I
изобретение относится к металлурП Ш, в частности к вакуумной термической обработк деталей из высокохромистых сталей мартен- ситного и карбидного классов, имеющих низкую критическую скорость закалки.
Цель изобретения - повышение прочности, ударной вязкости, ко Д озионной стойкости, износостойкости и снижение трудоемкости.
Проведение вакуумного нагревания под закалку с выбранной скоростью (20-50 град/мин уменьшает тепловые напряжения в деталях сложной конфигурации и улучшает условия растворения углерода в твердом растворе за счет растворения крупных первичных и вторичных кгфбидов1 Нагревание до температуры отпуска после охлажде шя деталей до 40-SO C и выдержки, проводимое со скоростью 45-80 град/мин, исключает деформацию деталей сложной формы и сокращает длительность выдержки щэи температурах отпуска, что снижает возможность вьщеления из твердого раствора третачных карбидов. Это позволяет с охранить высокий уровень нических и коррозионных свойств после за- каяки и отпуска.
Пример. Термической обработке в вакууме по предлагаемому и известному способам подвергают юстировочные зеркала размером 22 х 22 х б мм из стали 95 х 18 филье{я 1 для калибровки проволоки ди 1мет292352
ром 15 и высотой 10 мм из стали Р12Ф2К5М и мелкие шлицеобразующие пуансоны холодной высадки диаметром 18 и высотой 25 мм из стали Х12М. Термообработ5 ке по предлагаемому способу указанные детали подвергают в печах с предельным рабочим вакуумом 1 10 мм рт. ст. Нагревание деталей в вакуумированной камере печи до тeмпepaт; фы закалки осуществляют со скоto ростью 20-50 град/мин, выдерживают 20- 25 мин и охлаждают со скоростью 70- 110 град мин до 550-600°С, а затем вместе с печью до 40-50°С со скоростью 5- 25 гр;щ/мин. Выдержка в интервале мартенситJ5 него превращения 40-45 мин, включая время охла сдения от температуры 550-бОО до 40-50°С. После выдержки детали нагревают со скоростью 45-80 град/мин до температуры отпуска, выдерживают 40-150 мин, и охлаж20 дают со скоростью 11СЮ-180 град/летн.
Режимы термообработки по известному способу отлигчаются тем, что нагревание под закалку осуществляют со скоростью 10 град/мин охлаждение до 550-600°С со скоростью
23 350 град/мин, на второй стадии охлаждения де- тагш охлаждают до 100°С, а затем со скоростью 180 град/мин нагревают до температу- ры отпуска, вьадерживают и охлаждают. Режимы обработки по предлагаемому и из вестному способам приведены в табл. 1, свойства деталей - в табл. 2.
Таблица 1
Предла- XI2M гаемый
Опыт- Х12М ный
Х12М
- 2-10
1-4
1020 10
Р12Ф2К5
- 7-10
-4
1220 10
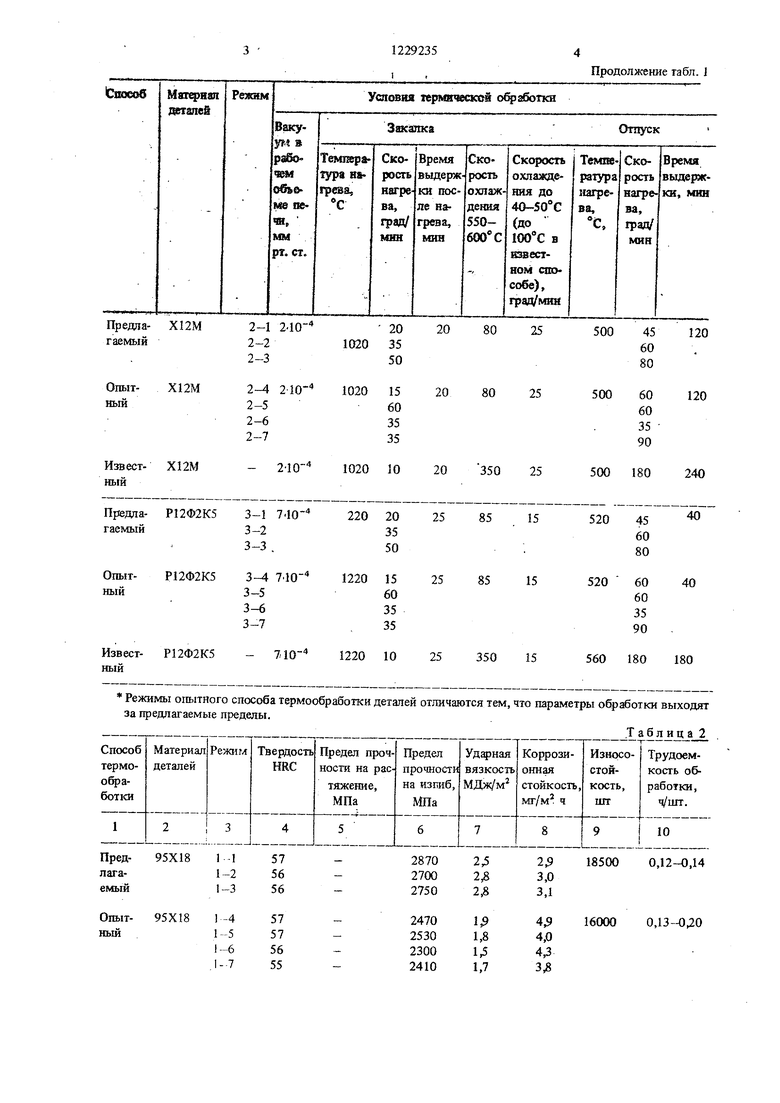
Режимы опытного способа термообр откн деталей отличаются тем, что параметры обработки выходят за предлагаемые пределы.
Таблица 2
Продолжение табл. I
80 25
8025
500
500
45 60 80
60 60
35 90
120
120
20 350 25
500 180
240
25
350 15
560 180
180
18500 0,12-0,14
16000
0,13-.-ОДО
Извест- 95X18 - нын
54
Х12М 2-1 2-2
2-3
XI2М 2-4
2-5 2-6 2-7
52 53 54
52 54 53 53
2020 2040 2070
1990 2000 1960 2010
Х12М Р1ЖФ2КЗ 3-1
3-2 3-3
Р12Ф2К5 3-4
3-5 3-6
3-7
- Р12Ф2К5
52
64 64 63
63 63,0 63 62
64,0
1870
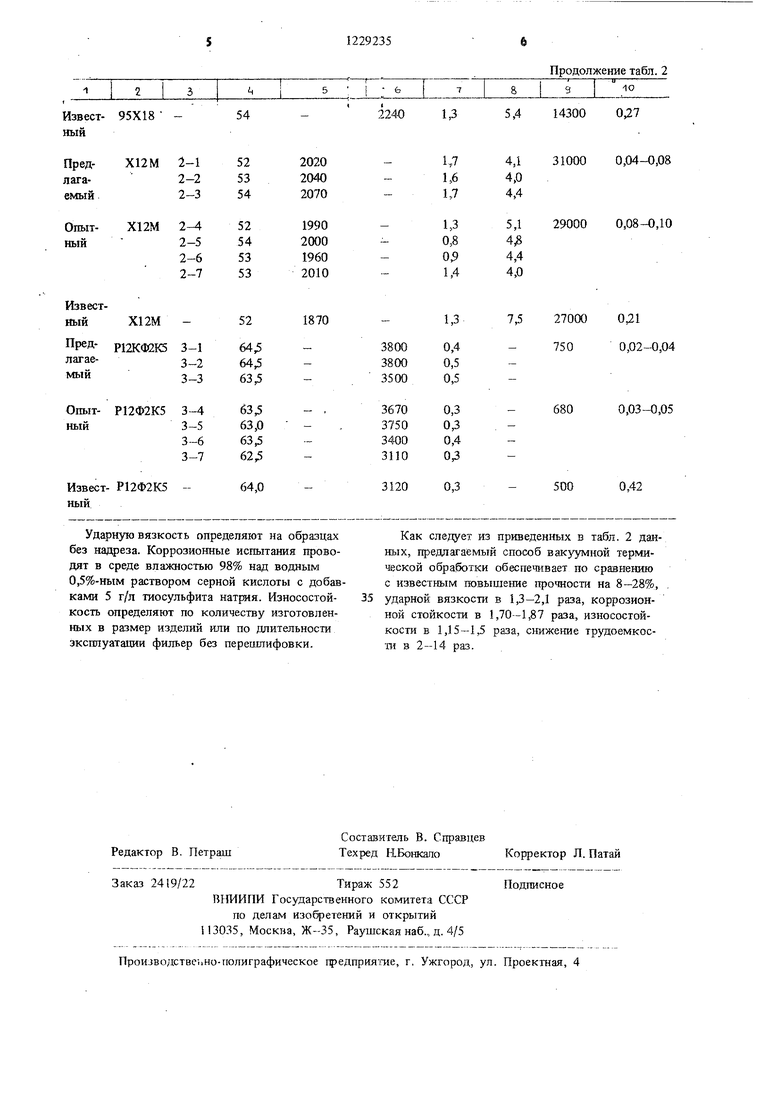
Ударнзто вязкость определяют на образцах без надреза. Коррозионные испытания проводят в среде влажностью 98% над водным 0,5%-ным раствором серной кислоты с добавками 5 г/л тиосульфита натрия. Износостойкость определяют по количеству изготовленных в размер изделий или по длительности зксплуаташта фильер без перешлифовки.
Редактор В. Петраш Заказ 2419/22
Составитель В. Справцев
Техред НБонкапоКорректор Л. Патай
Тираж 552 В1ГИИПИ Государственного комитета СССР
по изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
Производствеьно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Продолжение табл. 2
1,3
14300
0,27
5,4
31000 0,04-0,08
29000 0,08-0,10
4,1 4,0 4,4
5,1 4 4,4 4,0
1,3
0,4
0,5 0,5
0,3
03
0,4 0,3
0,3
7,5 27000ОД1
7500,02-0,04
6800,03-0,05
5000,42
Как следует из приведен п х в табл. 2 данных, предлэтаемый способ вакуумной термической обра.ботки обеспечивает по сравнению с известньпи повышение 1рочности на 8-28%, ударной вязкости в 1,3-2,1 раза, коррозионной стойкости в 1,70-1,87 раза, износостойкости в 1,15-1,5 раза, снижение труцоемкос- ш в 2-14 раз.
Подписное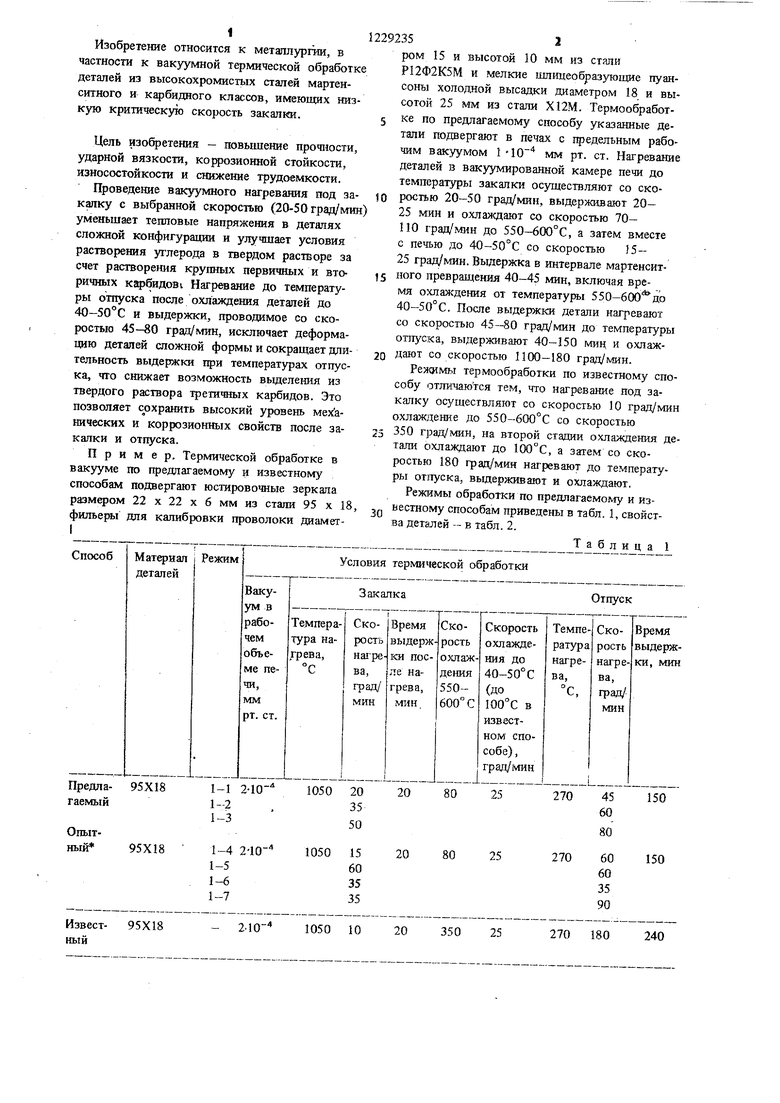
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2031147C1 |
| Способ термической обработки изделий | 1982 |
|
SU1104174A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТОНКОЛЕЗВИЙНОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2085599C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2007 |
|
RU2345175C1 |
| Способ изготовления изделий из коррозионно-стойких хромсодержащих сталей | 1989 |
|
SU1661226A1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| Среда для закалки | 1988 |
|
SU1553570A1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ НА ВТОРИЧНУЮ ТВЕРДОСТЬ | 2000 |
|
RU2192485C2 |
| Способ изготовления матриц из листовой порошковой быстрорежущей стали | 1987 |
|
SU1616781A1 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1977 |
|
SU704995A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ закалки изделий | 1979 |
|
SU863670A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
