Изобретение относится к прокатному производству, в частности к изготовлению толстых листов и плит.
Цель изобретения - увеличение выхода годного.
Способ осуществляется следующим образом.
Слитки прокатывают на слябинге. От сля- бного раската со стороны соответствующей донной части слитка отрезают концевую
раската с полным удалением утяжки с донной стороны составляет соответственно 98,8; 97,7; 99,0% от длины раската, сформированного соответственно из неотрезных 35, 30 и 25% дефектной части с донной утяжкой. В таблице приведены данные, обосновывающие необходимость при прокатке на реверсивном толстолистовом стане начальные 25-45% абсолютного обжатия производить таким образом, чтобы дефектная
часть с дефектом - донная утяжка, при- ю часть слябной заготовки с неполностью уда- чем удаляют часть сляба, соответствую- ленной донной утяжкой находилась в ее пе- щую 65-75% протяженности донной утяж- редней части по направлению прокатки, ки вдоль продольной оси слябной заготовки. Заготовку с неполностью удаленной донной утяжкой прокатывают на реверсивном толстолистовом стане. 5
Прокатка ведется таким образом, что заготовку задают в стан дефектной частью (с неполностью удаленной утяжкой) вперед по направлению прокатки. Для этого после каждого пропуска заготовку кантуют на 180°, , причем соверщают эту операцию до обжатия заготовки на 25-45% абсолютного обжатия. Затем прокатку ведут реверсивно без кантовки заготовки до получения готового листа.
При отрезании донной дефектной части слябного раската с донной утяжкой менее 25 65% ее общей длины, например 60%, и при последующей прокатке на реверсивном толстолистовом стане при условии, что при обжатии начальных 25-45% абсолютного обжатия заготовку задают в стан таким образом, чтобы дефектная часть сляба (с непол- 30 ностью удаленной донной утяжкой) находилась в передней части по ходу прокатки, длина торцовой обрези листового раската с донной стороны с полным удалением дефектной части (утяжки) составляет 109,0% от длины раската, получившегося из небтрезанных 35 40% донной дефектной части, т. е. 9,0% обрези сформировано из годной части сляба. При отрезании донной дефектной части слябного раската более чем на 75%. ее протяженности, например 80%, и при условии Q последующей прокатки на реверсивном толстолистовом стане по указанной технологии, длина торцовой обрези листового раската с донной стороны с полным удалением дефектной части (утяжки) составляет 113,1% от длины раската, получивщегося из неот- 45 резанных 20% донной дефектной части, т. е. 13,1% обрези сформировано из годной части сляба.
При отрезании донной дефектной части слябного раската с донной утяжкой на 65, so 70 и 75% от протяженности донной утяжки и при последующей прокатке заготовки , на реверсивном толстолистовом стане при условии, что при начальных 25-45% абсолютного обжатия заготовку задают в стан таким образом, чтобы дефектная часть сля- 55 ба (с неполностью удаленной донной утяжкой) находилась в передней части по ходу прокатки, длина торцовой обрези листового
раската с полным удалением утяжки с донной стороны составляет соответственно 98,8; 97,7; 99,0% от длины раската, сформированного соответственно из неотрезных 35, 30 и 25% дефектной части с донной утяжкой. В таблице приведены данные, обосновывающие необходимость при прокатке на реверсивном толстолистовом стане начальные 25-45% абсолютного обжатия производить таким образом, чтобы дефектная
часть слябной заготовки с неполностью уда- ленной донной утяжкой находилась в ее пе- редней части по направлению прокатки,
При отрезании дефектной части слябного раската с донной утяжкой на 65-75% ее протяженности и последующей прокатке заготовки на толстолистовом реверсивном стане по вариантам 5-9 (таблица) длина торцовой обрези листового раската с полным уда- лением утяжки со стороны, соответствующей донной части слитка с неполностью удаленной утяжкой, составляет 89,8-91,0% от длины торцовой обрези листов, прокатанных по известному способу. Длину торцовой обрези листов, прокатанных по известному способу, для сравнения принимают за 100%, При уменьщении или увеличении величины начального абсолютного обжатия на толстолистовом стане, например до 5 и 70% соответственно, когда заготовка задается в стан передней дефектной (с неполностью удаленной донной утяжкой) частью, величина торцовой обрези листового раската со стороны, соответствующей донной части слитка, возрастает соответственно до 98,8 и 99,8%, что на 8,8-9,0% больще чем при прокатке по предлагаемому способу.
Прокатка слитков на обжимном стане, удаление дефектного конца заготовки с донной утяжкой на 65-75% протяженности этого дефекта и дальнейщая прокатка на толстолистовом реверсивном стане, когда начальные 25-45% абсолютного обжатия проводят таким образом, чтобы дефектная часть заготовки с неполностью удаленной утяжкой размещалась в ее передней части по направлению прокатки, позволяет фор- мировать торцовую обрезь из неотрезанного дефектного металла и сократить величину торцовой обрези листового проката со стороны, соответствующей донной части слитка на 9,0-10,2% что свидетельствует об эффективности предлагаемого способа.
Пример. На обжимном стане два слитка весом по 20 т прокатываются на слябные
5 ,.
5 0
заготовки сечением 220X1760 мм. Длина каждого раската составляет 6520 мм. От донной части одного слябного раската полностью отрезается дефектная часть (донная утяжка). Длина обрези составляет 195 мм. От второго раската, длина донной утяжки которого также составляет 195 мм, отрезается дефектная часть длиной 1.35 мм, что составляет 70% от всей дефектной донной части (т. е. от длины всей донной утяжки).
Оба сляба повторно нагревают и прокатывают на реверсивном одноклетевом толстолистовом стане на листы сечением 70Х XI700 мм.
Сляб с полностью удаленной донной дефектной частью прокатывают по известному способу, причем сляб в стан задается поочередно обоими концами вперед по направлению прокатки.
Сляб с неполностью удаленной донной утяжкой задается в стан первые три пропуска донной дефектной частью вперед по направлению прокатки. Для чего перед вторым и тре рьим пропуском сляб кантуют на 180°. Обжатие в первых трех пропусках - 60 мм, что составляет 40% от абсолютного обжатия.
Длина торцовой обрези листового раската с полным удалением утяжки, прокатываемого по предлагаемому способу, составляет с донной стороны 165 мм, что составляет 90,9% от длины торцовой с донной стороны листа, прокатанного по известному способу.
В предлагаемом способе торцовая обрезь листового раската со стороны, соответствующей донной части слитка, на 9,1% мень- ще, чем Б известном. Кроме того, эта обрезь в предлагаемом способе сформирована из де фектной части сляба, заведомо не отрезанной после прокатки на обжимном стане.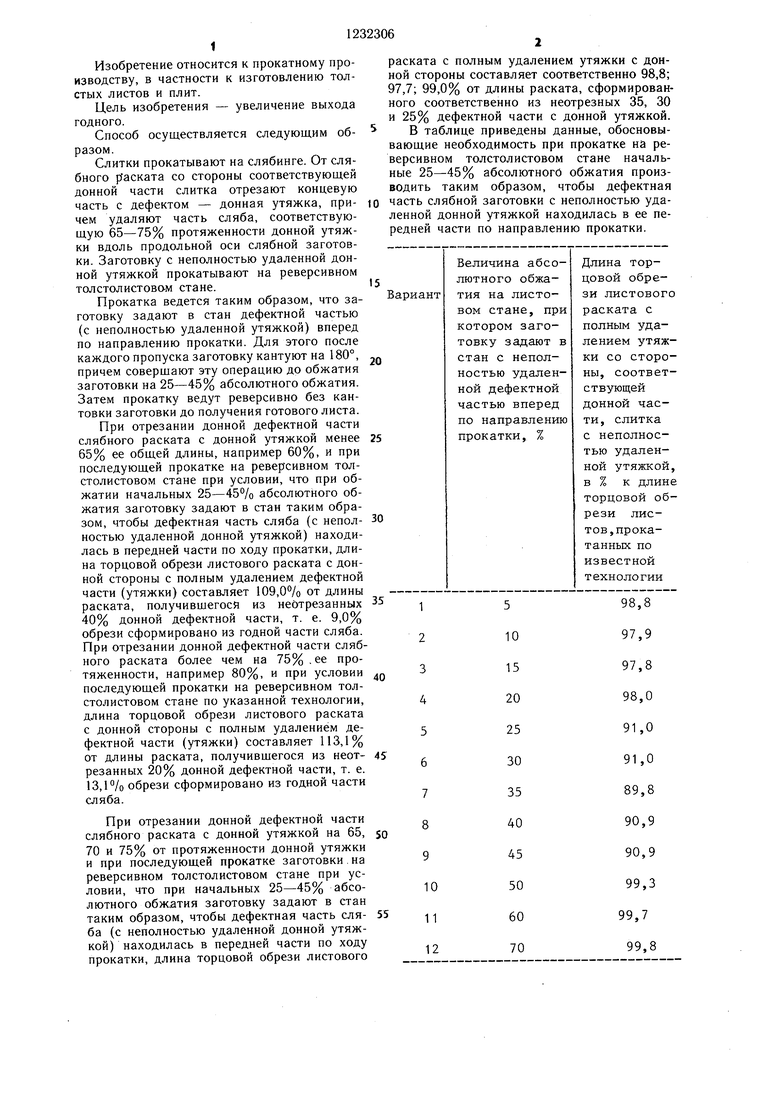
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ производства толстых листов | 1990 |
|
SU1825320A3 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Слиток | 1979 |
|
SU863150A1 |
| Поддон для изложницы | 1977 |
|
SU747612A1 |
| Способ производства горячекатаных плит из непрерывно-литых заготовок коррозионностойких сталей аустенитного класса | 2016 |
|
RU2650651C1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2336961C2 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
| Способ формирования концов заготовок | 1979 |
|
SU797810A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Литовченко Н | |||
| В | |||
| и др | |||
| Производство толстолистовой стали | |||
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
