Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки рамно-балоч- ных металлоконструкций, преимущественно длинноременных.5
Целью изобретения является повышение производительности путем сокращения межоперационного времени.
На фиг. 1 изображена поточная линия, общий вид; на фиг. 2 - вид А на Ю
1;
При следующем цикле работы прихвач ное изделие поступает в любой из о вободившихся кантователей, т.е. в чале работы линии последовательно заполняют все кантователи по мере поступления изделия со сборочного стенда. Так как производительность сборочного стенда 2 больше произво дительности кантователя 3 (так как там производится более тщательная сварка всех швов базовой детали с Деталями насыщения), поэтому в поточной линии при одном сборочном стенде устанавливают несколько сва рочных кантователей.
При транспортировании изделия п транспортному устройству 4, при по мощи приводной цепи 5 и роликов 6, установленных на раме 11, изделие перемещается до откидного упора 15 и взаимодействует с переключателем 16, который дает команду пневмоци- линдру 17 для поворота пластин 13 от носительно оси 12 совместно с коль15
фиг. 1; на. фиг. 3 - вид Б на фиг. на фиг. 4 - вид Б на фиг..3.
Поточная линия сборки и сварки рамно-балрчных металлоконструкций состоит из основания 1, сборочного стенда 2, сварочных кантователей 3, транспортного устройства 4, приводной цепной ветви 5 и роликов 6. Сборочный стенд 2 представляет собой сборочное устройство 7, установленное в кольцевом кантователе 8. На барабане 9 кантователя также установлены транспортные ролики 10. Свароч- ные кантователи 3 представляют собой
раму 11, на которой при помощи оси 12 25 цевыми обоймами 14 и автоматически шарнирно устновлены пластины 13 V-об- закрепленным в ней изделием. Таким разной формы, в которых с возможное- образом, изделие выводится из зоны
20
тью поворота смонтированы кольцевые обоймы 14. Оси 12 расположены под углом к плоскости перпендикулярной к основанию и проходящей через продольную ось поточной линии. Сварочные кантователи 3 также снабжены . откидными упорами 15 с закрепленными на них переключателями 16, которые управляют пневмоцилиндром 17.Все кантователи соединены между собой транспортным устройством 4. .
Поточная линия сборки и сварки рамно-балочных. металлоконструкций работает следующим образом.
В исходном положении на сборочный стенд 2 укладывают базовую деталь изделия, затем подают детали насыщения. ную производительность сварщиков,эта В сборочном устройстве 7 пройзво- j линия позволяет работать в нежестком
дят сборку и прихватку изделия для чего оно кантуется в барабане 9 кольцевого кантователя 8. Далее изделие по транспортным роликам 10 передается в один из сварочных кантователей 3
5
Ю
234140
При следующем цикле работы прихваченное изделие поступает в любой из освободившихся кантователей, т.е. в начале работы линии последовательно заполняют все кантователи по мере поступления изделия со сборочного стенда. Так как производительность сборочного стенда 2 больше производительности кантователя 3 (так как там производится более тщательная сварка всех швов базовой детали с Деталями насыщения), поэтому в поточной линии при одном сборочном стенде устанавливают несколько сварочных кантователей.
При транспортировании изделия по транспортному устройству 4, при помощи приводной цепи 5 и роликов 6, установленных на раме 11, изделие перемещается до откидного упора 15 и взаимодействует с переключателем 16, который дает команду пневмоци- линдру 17 для поворота пластин 13 относительно оси 12 совместно с коль15
25 цевыми обоймами 14 и автоматически закрепленным в ней изделием. Таким образом, изделие выводится из зоны
20
транспрртирования и устанавливается в удобное для сварки (в лодочку ) положенне под углом своей продольной осью к основанию с возможностью вращения вокруг этой ОСИ. Упор 15 откидывается и очередное собранное изделие 4 имеет возможность по зоне
транспортирования проследовать в освободившийся сварочный кантователь.
Следовательно,применение предложенной поточной линии расширяет технологические возможности, так как
позволяет производить качественную сварку изделий в лодочку вне зоны транспортировки.
Кроме -того, учитывая неравномерритме, т.е. не задерживая изготовление изделий, а максимально используя индивидуальные особенности рабочих, что повышает производительность линии в целом.
Bu&A
Вид Б
фиг. 2
Вид В
фиг. If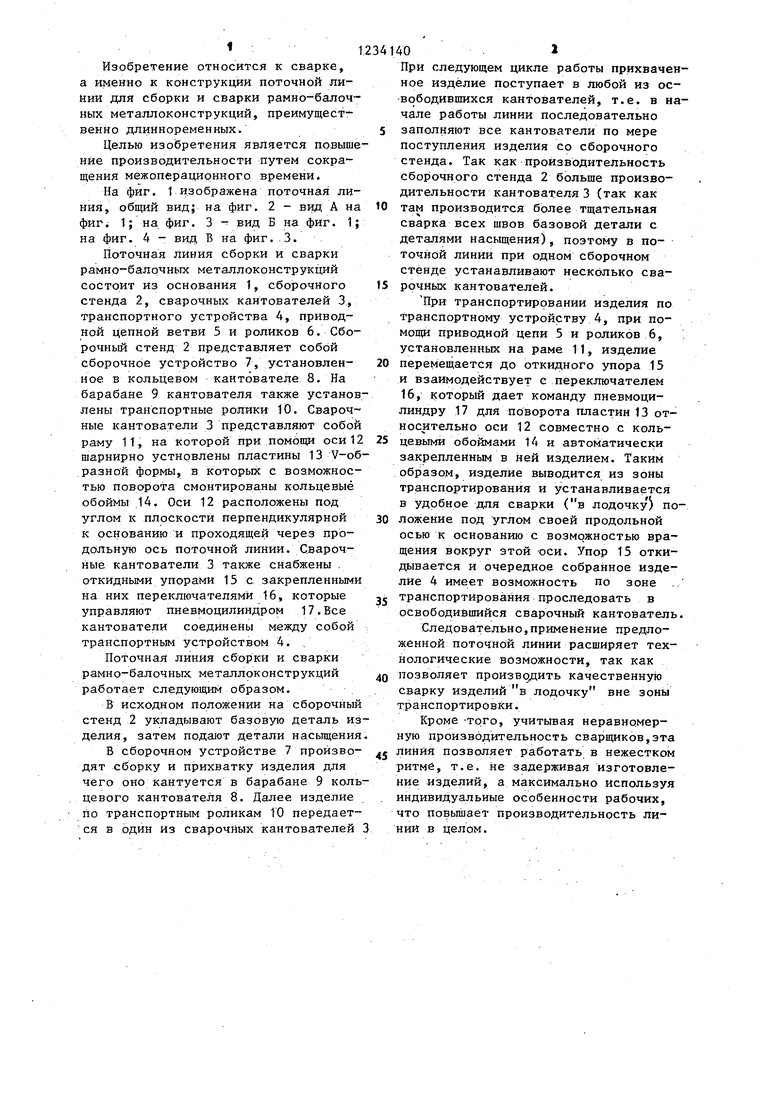
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |

| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
