1
Изобретение относится к автоматической сварке неплавящимся электродом в защитных газах, преимущественно узкими разделками кромок, и может найти применение в производстве свар ных конструкций из сталей и титановы сплавов.
Целью изобретения является получение качественных сварных швов при сварке деталей из материалов с раз- личными свойствами или с различной массой путем обеспечения сложного цикла колебания электрода и заданного положения конца электрода относительно свариваемых деталей.
На фиг.1 показано устройство, продольный разрез; на фиг.2 - условная электрическая схема подключения элементов устройства.
Устройство состоит из основа- ния 1, на котором размещены электромагниты 2 и 3, электродвигатель 4 и сварочная горелка 5. Электромагниты 2 и 3 вьшолнены с общим якорем 7, установленным подвижно посредст- вом упругих элементов 8 и 9.
Сварочная горелка 5 имеет вольфрамовый электрод 10, выполненный с загнутым концом. Горелка 5 установлена в основании 1 соосно с яко- рем 7 посредством ПОДРШПНИКОВ 11 j 12 и обоймы 13.
Верхняя часть горелки подвижно связана с муфтой 14 посредством паза 15 и выступа, выполненного на горелг1е, причем муфта в свою очередь связана с якорем 7 через подшипник 16, Прив одная шестерня 17 установлена в подшипнике 18 на корf
пусе 6 и соединена с верхним диском 19, вьтолненным в виде зубчатого колеса. Нижний диск 20 выполнен аналогично верхнему и установлен в подгаипнике 21 на обойме 13. Верхний и нижний диски связаны между собой зубчать1м колесом 22, установленным на основании посредством подшипника 23. На дисках 19, 20 и муфте 14 расположены кольца 24 из фрикционного материала, размещенные соосно сварочной горелке.
Электромагниты 2 и 3 подключены к системе стабилизации 25 длины дуги, которая в свою очередь соединена со сварочной цепью 26. Уста- новка частоты колебаний осуществляется путем изменения оборотов управляющим сигналом двигателя с блока
08 .2
27. Амплитуда колебания задается опорньм напряжением U системы ста- билизации.
Устройство работает следующим образом.
Исходное положение муфты 14 между дисками 19 и 20 устанавливается таким, чтобы зазор между фрикционными кольцами не превышал 1,0 мм. Такое положение муфты обеспечивается упругими элементами 8 и 9. Муфта имеет свободное перемещение вдоль оси горелки 5 в верхней ее части. С блока 27 и системы стабилизации 25 задаются частоты и амплитуда колебаний. Одновременно с включением двигателя зажигается сварочная дуга От двигателя 4 через приводную шестерню 17 и колесо 22 вращение передается на диски 19 и 20, которые начинают вращаться в противоположных направлениях. Одновременно при этом от системы стабилизации 25 подается команда на включение электромагнитовJ например верхнего при этом якорь 7 втягивается вверх и тянет за собой муфту 14 до соприкосновения фрикционных колец 24 муфты и фрикционного диска 19. Муфта 14 начинает поворачиваться, например, по часовой стрелке и за счет взаимодействия паза 15 и выступа горелки поворачивать горелку в том же направлении, Изогнутьй конец сварочного электрода 10 тоже поворачивается в разделке свариваемых кромок до тех пор, пока напряжение дуги и.не сравняется, с заданным опоным напряжением . В момент равенства Ид UQP система стабилизации 27 отключает верхний электромагнит и якорь 7 вместе с муфтой 14 за сче упругих элементов 8 и 9 возвращаютс
в исходное положение.
1
В зависимости от заданного режим колебания электрод может оставаться в отклоненном положении (режим колебания с задержкой на кромках) на заданное время или в момент отключения верхнего электромагнита одновременно включается нижний электромагнит 2, тогда якорь 7 вместе с муфтой 14, минуя задержку в исходном положении, опускается до соприкосновения колец 24 нижнего диска 20 и муфты 14, Так как нижний диск 20 вращается в направлении, противоположном направлению вращения верх. 3 1
него диска 19, горелка 5 вместе с электродом 10 поворачивается в том же направлении до момента достижения равенства Од U относительно другой кромки свариваемых деталей. При достижении указанного завенст- ва нижний электромагнит 2 отключается и якорь 7 вместе с муфтой 14 возвращается в исходное положение, после чего.цикл колебания повторяет- ся аналогично вышеописанному.
Таким образом, путем зависимого от напряжения дуги переключения электромагнитов муфта совершает возвратно- поступательное движение в зоне между дисками, вращающимися в противополож- .ных направлениях, и за счет передачи вращающего момента по цепочке диск- муфта - горелка конец сварочного электрода совершает колебания по кру- говой траектории с амплитудой, заданной системой стабилизации длины дуги.
Система стабилизации длины дуги, связанная с электромагнитами, наряду с функцией задания режима колеба- ния обеспечивает постоянное напряжение на дуге в сЬазах отклонения, тем
108.4
самым создавая условия нормального протекания процесса сварки при возможных изменениях в зоне сварки (например,случайные отклонения траетории сварного шва, ширины разделки кромок и пр.). Фрикционная муфта, управляемая электромагнитами посредством системы стабилизации, имеет три фиксированных рабочих позиций - верхняя, нижняя, средняя, что обеспечивает любое заданное положение конца сварочного электрода относительно свариваемых кромок vt что особенно важно при сварке материалов с различными свойствами или разной массы, когда необходим сложный цикл колебания. При любом цикле колебания электродвигатель работает в постоянном режиме и практически с постоянной нагрузкой.
Предлагаемое устройство за счет управляемого и более точного режима колебания электрода между свариваемыми кромками обеспечивает качественность сварки, повьнпение производительности и надежности.
№
23
-I
Z5
Uon
/ (
2B
26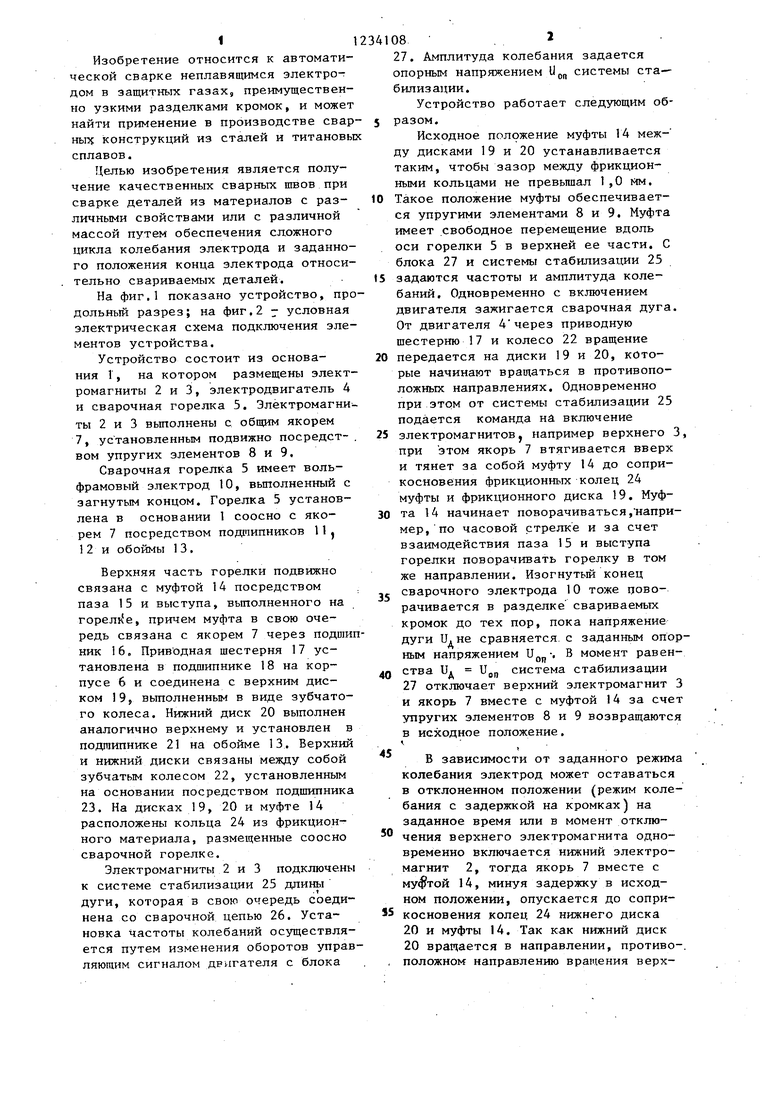
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1134330A1 |
| Способ управления движением сварочного электрода относительно стыка и устройство для его осуществления | 1983 |
|
SU1215915A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Способ дуговой сварки | 1976 |
|
SU656760A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |

Составитель Г.Квартальнова Редактор Л.Повхан Техред О.Гортвай Корректор-Т.Колб
Заказ 2935/15 Тираж 1001
ВИНИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, МсЗсква, Ж-35, Раушская наб.,д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
фиг, 2
Подписное
| Устройство для дуговой сварки с поперечными перемещениями электрода по круговой траектории | 1976 |
|
SU617202A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU854641A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| сложного цикла колебания электрода и заданного положения конца электрода относительно свариваемых деталей, оно снабжено системой стабилизации длины дуги, подключенной к электро- магнитам, двумя фрикционными дисками и размещенной между ними фрикционной муфтой, установленной с возможностью осевого перемещения и кинематического взаимодействия с горелкой, электромагниты выполнены с общим якорем, связанным с муфтой, а фрикциоиргые диски установлены с возможностью поворота в противоположных направлениях. | |||
