Изобретение относится к холодной обработке металлов давлением и может быть использовано для выдачи плоских заготовок из стопы.
Цель изобретения - повышение надежности в работе.
На фиг. I изображено устройство для выдачи плоских заготовок из стопы; на фиг. 2 - привод; на фиг. 3 - система управления.
Устройство содержит основание 1, на котором установлены пневмогидравлический цилиндр 2 подъема, цилиндр 3 фиксации стола, цилиндр 4 поворота стола, пневмогидравлический преобразователь 5, заполненный маслом, поворотный стол 6, на который устанавливаются кассеты 7, и муфту 8. Рабочее положение заготовок по вертикали определяется датчиком 9 верхнего положения заготовок. Пневмогидравлический преобразователь имеет две полости: воздушную 10, соединенную через клапан 11 с магистралью сжатого воздуха, и гидравлическую 12. Пневмогидравлический цилиндр 2 подъема заготовок содержит поршень 13 и шток 14. Штоковая полость 15 пневмогидравличес- кого цилиндра 2 подъема заготовок через редукционный клапан 16 соединяется с магистралью сжатого воздуха, а бесштоковая полость 17 через клапан 18 соединена с гидравлической полостью 12 пневмогидравли- ческого преобразователя 5. Параллельно клапану 18 установлен обратный клапан 19. Цилиндр 3 фиксации стола содержит поршень 20 с фиксатором 21 (штоком). Последний имеет в верхней части коническую поверхность. Полость 22 через клапан 23 соединяется с магистралью сжатого воздуха. Поршень 20 с фиксатором 21 при закрытом клапане удерживается Ei верхнем положении пружиной 24. Цилиндр 4 поворота стола содержит зубчатую рейку 25 и поршень 26. Штоковая полость 27 соединена с гидравлической полостью 12 пнев- могидравлического преобразователя 5, а бесштоковая полость 28 через клапан 29 соединена с магистралью сжатого воздуха.
На основании установлена полая ось 30, на которой с возможностью вращения установлен поворотный стол 6. Муфта 8 состоит из зубчатого колеса 31 и шестерни 32. Зубчатое колесо 31 жестко закреплено на поворотном столе 6, а шестерня 32 установлена на полой оси 30 с возможностью поступательного и вращательного движения. В шестерне 32 выполнена внутренняя кольцевая канавка а. В нолей оси 30 соосно с зубчатым колесом 31 установлена с возможностью вертикального перемещения тяга, выполненная в виде труб 33, в которой жестко закреплен штифт 34. В трубе 33 установлена с возможностью вертикального перемещения штанга 35, на которой закреплен датчик 9 верхнего положения заготовок. Штифт 34 взаимодей
ствует с кольцевой канавкой а, образуя, нагфимер, при помощи роликов 36 пару качания.
Шестерня 32 находится в постоянном
зацеплении с рейкой 25 цилиндра 4 поворота стола.
На основании 1 шарнирно закреплены двуплечие рычаги 37 и 38. При этом рычаг 37 образует двухподвижные пары с фиксатором 21 и штангой 35, а рычаг 38 -
с трубой 33 и фиксатором 21. Датчиками (не показаны) контролируются крайние положения меха}1измов.
Устройство работает следующим образом. На поворотный стол 6 устанавливаются кассеты 7 с заготовками. Поворотный стол предохраняется от проворота фиксатором 21. Подается питание на клапан П. Воздушная полость 10 пневмогидравлического преобразователя 5 соединяется с магистралью сжатого воздуха. Насло под давлением вы0 есняется из гидравлической полости 12 и поступает в штоковую полость 27 цилиндра 4 поворота стола, удерживая порпюнь 26 с рейкой 25 в исходном положении. При подаче команды на гидроклапан 18 от датчика 9 масло поступает в бесштоковую по5 .лость 17 пневмогидравлического цилиндра 2 подъема заготовок. Поргнень 13 поднимается, и шток 14 поднимает стону заготовок. Верхняя заготовка, поднявшись, включает датчик 9, который подает сигнал на снятие питания с клапана 18. Бесштоковая полость 17 пневмогидравлического цилиндра 2 подъема заготовок разобщается с гидравлической полостью 12 пневмогидравлического преобразователя. Верхняя заготовка забирается манипулятором
(не показан). Датчик 9 верхнего положения заготовок подает сигнал на подачу питания на клапан 18, который, открываясь, перепускает масло в бесштоковую полость 17. Уровень стоны восстанавливается.
С помощью редукционного кланана 16
0 регулируется плавность подъема гптока 14 пневмогидравлического цилиндра 2 подъема заготовок. При достижении крайнего верхнего положения штоком 14 подается сигнал на снятие питания с клапана 1. Сжатый воздух, находящийся в штоковой но5 лости 15, перемепхает HJTOK 14 с поршнем 13 в нижнее положение, вытесняя масло из бес птоковой полости 17 через обратный клапан 19 в полость 12. При достижении поршнем 13 крайнего нижнего положения поступает сигнал па подачу питания на клапан 23, который, включаясь, соединяет полость 22 с магистралью сжатого воздуха. Поршень 20 опускается, выводя фиксатор 21 из зацепления с поворотным столом 6 и сжимая пружину 24. Одновременно фиксатор,
5 опускаясь, поворачивает рычаги 37 и 38 относительно корпуса.
Рычаг 37 поднимает щтангу 35 с закрепленным датчиком 9 на высоту, исключающую
0
соприкосновение с элементами кассеты 7 (высота подъема датчика 30-50 мм). Рычаг 38 поднимает трубу 33 с штифтом 34, который через ролики 36 поднимает шестерню 32, вводя ее в зацепление с зубчатым колесом 31. Величина хода трубы 33, с целью уменьшения габаритных размеров устройства, меньше высоты подъема датчика 9.
При достижении фиксатором 21 крайнего нижнего положения (датчик 9 верхнего положения заготовок поднят, шестерня введена в зацепление с колесом) подается питание на клапан 29, который соединяет бес- штоковую полость 28 цилиндра 4 поворота стола с магистралью сжатого воздуха. Поршень 26 перемеш,ается, выдвигая рейку 25, которая поворачивает шестерню 32 и связанное с ней колесо 31. Шестерня 32 при повороте перекатывается горизонтальной поверхностью кольцевой канавки а по роликам 36. Происходит смена позиций поворотного стола 6. При достижении рейкой 25 максимально выдвинутого положения подается сигнал на снятие питания с клапан 23. Пружина 24 поднимает поршень 20 цилиндра
3 фиксации, фиксатор 21 вводится в отверстие поворотного стола 6, исключая прово- рот посчеднего. Одновременно фиксатор 21, поднимаясь, через рычаги 37 и 38 опускает н тангу 35 с датчиком 9 верхнего положения заготовок в нижнее положение и выводит шестерню 32 из зацепления с зубчатым колесом 31. При достижении фиксатором 21 крайнего верхнего по.пожеиия поступает сигнал ка подачу питания на клапаны 11 и 18, воздушная полость 10 соединяется с магистралью сжатого воздуха. Масло, вытесняясь из гидравлической полости 12 пневмогид- равлического преобразователя 5, поступает в штоковую полость 27 цилиндра поворота стола, nopnjenb 26 со шток-рейкой 25 задвигается, поворачивая шестерню 32 в исходное положение. Шестерня 32 при повороте перекатывается горизонтальной поверхностью кольцевой проточки а по роликам 36. Одновременно масло из полости 12 через
клапан 18 поступает в полость 17 пневмо- гидравлического цилиндра 2, поднимая штоком 14 стопу заготовок до срабатывания датчика 9 верхнего положения заготовок.
J2
Л
фиг. 2
соиг.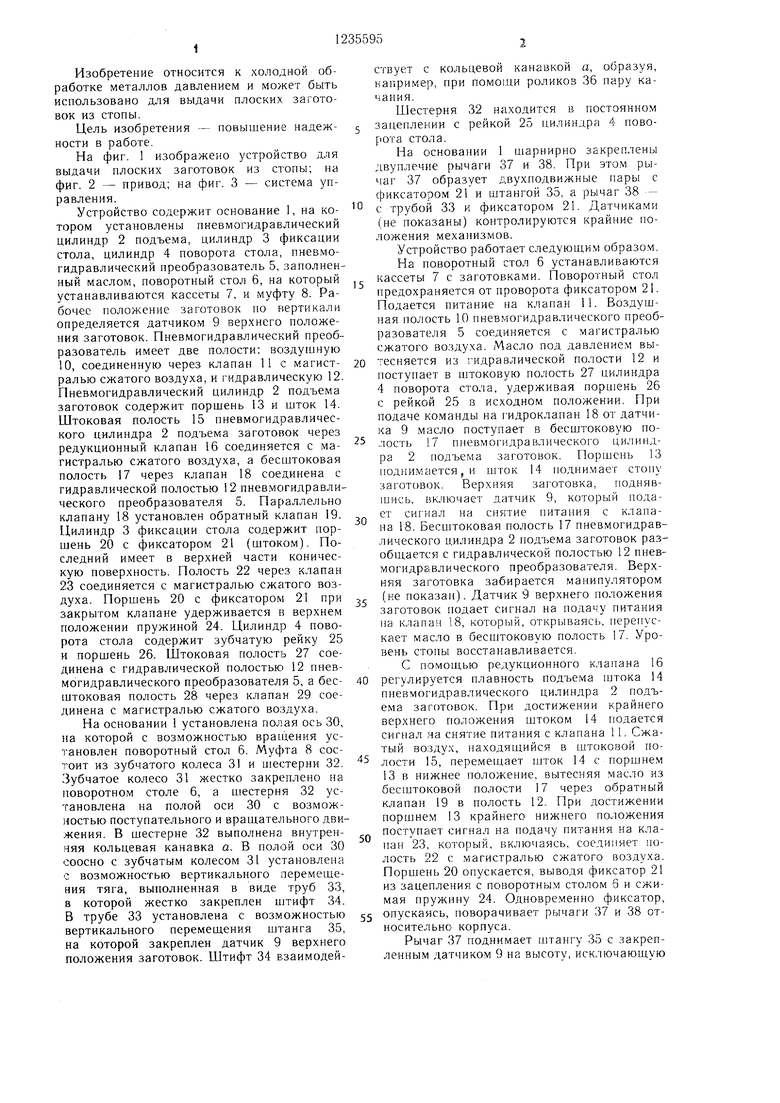

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Устройство для подачи заготовок | 1980 |
|
SU895616A1 |
| Устройство для подачи заготовок | 1982 |
|
SU1047659A2 |
| Устройство для подачи заготовок | 1981 |
|
SU961923A2 |
| Устройство для подачи заготовок | 1985 |
|
SU1220717A2 |
| Устройство для подачи заготовок | 1984 |
|
SU1207716A2 |
| УСТРОЙСТВО для ВАКУУМНОЙ КАЛИБРОВКИ ТРУБОК | 1970 |
|
SU278057A1 |
| Устройство для подачи заготовок | 1976 |
|
SU623706A1 |
| Манипулятор | 1980 |
|
SU872251A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |


| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
