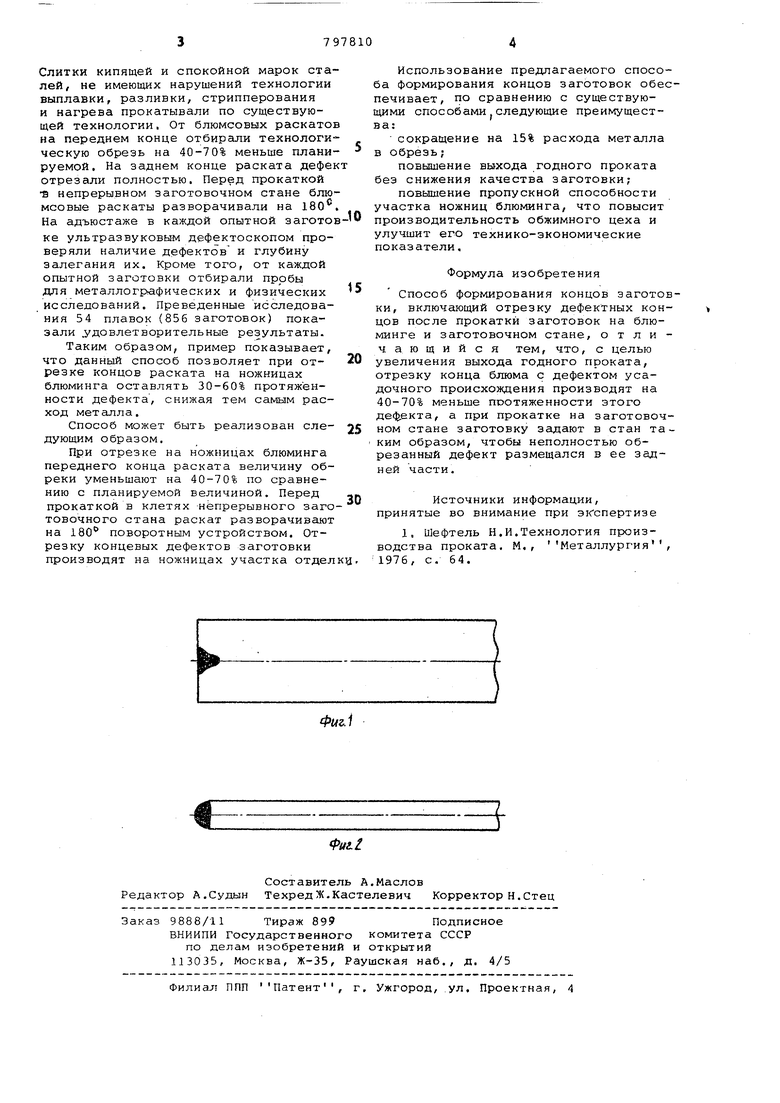
Слитки кипящей и спокойной марок сталей, не имеющих нарушений технологии выплавки, разливки, стрипперования и нагрева прокатывали по существующей технологии. От блюмсовых раскато на переднем конце отбирали технологи ческую обрезь на 40-70% меньше плани руемой. На заднем конце раската дефе отрезали полностью. Перед прокаткой fi непрерывном заготовочном стане блю мсовые раскаты разворачивали на 180 На адъюстаже в каждой опытной загото ке ультразвуковым дефектоскопом проверяли наличие дефектов и глубину залегания их. Кроме того, от каждой опытной заготовки отбирали пробы для металлографических и физических исследований. Преведенные исследования 54 плавок (856 заготовок) показали .удовлетворительные результаты. Таким образом, пример показывает, что данный способ позволяет при отрезке концов раската на ножницах блюминга оставлять 30-60% протяжённости дефекта , снижая тем самым расход металла. Способ может быть реализован следующим образом. При отрезке на ножницах блюминга переднего конца раската величину обреки уменьшают на 40-70% по сравнению с планируемой величиной. Перед прокаткой в клетях непрерывного заго товочного стана раскат разворачивают на поворотным устройством. Отрезку концевых дефектов заготовки производят на ножницах участка отдел Использование предлагаемого способа формирования концов заготовок обеспечивает, по сравнению с существующими способамиJеледующие преимущества: сокращение на 15% расхода металла в обрезь; повышение выхода годного проката без снижения качества заготовки; повышение пропускной способности участка ножниц блюминга, что повысит производительность обжимного цеха и улучшит его технико-экономические показатели. Формула изобретения Способ формирования концов заготовки, включающий отрезку дефектных концов после прокатки заготовок на блюминге и заготовочном стане, отличающийся тем, что, с целью увеличения выхода годного проката, отрезку конца блюма с дефектом усадочного происхождения производят на 40-70% меньше протяженности этого дефекта, а при прокатке на заготовочном стане заготовку задают в стан таКИМ образом, чтобы неполностью обрезанный дефект размещался в ее задней части. Источники информации, принятые во внимание при экспертизе 1. Шефтель И.И.Технология произМеталлургияводства проката, 1976, с. 64.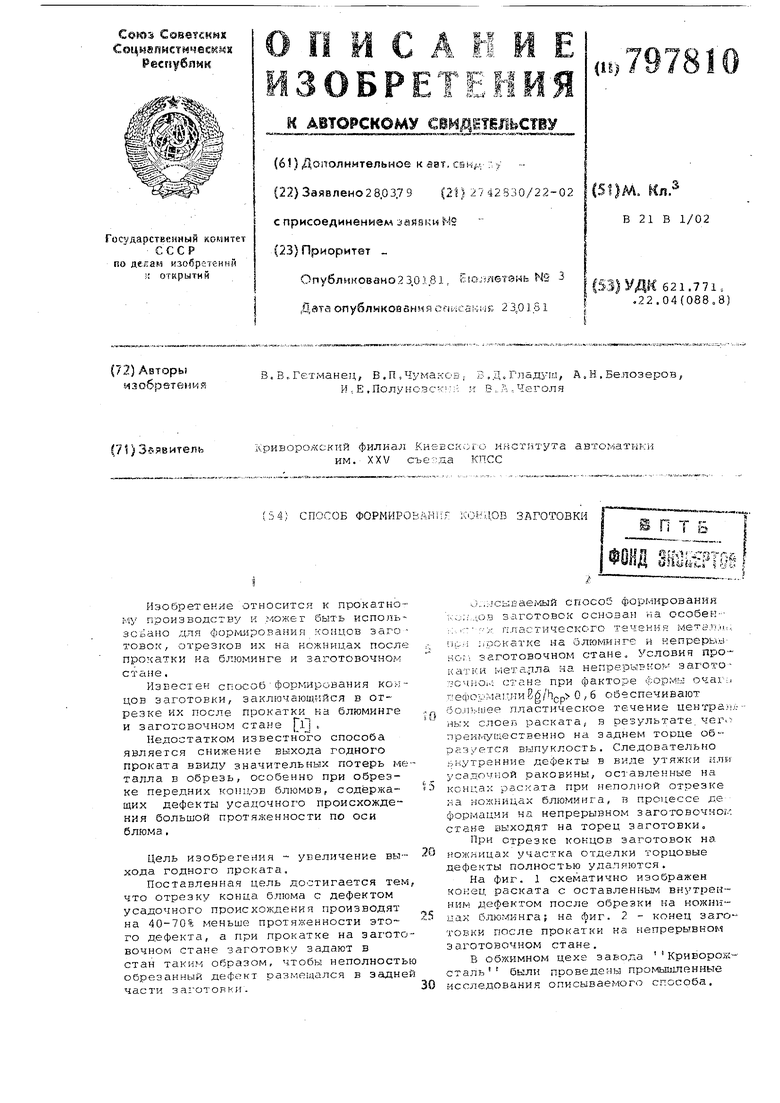
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| Способ прокатки блюмов | 1988 |
|
SU1671382A1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2245749C2 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2001 |
|
RU2208483C2 |
| Способ производства проката на не-пРЕРыВНыХ CTAHAX | 1979 |
|
SU850233A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
К
