Изобретение относится к области сварки пластмасс и может быть использовано при изготовлении коллекторов водопонизительных установок, предназначенных для удаления высоких грунтовых вод при строительстве зданий и сооружений.
Цель изобретения - расширение эксплуатационных возможностей устройства.
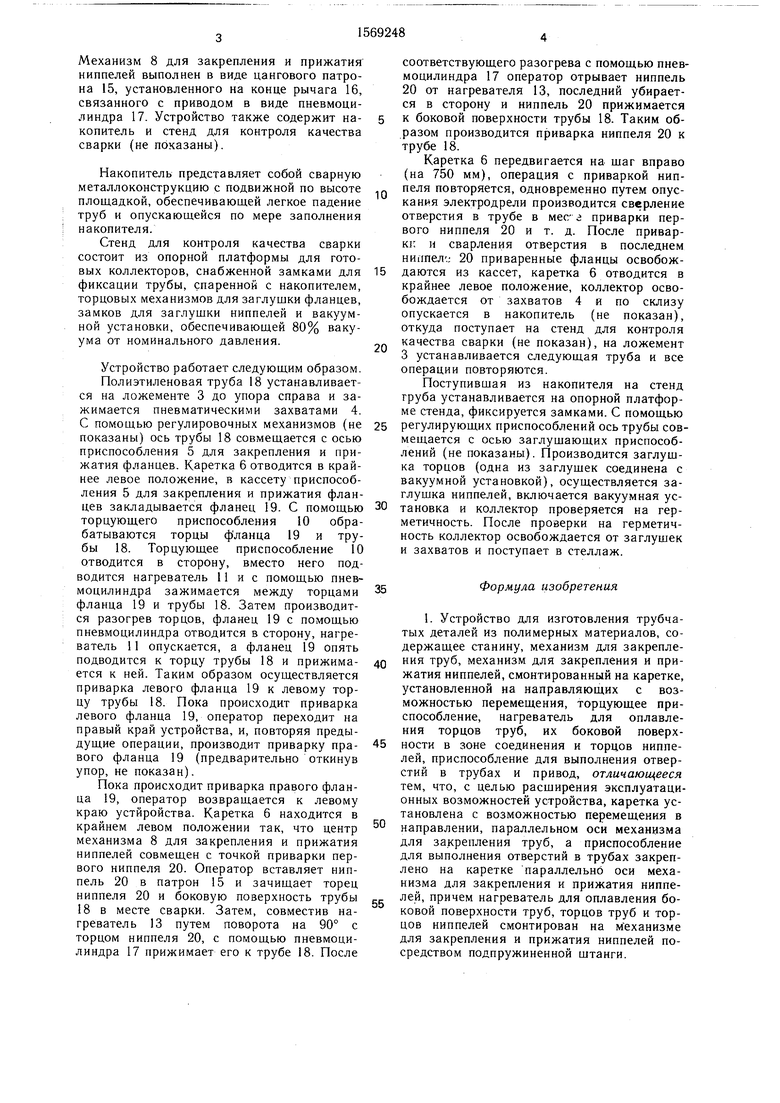
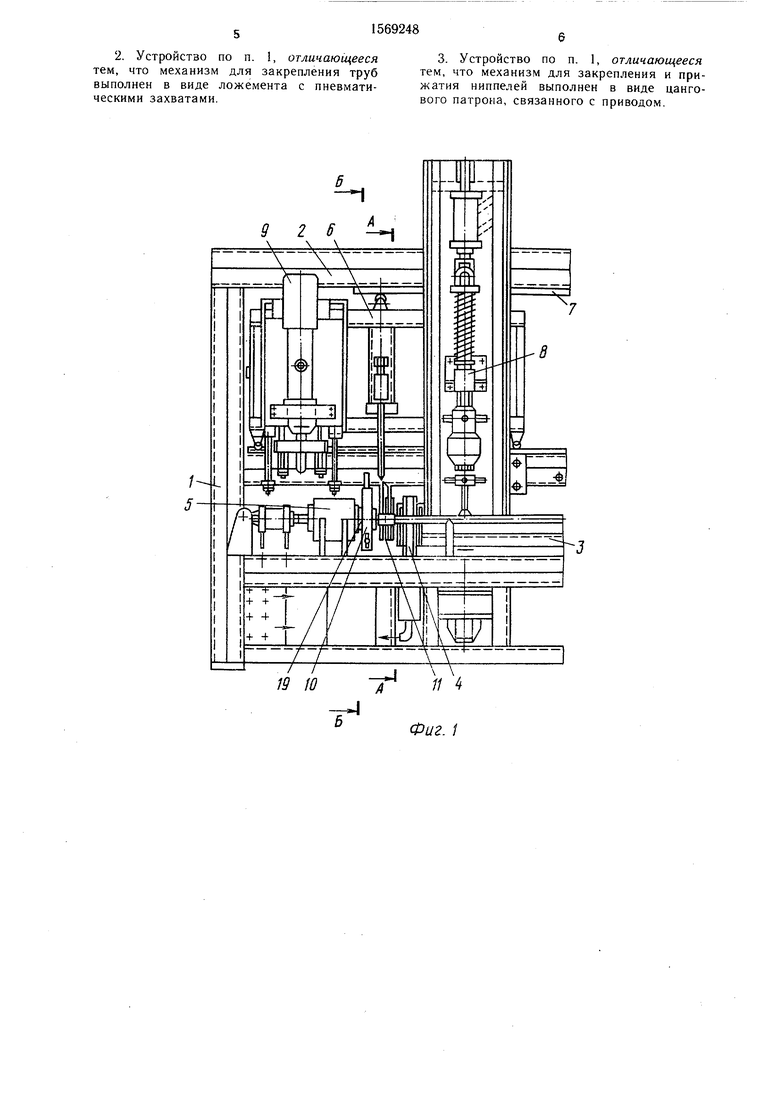
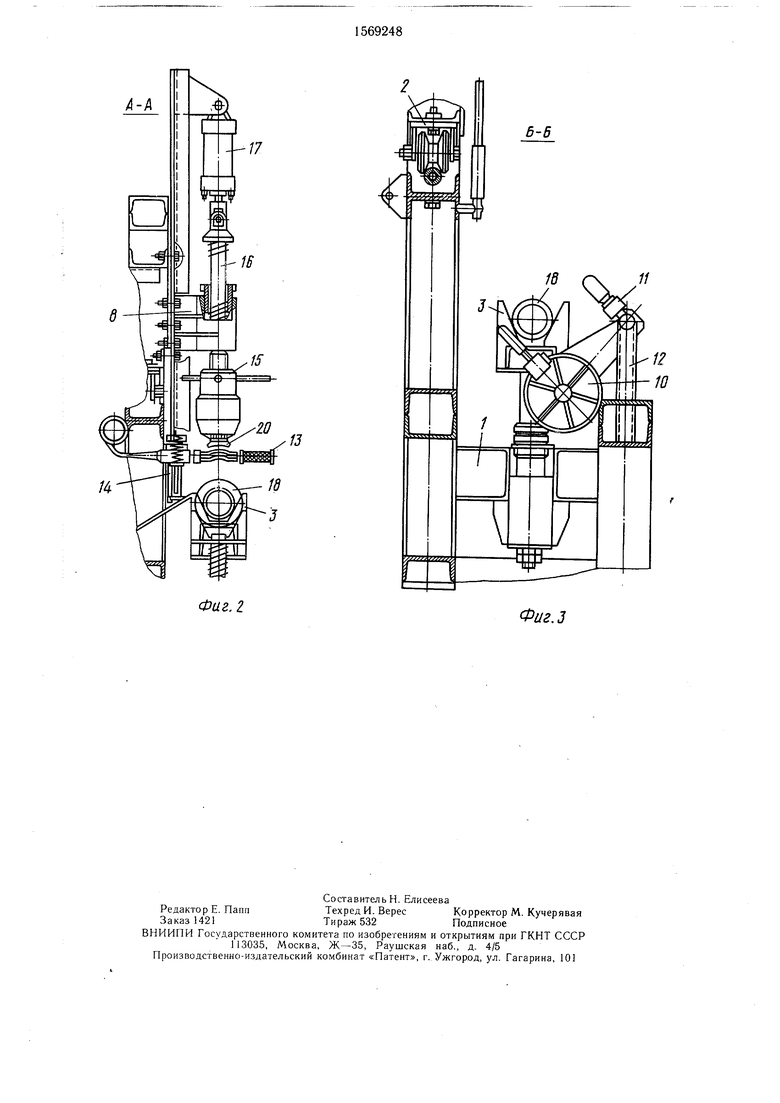
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для изготовления трубчатых деталей содержит станину 1, выполненную в виде сварной металлоконструкции, с траверсой 2. На станине 1 смонтирован механизм для закрепления труб, выполненный в виде ложемента 3 с пневматическими захватами 4, а также приспособление 5 для закрепления и прижатия фланцев, обеспечивающих соединение труб в трубопроводы.
На траверсе 2 станины смонтирована каретка 6, установленная с возможностью перемещения в направляющих 7, расположенных параллельно оси механизма для закрепления труб. На каретке 6 смонтирован механизм 8 для закрепления и прижатия ниппелей и приспособление 9 для выполнения отверстий в трубах, выполненное, например, в виде электродрели и расположенное параллельно оси механизма 8 на расстоянии, равном шагу установки ниппелей
Устройство содержит также торцующее (фрезерующее) приспособление 10 для обработки торцов трубы и фланцев и нагреватель 11 для их оплавления, закрепленные на кронштейне 12.
На механизме 8 для закрепления и прижатия ниппелей смонтирован нагреватель 13 для оплавления боковой поверхности трубы в зоне соединения и торцов ниппелей, установленный на подпружиненной штанге 14.
сд
о со
1C
4
00
Механизм 8 для закрепления и прижатия ниппелей выполнен в виде цангового патрона 15, установленного на конце рычага 16, связанного с приводом в виде пневмоци- линдра 17. Устройство также содержит на- копитель и стенд для контроля качества сварки (не показаны).
Накопитель представляет собой сварную металлоконструкцию с подвижной по высоте площадкой, обеспечивающей легкое падение труб и опускающейся по мере заполнения накопителя.
Стенд для контроля качества сварки состоит из опорной платформы для готовых коллекторов, снабженной замками для фиксации трубы, спаренной с накопителем, торцовых механизмов для заглушки фланцев, замков для заглушки ниппелей и вакуумной установки, обеспечивающей 80% вакуума от номинального давления.
Устройство работает следующим образом Полиэтиленовая труба 18 устанавливается на ложементе 3 до упора справа и зажимается пневматическими захватами 4. С помощью регулировочных механизмов (не показаны) ось трубы 18 совмещается с осью приспособления 5 для закрепления и прижатия фланцев. Каретка 6 отводится в крайнее левое положение, в кассету приспособления 5 для закрепления и прижатия фланцев закладывается фланец 19. С помощью торцующего приспособления 10 обрабатываются торцы фланца 19 и трубы 18. Торцующее приспособление 10 отводится в сторону, вместо него подводится нагреватель 11 и с помощью пнев- моцилиндра зажимается между торцами фланца 19 и трубы 18. Затем производится разогрев торцов, фланец 19 с помощью пневмоцилиндра отводится в сторону, нагреватель 11 опускается, а фланец 19 опять подводится к торцу трубы 18 и прижима- ется к ней. Таким образом осуществляется приварка левого фланца 19 к левому торцу трубы 18. Пока происходит приварка левого фланца 19, оператор переходит на правый край устройства, и, повторяя предыдущие операции, производит приварку пра- вого фланца 19 (предварительно откинув упор, не показан).
Пока происходит приварка правого фланца 19, оператор возвращается к левому краю устйройства. Каретка 6 находится в крайнем левом положении так, что центр механизма 8 для закрепления и прижатия ниппелей совмещен с точкой приварки первого ниппеля 20. Оператор вставляет ниппель 20 в патрон 15 и зачищает торец ниппеля 20 и боковую поверхность трубы 18 в месте сварки. Затем, совместив нагреватель 13 путем поворота на 90° с торцом ниппеля 20, с помощью пневмоцилиндра 17 прижимает его к трубе 18. После
5 0 5 0 5
с
0
соответствующего разогрева с помощью пневмоцилиндра 17 оператор отрывает ниппель 20 от нагревателя 13, последний убирается в сторону и ниппель 20 прижимается к боковой поверхности трубы 18. Таким образом производится приварка ниппеля 20 к трубе 18.
Каретка 6 передвигается на шаг вправо (на 750 мм), операция с приваркой ниппеля повторяется, одновременно путем опускания электродрели производится сверление отверстия в трубе в мег г приварки первого ниппеля 20 и т. д. После привар- кк и сварления отверстия в последнем ниипел-: 20 приваренные фланцы освобождаются из кассет, каретка 6 отводится в крайнее левое положение, коллектор освобождается от захватов 4 и по склизу опускается в накопитель (не показан), откуда поступает на стенд для контроля качества сварки (не показан), на ложемент 3 устанавливается следующая труба и все операции повторяются.
Поступившая из накопителя на стенд груба устанавливается на опорной платформе стенда, фиксируется замками. С помощью регулирующих приспособлений ось трубы совмещается с осью заглушающих приспособлений (не показаны). Производится заглушка торцов (одна из заглушек соединена с вакуумной установкой), осуществляется заглушка ниппелей, включается вакуумная установка и коллектор проверяется на герметичность. После проверки на герметичность коллектор освобождается от заглушек и захватов и поступает в стеллаж.
Формула изобретения
1. Устройство для изготовления трубчатых деталей из полимерных материалов, содержащее станину, механизм для закрепления труб, механизм для закрепления и прижатия ниппелей, смонтированный на каретке, установленной на направляющих с возможностью перемещения, торцующее приспособление, нагреватель для оплавления торцов труб, их боковой поверхности в зоне соединения и торцов ниппелей, приспособление для выполнения отверстий в трубах и привод, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, каретка установлена с возможностью перемещения в направлении, параллельном оси механизма для закрепления труб, а приспособление для выполнения отверстий в трубах закреплено на каретке параллельно оси механизма для закрепления и прижатия ниппелей, причем нагреватель для оплавления боковой поверхности труб, торцов труб и торцов ниппелей смонтирован на механизме для закрепления и прижатия ниппелей посредством подпружиненной штанги.
2. Устройство по п. 1, отличающееся тем, что механизм для закрепления труб выполнен в виде ложемента с пневматическими захватами.
3. Устройство по п. 1, отличающееся тем, что механизм для закрепления и прижатия ниппелей выполнен в виде цангового патрона, связанного с приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| МАШИНА ДЛЯ ГАЗОПРЕССОВОЙ СВАРКИ | 1990 |
|
SU1774574A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
Изобретение относится к сварке пластмасс и может быть использовано при изготовлении коллекторов водопонизительных установок, предназначенных для удаления высоких грунтовых вод при строительстве зданий и сооружений. Цель - расширение эксплуатационных возможностей устройства. Для этого в устройстве для изготовления трубчатых деталей каретка установлена с возможностью перемещения в направлении, параллельном оси механизма для закрепления труб. Приспособление для выполнения отверстий в трубах закреплено на каретке параллельно оси механизма для закрепления и прижатия ниппелей. Нагреватель для оплавления боковой поверхности труб и торцов ниппелей смонтирован на механизме для закрепления и прижатия ниппелей посредством подпружиненной штанги. Кроме того, механизм для закрепления труб выполнен в виде ложемента с пневматическими захватами. Механизм для закрепления и прижатия ниппелей выполнен в виде цангового патрона, связанного с приводом. 2 з.п. ф-лы, 3 ил.
Фиг. I
17
Фаг. 2
11
Фиг.З
| Установка для резки и сварки труб из термопластов | 1973 |
|
SU502760A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для сварки труб из полимерных материалов | 1983 |
|
SU1199654A1 |
| Солесос | 1922 |
|
SU29A1 |
