Изобретение относится к обработке металлов давлением и предназначено для штамповки изделий из прутковых материалов.
Цель изобретения - повышение производительности штампа и качества получаемых изделий.
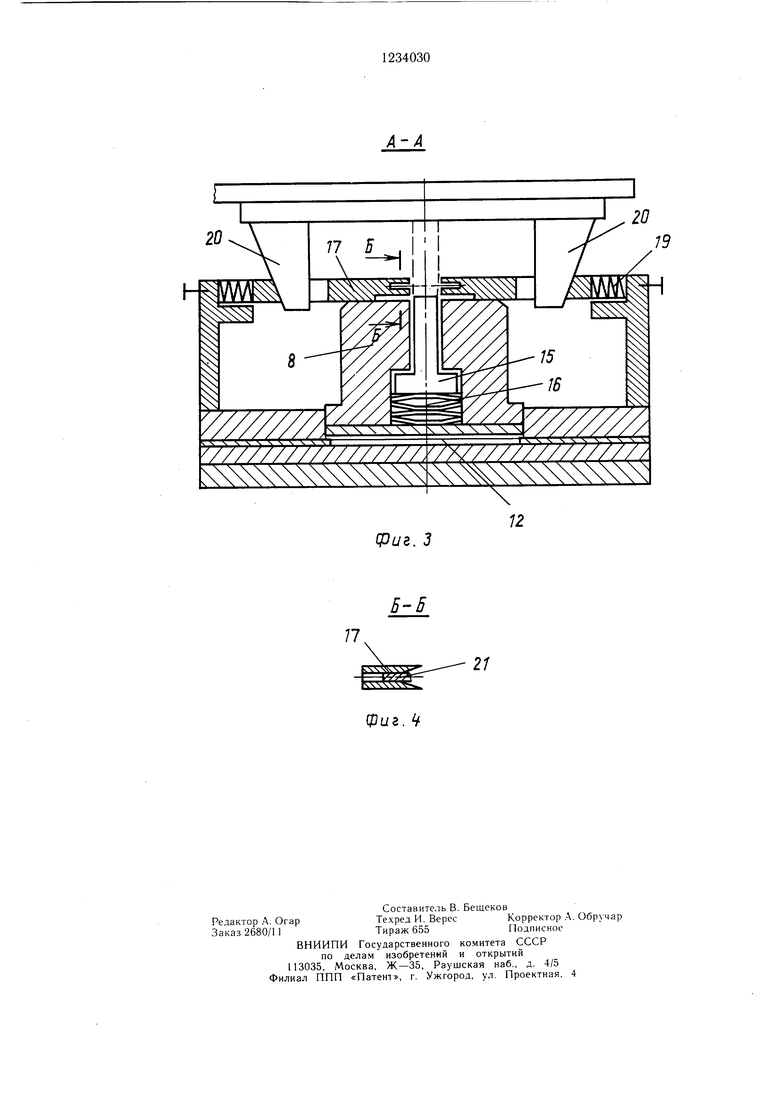
На фиг. 1 представлен штамп, обший вид; на фиг. 2 - нижняя плита штампа, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3.
верстие матрицы 8. Рабочие поверхности формующего пуансона 5 и матрицы 6 выполнены таким образом, что осаженная часть прутка представляет собой конец предыдущего стержня и начало, т. е. рабочую часть, последуюш1его стержня и имеет вилкообразную форму.
Штамп работает следующим образом. Пруток 21 подается в узел формировали, ,, - .,„ „.. .ния, где происходит его осадка, а затем Комбинированный штамп состоит из верх- 10 в блок отрезки. Осаженная часть прутка ней 1 и нижней 2 плит, направляющих ко-входит в щелевой паз 17 до упора по тол- лонок 3 и втулок 4. На верхней плите ус-щине, и при следующем ходе штампа про- тановлен формующий пуансон 5, а на ниж-изводится отрезка, при которой отсекается ней - матрица 6 узла формирования. Узелпредыдущий стержень, части упора 17 раз- отрезки состоит из верхней 7 и нижней 8 двигаются и отсеченный стержень провалива- плит колонок 9, втулок 10 и пуансона 11, 15 ется в лоток (не показан). При дальней- выпо лнен в виде блока и расположен меж-шем опускании верхней плиты 1 штампа ду плитами на телах 12 качения. Для по- стержень, получивший точную конфигурацию стоянного прижатия блока к опорам каче-изделия, опускается под действием пуансо- ния предназначены пружины 13. Блок отрез- на 11. Опускается также выталкиватель 15, ки имеет возможность перемещения вдоль 20 формирования происходит очеред- оси заготовки в направлении ее подачи. Для ная осадка, при которой заполняется ме- возвращения блока в исходное положение таллом формовочная полость с одновремен- служит пружина 14. На нижней плите -мат- ным удлинением прутка 21, причем искрив- рице 8 установлены выталкиватель 15, ко- ления прутка не происходит, так как блок торый опирается на жесткие пружины 16, отрезки, расположенный на телах 12 каче- и щелевой упор 17, состоящий из двух частей, 25 ния, передвигается, прижимая пружину 14, которые расположены в направляющих 18. ДО компенсации удлинения прутка. После Перемещение частей щелевого упора и возвращение их в исходное положение осуществляется пружинами 19 и толкателем 20. Щель
упора 17 и торцовая поверхность выталкивателя 15 находятся на уровне режущей торцовой кромки матрицы 8, расположенном выше уровня замыкания блока или нижнего предельного уровня, до которого доходит нижний торец пуансона 11 по ходу штампа. Выталкиватель 15 может быть утоплен в отодновременного замыкания обоих блоков начинается их раскрытие. При этом выталкиватель 15 выводит пруток на уровень щели упора 17, затем происходит подача прутка 21 и части упора 17 охватывают его. Одновременно происходит возвращение блока отрезки в исходное положение под действием пружины 14; осаженная часть прутка входит в щель упора 17, и цикл повторяется.
Штамп работает следующим образом. Пруток 21 подается в узел формирования, где происходит его осадка, а затем в блок отрезки. Осаженная часть прутка входит в щелевой паз 17 до упора по тол- щине, и при следующем ходе штампа про- изводится отрезка, при которой отсекается предыдущий стержень, части упора 17 раз- двигаются и отсеченный стержень провалива- ется в лоток (не показан). При дальней- шем опускании верхней плиты 1 штампа стержень, получивший точную конфигурацию изделия, опускается под действием пуансо- на 11. Опускается также выталкиватель 15, формирования происходит очеред- ная осадка, при которой заполняется ме- таллом формовочная полость с одновремен- ным удлинением прутка 21, причем искрив- ления прутка не происходит, так как блок отрезки, расположенный на телах 12 каче- ния, передвигается, прижимая пружину 14, ДО компенсации удлинения прутка. После
одновременного замыкания обоих блоков начинается их раскрытие. При этом выталкиватель 15 выводит пруток на уровень щели упора 17, затем происходит подача прутка 21 и части упора 17 охватывают его. Одновременно происходит возвращение блока отрезки в исходное положение под действием пружины 14; осаженная часть прутка входит в щель упора 17, и цикл повторяется.
78
11
(риг. 2
(Риг. 3
12
фиг.
21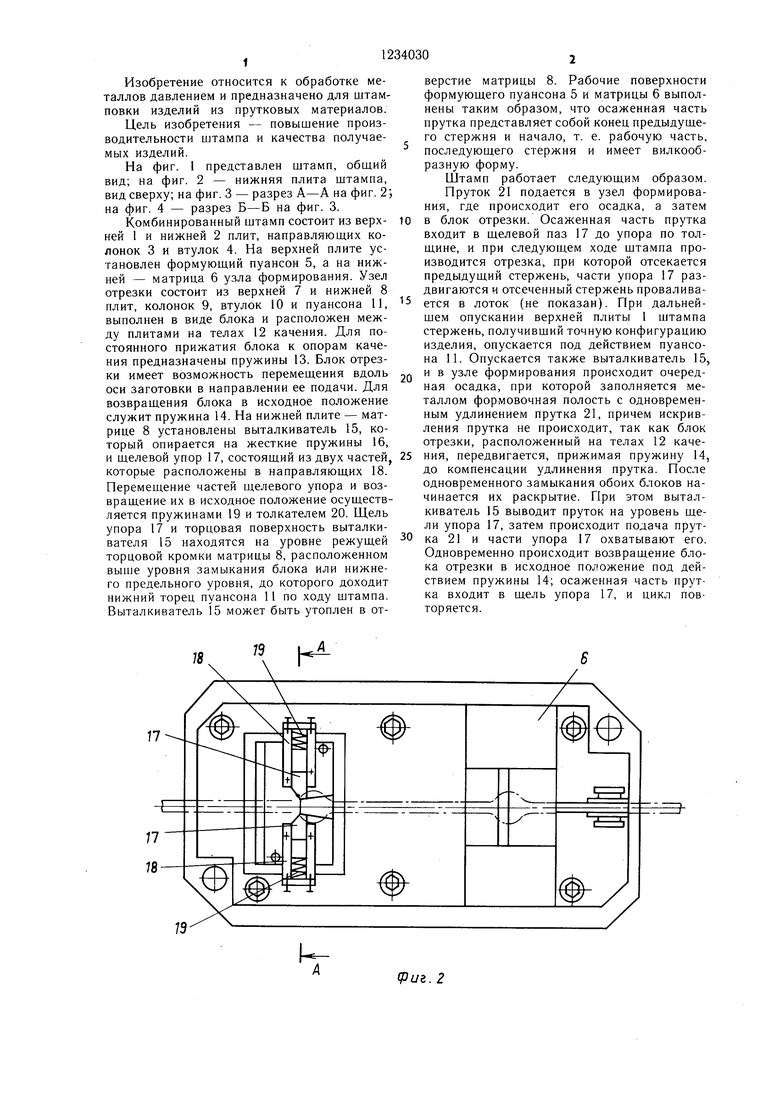
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Способ штамповки удлиненных поковок с раструбом | 1991 |
|
SU1802736A3 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |

| Комбинированный штамп | 1973 |
|
SU662212A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
