 3 выполнен ступенчатым причем диаметр верхней ступени его равен диаметру D отверстия 5 в верхней полуматрице 1. В свою очередь диаметр D отверстия равен полусумме диаметров D, полости для отливки в нижней полуматрице 2 и D,, нижней ступени пуансона 3.
Пресс-форма работает следуюащм образом.
Заливка металла в пресс-форму производится через отверстие втулки 4. После заливки пуансон 3 опускается и при соприкосновении кромки пуанРедактор И.Ннколайчук
Составитель А.Кузнецова
Техред И.Верес Корректор А.Ференц
Заказ 2401/9Тираж 757 Подписное
ВНИИПИ Государственкогр комитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
89672
сона 3 с кромкой втулки 4 начинается процесс прессования.
Указанное соотношение размеров пресс-формы, обеспечивает расположение 5 поверхности сопряжения пуансона 3 и втулки 4 над линией окружности, делящей пополам толщину стенки отливки. Тем ca5sib M исключается сопротивление деформированию корки металла, 10 растущей со стороны матрицы .и пуансона, и улучшается пропрессовка металла отливки, так,как перемещение металла под действием пуансона происходит по линии (зоне) наибольшей его температуры от начала до конца затвердевания. В затвердевающем на пуансоне металле создаются сжимающие напряжения, так как высота сфорьшровавшейся полости отливки остается постоянной
до конца затвердевания, что исключает образование трещин на внутренней поверхности отливки.
Объем полости втулки подбирают равным объему впрессованного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многотраверсный горизонтальный пресс для штамповки жидкого металла | 1984 |
|
SU1232367A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1987 |
|
SU1611567A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Пресс-форма для жидкой штамповки крупногабаритных отливок | 1981 |
|
SU954169A1 |
| Пресс-форма для жидкой штамповки отливок | 1985 |
|
SU1299702A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для жидкой штамповки | 1980 |
|
SU910350A1 |
| Способ штамповки деталей с глубокими полостями | 1985 |
|
SU1311827A1 |
| Батышев А.И | |||
| Классификация схем прессования и форм при литье с кристаллизацией под давлением | |||
| - ЛИ тейное производство, 1980, № 10, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пляцкий В.М | |||
| Штамповка из жидкого металла | |||
| - М.-Л | |||
| : И ашиностроение, 1964, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
