Изобретение относится к холодной обработке металлов давлением и может использовано для изготовления полых заготовок.
Цель изобретения - повышение производительности процесса изготовления путем автоматизации транспортирования гильзы по склизам и удаления гильз с рабочих позиций формовочных станков.
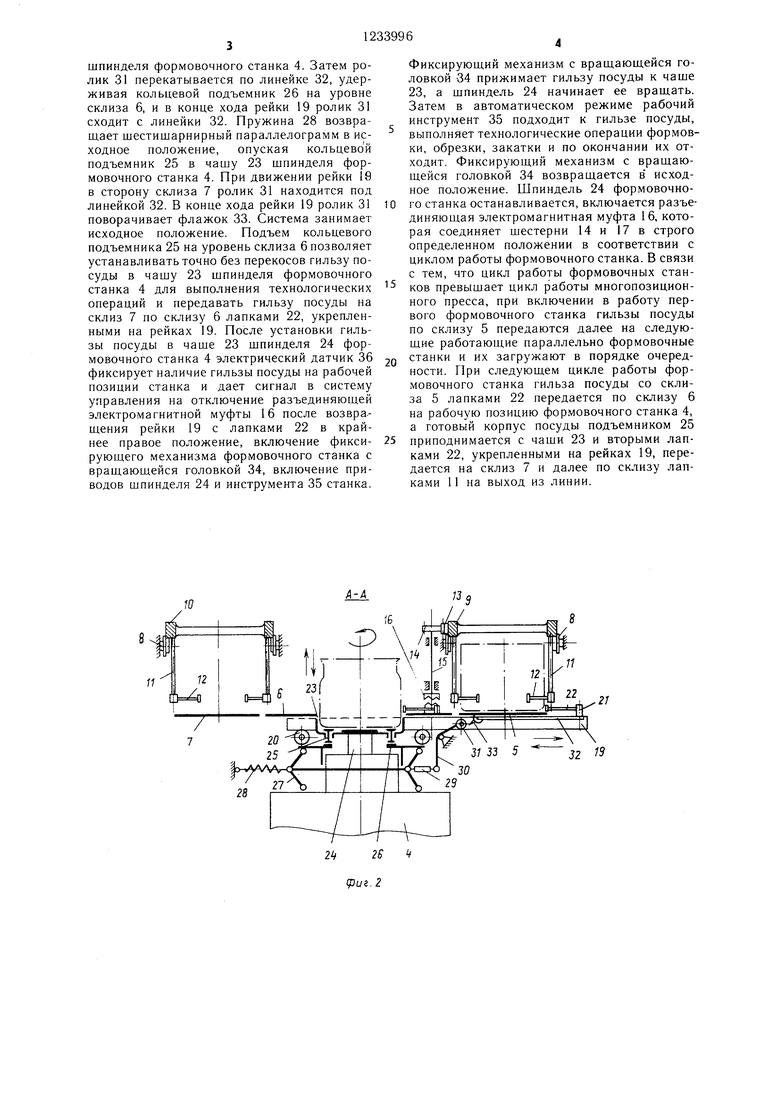
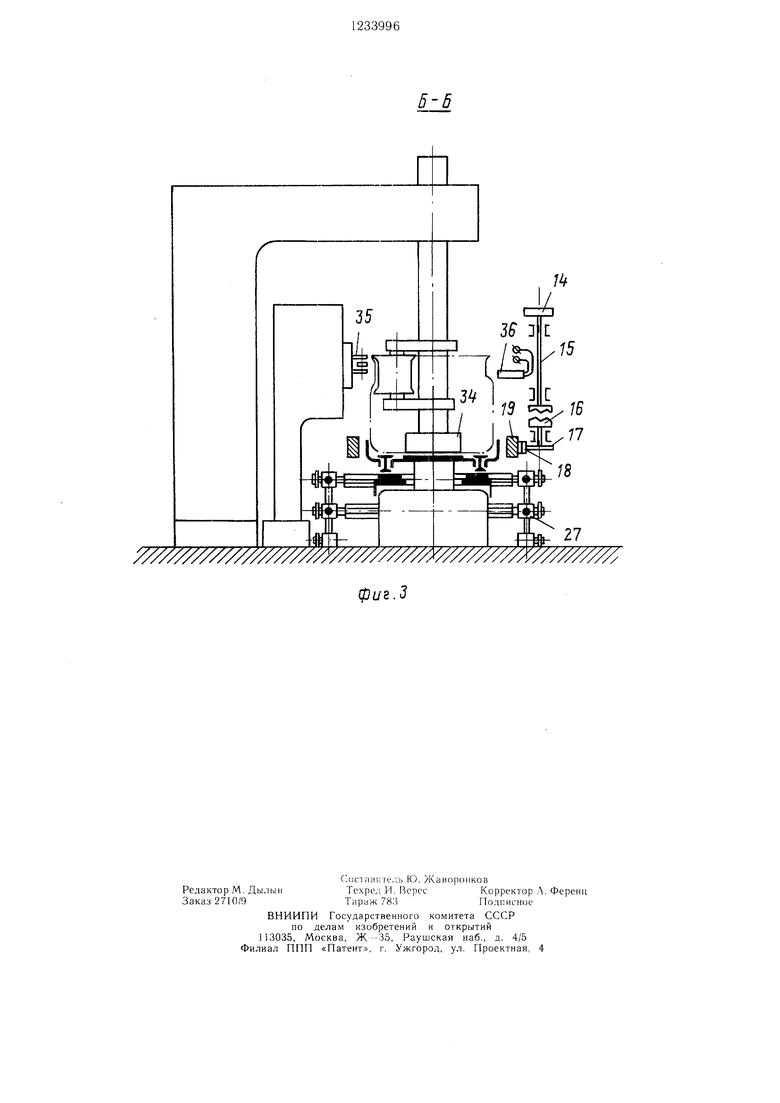
На фиг. 1 изображена поточная линия для изготовления полых деталей; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Линия содержит многопозиционный пресс 1 для штамповки гильзы посуды с механизмом 2 рулонной загрузки пресса и выход- ны,м желобом 3, формовочные станки 4 для выполнения операций формовки, зиговки, обрезки и закатки горловины посуды.
Цикл работы формовочного станка при выполнении технологических операций превы10
15
мовочного станка 4. Среднее звено шести- шарнирного параллелограмма 27 соединено с пружиной 28, регулируемой тягой 29 и шар- нирно закрепленным рычагом 30 с роликом 31. На рейке 19 со стороны склиза 5 укреплен копир, выполненный в виде линейки 32 с флажком 33.
Формовочные станки оборудованы фикси- рующим механизмом с вращающейся головкой 34, рабочим инструментом 35 для выполнения технологических операций и электрическим датчиком 36. Электрические датчики связаны с системой управления линией (не показано).
Линия работает следующим образом.
Металлическая лента механизмом 2 рулонной загрузки подается на многопозиционный пресс i, который штампует гильзу посуды и передает ее на выходной желоб 3. Под напором последующих изделий гильзы посуды передвигаются на склиз 5, проходящий
шает цикл работы многопозиционного пресса 20 i-ЗДО- Ть входной стороны формовочных станков
в несколько раз. Поэтому в поточной линии при изготовлении стальной эмалированной посуды устанавливают несколько (два и более) формовочных станков с системой транспортирования гильз посуды. Система транспортирования гильз посуды включает продольный склиз 5, примыкающий к выходному желобу 3 многопозиционного пресса 1 и проходян1,и.й вдоль входной стороны формовочных станков 4, поперечные склизы 6, примыкающие к склизу 5 и пpoxoдян иe че. В это же время привод сообщает приводным рейкам 9 и 10 возвратно-поступательное движение с циклом, рааны.м циклу работы многопозционного пресса 1. Приводные рейки 9 и 10 с подвижными от- 25 клоняющи.мися на осях 11 лапками 12 перемещаются вдоль склизов 5 и 7 на опорных роликах 8. При движении реек 9 в сторону многопозиционного пресса лапки 12, встречаясь с гильзой посуды, отклоняются на осях И, не передвигая ее. А при дви35
рез рабочие позиции формовочных станков 4, женИ И реек 9 в сторону от многопозицион второй продольный склиз 7, примыкающий к поперечным склизам 6 и проходящий вдоль выходной стороны формовочных станков. Над продольными склизами 5 и 6 на опорных роликах 8 укреплены приводные рейки 9 и 10 с подпружиненными отклоняющимися на осях 11 лапками 12 (захватами). Приводная рейка 9 снабжена по количеству формовочных станков зубчатыми рейками 13, соединенными с шестернями 4, которые закреплены на валах 15. Шестерни 40 14 через разъединяющие электромагнитные муфты 16 соединены с шестернями 17, находящимися в соединении с зубчатыми рейками 18 и укрепленными на рейках 19. Рейки 19 расположены под склизами 6, опираются на опорные ролики 20, снабжены подпружиненными ОТКЛОНЯЮП.1ИМИСЯ на осях 21 лапками 22 (захватами) и служат для пе- ременления гильзы посуды со склиза 5 по склизу 6 на рабочую позицию формовочного станка 4 и далее на склиз 7.
45
50
ного пресса 1 лапки 12 упираются в гильзу посуды и перемеп ают ее по. склизу 5 bia один ход рейки.
Таким образом, при возвратно-поступательном движении приводных реек 9 и 10 гильза посуды перемещается по склизам 5 и 7 в сторону от многопозицпонного пресса 1. Возвратно-поступательное движение реек 9 передается при включенной электромагнитной муфте 16 через зубчатые рейки 13 и 18, шестерни 14 и 17, вал 15 рейкам 19. Рейки 19 с подвижными отклоняющимися на осях 21 лапками 22 перемещаются вдоль склизов 6 на опорных роликах 20. При движении реек 9 в сторону от мпогопо- зиционного пресса 1 рейки 19 движутся под склизом 6 от склиза 5 к склизу 7. При этом лапки 22 перемещают гильзу посуды со склиза 5 по склизу 6 на рабочую гто- зицию в чащу 23 шпинделя 24 формовочного станка 4. Одновременно при это.м движении флажок 23, перемепдаясь вместе с рейкой 19, поворачивает ролик 31 в.месте с рычагом 30 влево, а линейка 32 удерживает их в этом положении почти до самого кон.ца хода рейки 19. Рычаг 30 через регулируемую тягу 29 воздействует на шести- парнирный параллелограмм 27, в результате чего его верхнее звено вместе с опорным кольцом 26 поднимается, приподнимая через то; катели кольцевой подъемник 25 чаши 23
Для автоматизации операции установки гильзы посуды в чашу 23 шпинделя 24 формовочного станка 4 чаша 23 дополнительно снабжена кольцевым подъемником 25 с толкателем, которые проходят через чащу 23 и примыкают к опорному кольцу
26,шестишарнирного параллелограмма
27,установленного на корпусе фор
мовочного станка 4. Среднее звено шести- шарнирного параллелограмма 27 соединено с пружиной 28, регулируемой тягой 29 и шар- нирно закрепленным рычагом 30 с роликом 31. На рейке 19 со стороны склиза 5 укреплен копир, выполненный в виде линейки 32 с флажком 33.
Формовочные станки оборудованы фикси- рующим механизмом с вращающейся головкой 34, рабочим инструментом 35 для выполнения технологических операций и электрическим датчиком 36. Электрические датчики связаны с системой управления линией (не показано).
Линия работает следующим образом.
Металлическая лента механизмом 2 рулонной загрузки подается на многопозиционный пресс i, который штампует гильзу посуды и передает ее на выходной желоб 3. Под напором последующих изделий гильзы посуды передвигаются на склиз 5, проходящий
i-ЗДО- Ть входной стороны формовочных станков
. В это же время привод сообщает приводным рейкам 9 и 10 возвратно-поступательное движение с циклом, рааны.м циклу работы многопозционного пресса 1. Приводные рейки 9 и 10 с подвижными от- клоняющи.мися на осях 11 лапками 12 перемещаются вдоль склизов 5 и 7 на опорных роликах 8. При движении реек 9 в сторону многопозиционного пресса лапки 12, встречаясь с гильзой посуды, отклоняются на осях И, не передвигая ее. А при движенИ И реек 9 в сторону от многопозицион
женИ И реек 9 в сторону от многопозицион
ного пресса 1 лапки 12 упираются в гильзу посуды и перемеп ают ее по. склизу 5 bia один ход рейки.
Таким образом, при возвратно-поступательном движении приводных реек 9 и 10 гильза посуды перемещается по склизам 5 и 7 в сторону от многопозицпонного пресса 1. Возвратно-поступательное движение реек 9 передается при включенной электромагнитной муфте 16 через зубчатые рейки 13 и 18, шестерни 14 и 17, вал 15 рейкам 19. Рейки 19 с подвижными отклоняющимися на осях 21 лапками 22 перемещаются вдоль склизов 6 на опорных роликах 20. При движении реек 9 в сторону от мпогопо- зиционного пресса 1 рейки 19 движутся под склизом 6 от склиза 5 к склизу 7. При этом лапки 22 перемещают гильзу посуды со склиза 5 по склизу 6 на рабочую гто- зицию в чащу 23 шпинделя 24 формовочного станка 4. Одновременно при это.м движении флажок 23, перемепдаясь вместе с рейкой 19, поворачивает ролик 31 в.месте с рычагом 30 влево, а линейка 32 удерживает их в этом положении почти до самого кон.ца хода рейки 19. Рычаг 30 через регулируемую тягу 29 воздействует на шести- парнирный параллелограмм 27, в результате чего его верхнее звено вместе с опорным кольцом 26 поднимается, приподнимая через то; катели кольцевой подъемник 25 чаши 23
шпинделя формовочного станка 4. Затем ролик 31 перекатывается по линейке 32, удерживая кольцевой подъемник 26 на уровне склиза 6, и в конце хода рейки 19 ролик 31 сходит с линейки 32. Пружина 28 возвращает шестишарнирный параллелограмм в исходное положение, опуская кольцево й подъемник 25 в чашу 23 шпинделя формовочного станка 4. При движении рейки 19 в сторону склиза 7 ролик 31 находится под линейкой 32. В конце хода рейки 19 ролик 31 10 поворачивает флажок 33. Система занимает исходное положение. Подъем кольцевого подъемника 25 на уровень склиза 6 позволяет устанавливать точно без перекосов гильзу посуды в чашу 23 шпинделя формовочного станка 4 для выполнения технологических операций и передавать гильзу посуды на склиз 7 по склизу 6 лапками 22, укрепленными на рейках 19. После установки гильзы посуды в чаше 23 шпинделя 24 форФиксирующий механизм с вращающейся головкой 34 прижимает гильзу посуды к чаше 23, а шпиндель 24 начинает ее врашать. Затем в автоматическом режиме рабочий инструмент 35 подходит к гильзе посуды, выполняет технологические операции формовки, обрезки, закатки и по окончании их отходит. Фиксирующий механизм с вращающейся головкой 34 возвращается в исходное положение. Шпиндель 24 формовочного станка останавливается, включается разъединяющая электромагнитная муфта 16, которая соединяет шестерни 14 и 17 в строго определенном положении в соответствии с циклом работы формовочного станка. В связи с тем, что цикл работы формовочных стан- ков превышает цикл работы многопозиционного пресса, при включении в работу первого формовочного станка гильзы посуды по склизу 5 передаются далее на следующие работающие параллельно формовочные
мовочного станка 4 электрический датчик 36 jo станки и их загружают в порядке очеред фиксирует наличие гильзы посуды на рабочейности. При следующем цикле работы фори
мовочного станка гильза посуды со склиза 5 лапками 22 передается по склизу 6 на рабочую позицию формовочного станка 4, а готовый корпус посуды подъемником 25
нее правое положение, включение фикси- 25 приподнимается с чащи 23 и вторыми лап- рующего механизма формовочного станка сками 22, укрепленными на рейках 19, передается на склиз 7 и далее по склизу лапками 11 на выход из линии.
позиции станка и дает сигнал в систему управления на отключение разъединяющей электромагнитной муфты 16 после возвра-- щения рейки 19 с лапками 22 в крайвращающейся головкой 34, включение приводов шпинделя 24 и инструмента 35 станка.
Фиксирующий механизм с вращающейся головкой 34 прижимает гильзу посуды к чаше 23, а шпиндель 24 начинает ее врашать. Затем в автоматическом режиме рабочий инструмент 35 подходит к гильзе посуды, выполняет технологические операции формовки, обрезки, закатки и по окончании их отходит. Фиксирующий механизм с вращающейся головкой 34 возвращается в исходное положение. Шпиндель 24 формовочного станка останавливается, включается разъединяющая электромагнитная муфта 16, которая соединяет шестерни 14 и 17 в строго определенном положении в соответствии с циклом работы формовочного станка. В связи с тем, что цикл работы формовочных стан- ков превышает цикл работы многопозиционного пресса, при включении в работу первого формовочного станка гильзы посуды по склизу 5 передаются далее на следующие работающие параллельно формовочные
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления сварных тел вращения | 1987 |
|
SU1433736A1 |
| Грейферное подающее устройство к прессу | 1989 |
|
SU1676724A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Грейферное устройство для перемещения заготовок к многопозиционному прессу | 1986 |
|
SU1349854A1 |
| Грейферное подающее устройство | 1987 |
|
SU1407632A1 |
| Грейферное подающее устройство | 1987 |
|
SU1438892A1 |
| Устройство для привода подающей линейки для многопозиционного пресса | 1986 |
|
SU1741603A3 |
| Механизм управления осевыми перемещениями шпинделя | 1978 |
|
SU764867A1 |

;1-Д
11
J
7//////Z /7////////
фи.З
| Сержантов В | |||
| А., Верюжин Л | |||
| М | |||
| Новые цеха для производства стальной эмалированной посуды | |||
| - Информация института «Черметинформация, 1976, сер | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
