Изобретение относится к обработке металлов давлением, а именно к устройствам для резки труб, и может быть использовано в заготовительном производстве машиностроительных пред приятии для получения мерных трубчатых заготовок.
Целью изобретения является повышение качества получаемых заготовок.
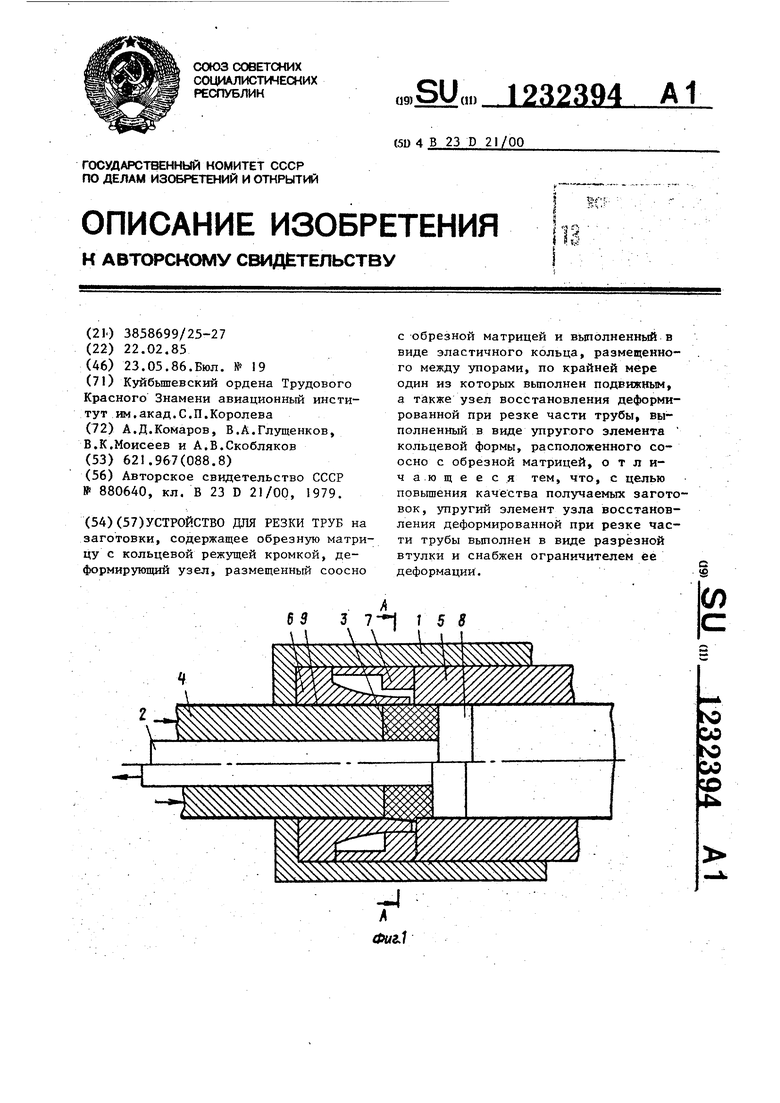
На фиг.I изображено устройство для резки труб, разрез; на фиг.2 - разрез А-А на фиг.1 (вариант вьшол- нения устройства, для резки труб круглого поперечного сечения); на фиг.З- разрез А-А на фиг.1 (вариант вьшол- нения устройства для резки труб ромбовидного поперечного сечения).
Устройство для резки труб содержит обойму 1, в которую соосно установлены оправка 2 с эластичным кольцом 3 и неподвижным упором 4 и образная матрица 5. Устройство снабжено также системой возврата деформированного участка трубы, состоящей из разрезной втулки 6 с внутренней поверхностью по форме разрезаемой заготовки и ограничителя 7 ее деформаций, установленной концентрично в обойму.
Устройство работает следующим
образом.
В процессе рабочего хода эластичное кольцо 3 сжимается в осевом наЛ-А
5
10
15
323941
правлении между неподвижным упором 4, подвижной оправкой 2 и подвижным упором 8. Эластичное кольцо 3, расширяясь в диаметральном направлении, производит пластическую деформацию трубчатой заготовки 9 в зоне режущей кройки матрицы 5. В результате пластического сдвига происходит отрезка трубчатой заготовки 9. Разрезная втулка 6, деформируемая вместе с разрезае-- мым участком трубчатой заготовки 9, испытывает только упругие деформации, что объясняется применением ограничителя 7 ее деформации. Радиальный зазор между разрезной втулкой и ограничителем деформации выбирается в пределах 1,05-1,2 толщины стенки трубы. Зазор менее 1,05 толщины стенки трубы недопустим, т.е. не приводит к резке материала вследствие слишком Малой величины пластического сдвига. Зазор более 1,2 толщины стенки трубы вызьгеает пластиче.ские деформации пружинящей разрезной втулки, что также является недопустимым. После (;нятия деформирующего усилия разрезная втулка восстанавливает свою первоначальную форму под действием упругих сил. Разрезаемый участок трубчатой заготовки, охватьтаемый разреэной втулкой , деформируется последним и приобретает первоначальную форму.
Л-А .
20
25
30
Фиг J
Составитель В.Шебалкин
Техред И.Гайдош Корректор С.Шекмар
Заказ 2727/13 Тираж 100 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4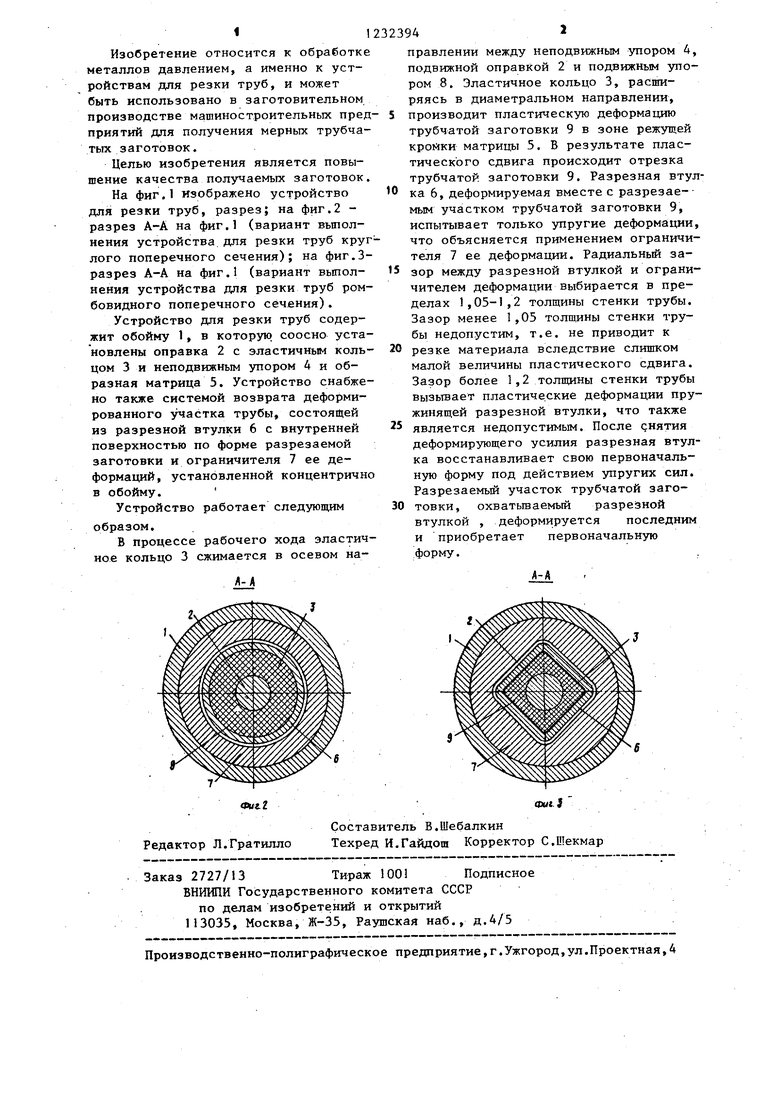
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| Устройство для резки труб | 1985 |
|
SU1296319A1 |
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| Устройство для прессования трубчатых изделий из порошка | 1985 |
|
SU1268286A1 |
| Способ изготовления трубчатых деталей с фланцем и устройство для его осуществления | 1984 |
|
SU1225648A1 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| Штамп для резки труб | 1979 |
|
SU880640A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
