Изобретение относится к автоматизации технологии машиностроения, преимущественно автоматизации сборочных работ.
Цель изобретения - расширение технологических возможностей и повышение надежности.
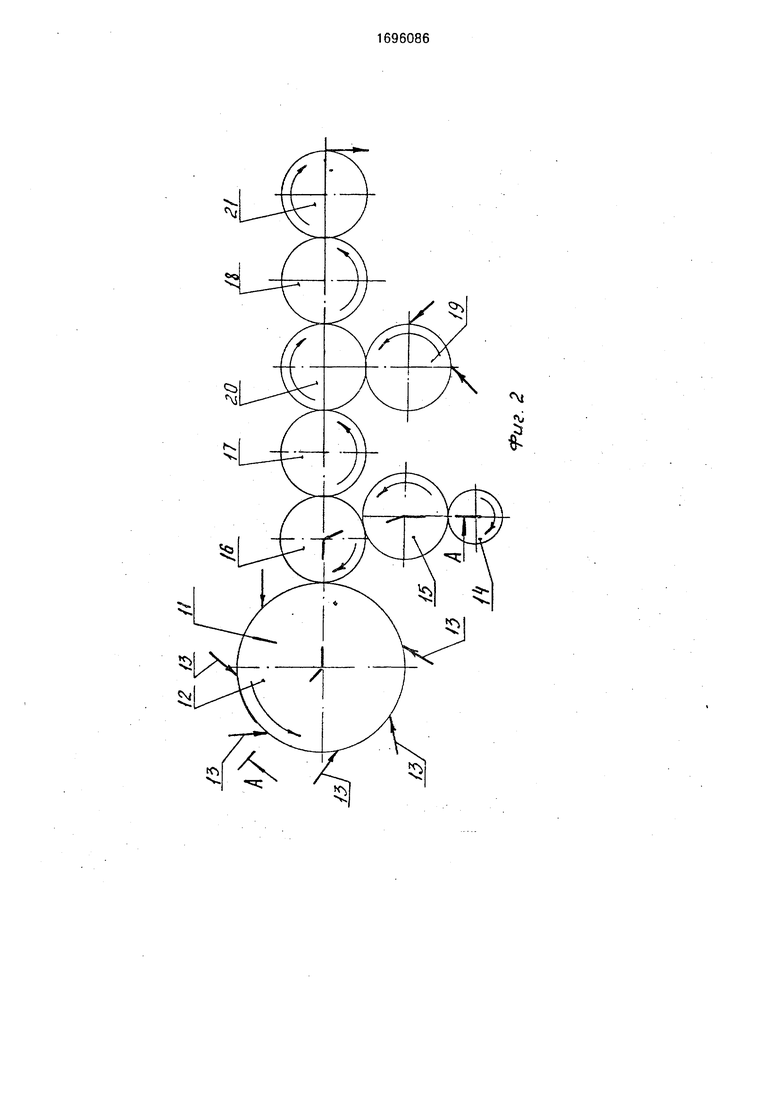
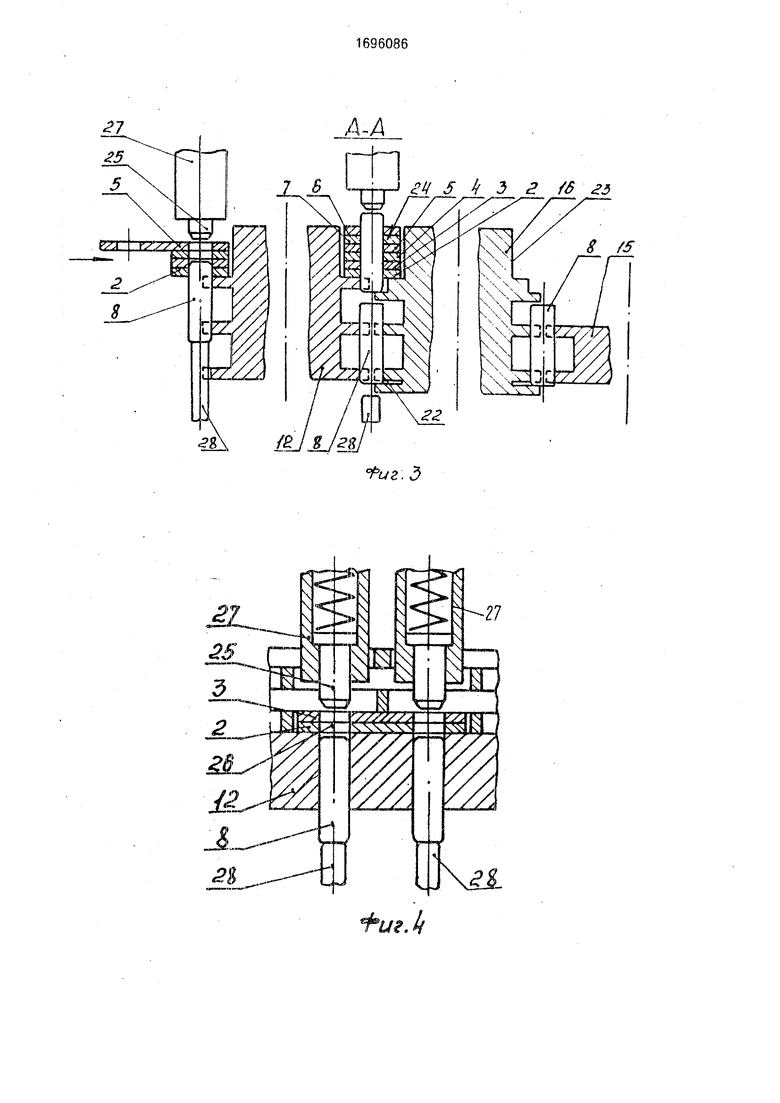
На фиг. 1 показана собираемая цепь; на фиг, 2 - схема предлагаемой автоматической роторной линии; на фиг, 3 - разрез А-А на фиг. 2; на фиг, 4-9 - последовательные этапы сборки многорядной пластинчатой цепи.
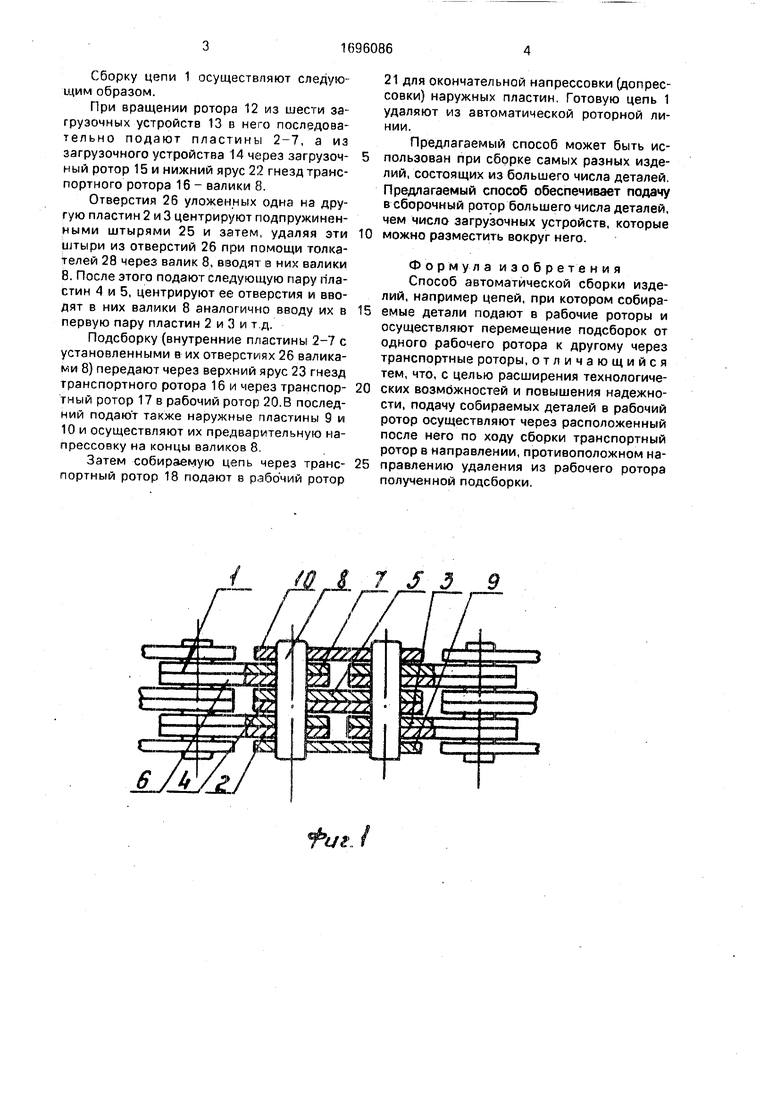
Сборку какого-либо изделия, например многорядной пластинчатой цепи 1, состоящей из большого числа деталей: внутренних пластин 2-7, валиков 8, наружных пластин 9 и 10, осуществляют в автоматической роторной линии 11.
Роторная линия 11 содержит ротор 12 для надевания внутренних пластин 2-7 на
валики 8, устройства 13 (условно показаны стрелками) для подачи пластин 2-7 в этот ротор, загрузочное устройство 14 и загрузочный ротор 15 для подачи валиков 8 в ротор 12, транспортные роторы 16 - 18, ротор 19 загрузки наружных пластин 9 и 10, ротор 20 их предварительной напрессовки и ротор 21 окончательной напрессовки (до- прессовки).
Загрузочный ротор 15 имеет ярус гнезд для подачи валиков 8 в транспортный ротор 16, имеющий ярус 22 гнезд для передачи- валиков 8 в рабочий ротор 12 и ярус 23 гнезд для передачи подсборки 24 цепи, полученной в ротор 12, в следующий рабочий ротор 20.
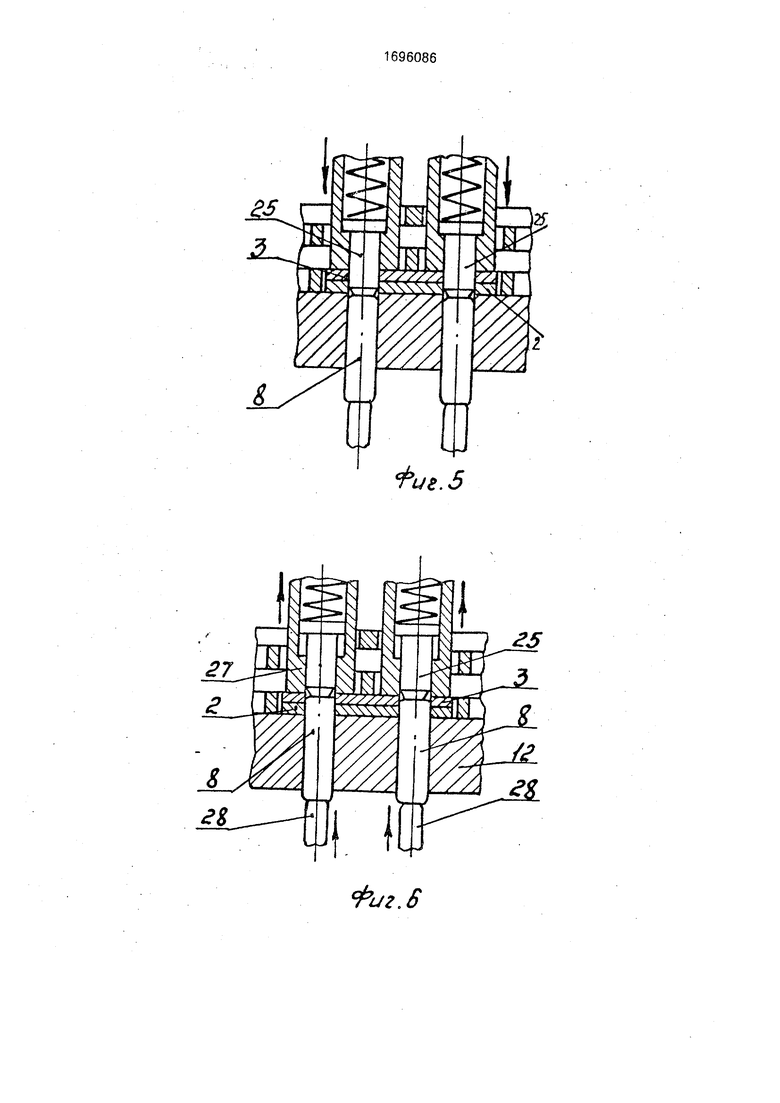
Ротор 12 содержит подпружиненные штыри 25 для центрирования отверстий 26 пластин 2-7, подвижно установленные в ползунах 27, и толкатели 28 для ввода валиков 8 в отверстия 26 этих пластин.
О
чэ о о
00
о
Сборку цепи 1 осуществляют следующим образом.
При вращении ротора 12 из шести загрузочных устройств 13 в него последовательно подают пластины 2-7, а из загрузочного устройства 14 через загрузочный ротор 15 и нижний ярус 22 гнезд транспортного ротора 16 - валики 8.
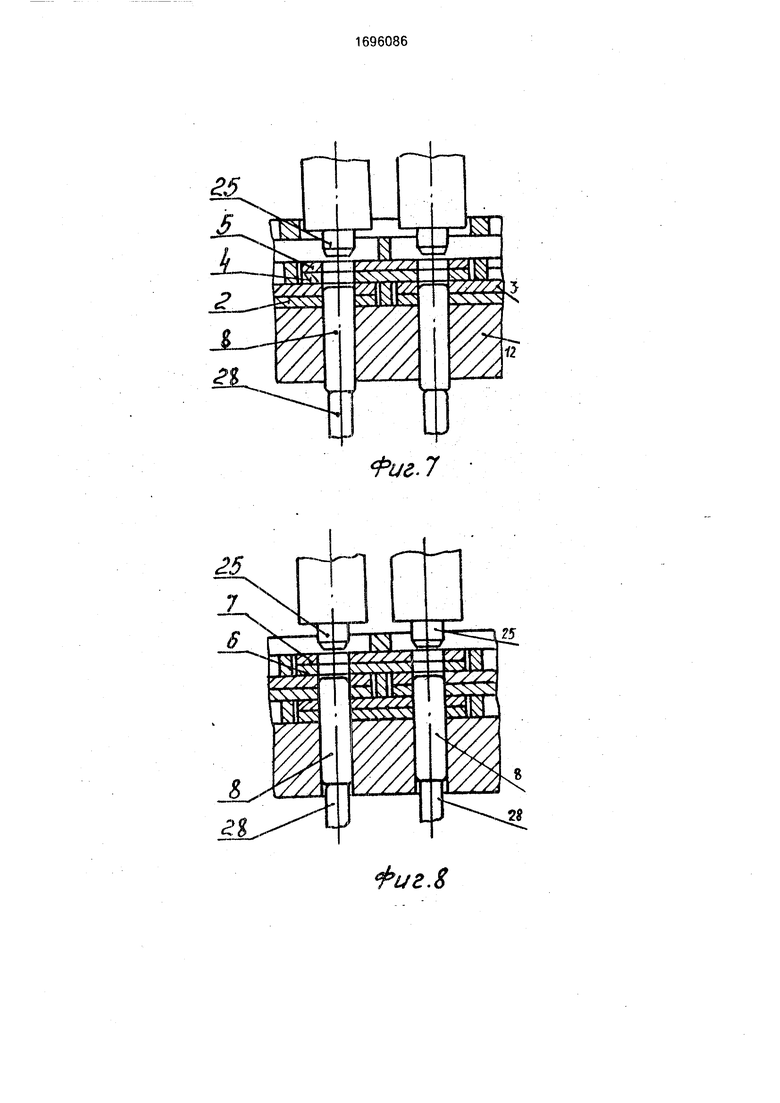
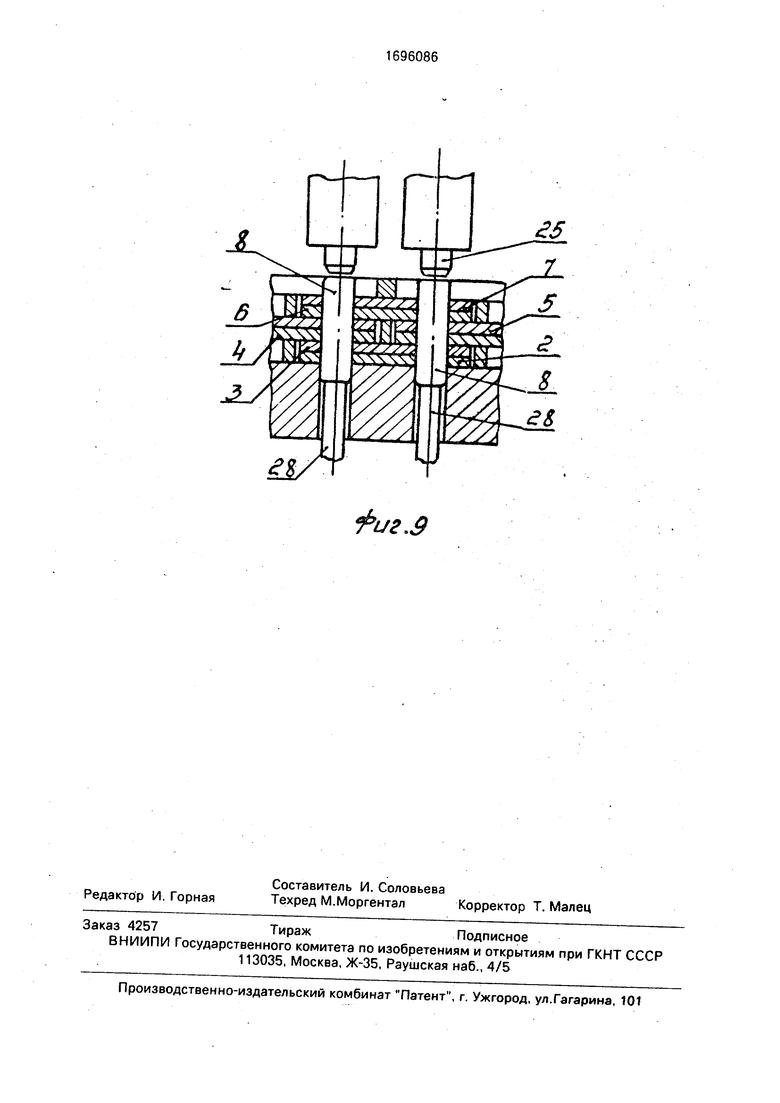
Отверстия 26 уложенных одна на другую пластин 2 и 3 центрируют подпружиненными штырями 25 и затем, удаляя эти штыри из отверстий 26 при помощи толкателей 28 через валик 8, вводят в них валики 8. После этого подают следующую пару пластин 4 и 5, центрируют ее отверстия и вводят в них валики 8 аналогично вводу их в первую пару пластин 2 и 3 и т.д.
Подсборку (внутренние пластины 2-7 с установленными в их отверстиях 26 валиками 8) передают через верхний ярус 23 гнезд транспортного ротора 16 и через транспортный ротор 17 в рабочий ротор 20.В последний подают также наружные пластины 9 и 10 и осуществляют их предварительную на- прессовку на концы валиков 8.
Затем собираемую цепь через транспортный ротор 18 подают в рабочий ротор
0
21 для окончательной напрессовки (допрес- совки) наружных пластин. Готовую цепь 1 удаляют из автоматической роторной линии.
Предлагаемый способ может быть использован при сборке самых разных изделий, состоящих из большего числа деталей. Предлагаемый способ обеспечивает подачу в сборочный ротор большего числа деталей, чем число загрузочных устройств, которые можно разместить вокруг него.
Формула изобретения Способ автоматической сборки изделий, например цепей, при котором собираемые детали подают в рабочие роторы и осуществляют перемещение подсборок от одного рабочего ротора к другому через транспортные роторы, отличающийся тем, что, с целью расширения технологических возмбжностей и повышения надежности, подачу собираемых деталей в рабочий ротор осуществляют через расположенный после него по ходу сборки транспортный ротор в направлении, противоположном направлению удаления из рабочего ротора полученной подсборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторно-конвейерная линия для сборки цепей | 1989 |
|
SU1708484A1 |
| Автоматическая роторная линия для сборки втулочно-роликовых цепей | 1985 |
|
SU1303247A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Способ сборки однорядных роликовых цепей и роторная машина для его осуществления | 1990 |
|
SU1784405A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Способ сборки многорядных цепей | 1989 |
|
SU1696087A1 |
| Загрузочное устройство | 1980 |
|
SU931367A1 |
| Контрольно-сортировочное устройство роторной линии | 1987 |
|
SU1430323A1 |
Изобретение относится к автоматизации технологии машиностроения, преимущественно к автоматизации сборочных работ. Цель изобретения - расширение технологических возможностей и повышение надежности. Сущность изобретения заключается в том. что при сборке изделий, например цепей, собираемые детали подают в рабочие роторы и осуществляют перемещение подсборок от одного рабочего ротора к другому через транспортные роторы. Подачу собираемых деталей в рабочий ротор осуществляют в направлении, противоположном направлению удаления из рабочего ротора полученной подсборки, а транспортный ротор установлен после рабочего ротора на ходу сборки. 9 ил.
Фиг. I
7 J Э 9
Д-Д
гч з Ь 2 /6 гз
°Риг. 3
.1
9809691
ftt
M$
x
Ax
е$/Г
25
иг.9
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
