Предлагаемая конструкция оправки, в противоположность известным конструкциям оправок для изготовления труб с внутренним оребрением, выполнена в виде секций, нарулсная поверхнс-сть которых имеет углубления соответствующие форме и размерам ребер, которые должны быть образованы на внутренней поверхности трубы. В собранном для работь виде секции опираются на внутренний конусный клин. Выполнение одной из секций с параллельными сторонами дает возможность удобно разбирать оправку и выводить ее из готовой трубы.
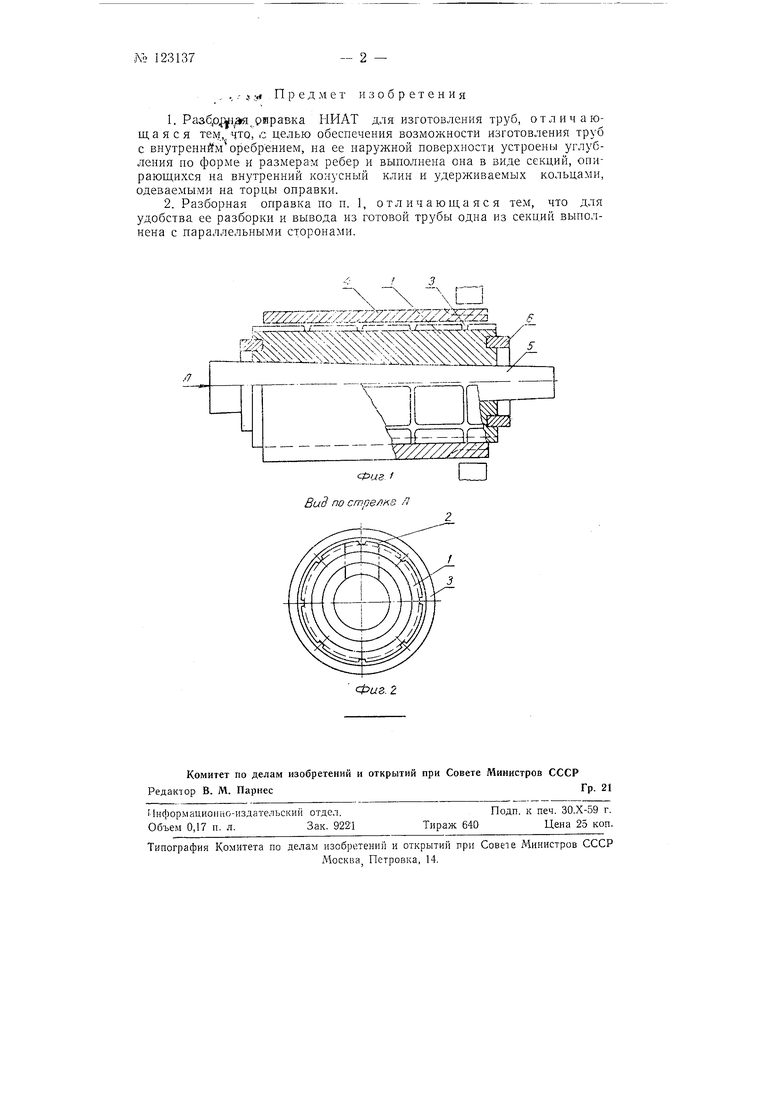
На фиг. 1 показана схема опи сываемой оправки, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
Предлагаемая оправка состоит из нескольких секций /, одна из которых- секция 2-выполнена с параллельными сторонами. На нарулсной поверхности секций имеются углубления 5, соответствующие форме и размерам ребер, выштамповывае Мых на внутренней стороне трубы-заготовки 4Секции оправки собираются, опираясь внутренней поверхностью на конусный клин 5, и скрепляются двумя стяжными кольцами 6. На опразку надевает.ся труба-заготовка 4, на внутренней поверхности которой р еобходимо выштамповать ребра.
После окончания процесса штамповки оправка разбирается: выбивается конусный клин 5, снимаются оба стяжных кольца 6, секция 2 опускается к центру оправки и вынимается в направлении ее оси, затем вьтимаются остальные секции, и готовая труба (или деталь) с отштампованными на внутренней стороне ребрами освобождается от оправки
Такая оправка обеспечивает изготовление труб (или деталей) с. внутренним оребрением и удобна в разборке.. . , } . Предмет изобретения
1. Раз6,о4:)1,ай,ршравка НИАТ для изготовления труб, отличающаяся тем, что, с целью обеспечения возможности изготовления труб с внутренниморебрением, на ее наружной поверхности устроены углубления но форме и размерам ребер и вынолнена она в виде секций, онирающнхся на внутренний конусный клин и удерживаемых кольцами, одеваемыми на торцы оправки.
2. Разборная оправка но п. 1, отличающаяся тем, что для удобства ее разборки и вывода из готовой трубы одна из секций выполнена с параллельными сторонами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления труб с внутренним оребрением | 1957 |
|
SU129617A1 |
| Термический пресс | 1976 |
|
SU601180A1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| Обжимной контейнер для изготовления цилиндрических и конусных и труб с утолщениями | 1960 |
|
SU139285A1 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| Способ изготовления решетчатой конструкции | 1981 |
|
SU963769A1 |
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2204456C2 |
Вид по стрелке /7
Фиг.
