1
12781
Изобретение относится к сварочному производству, в частности к устройствам для электродуговой сварки электродами ,
Целью изобретения является повыше- ние срока службы токоподводящих элементов мундштука.
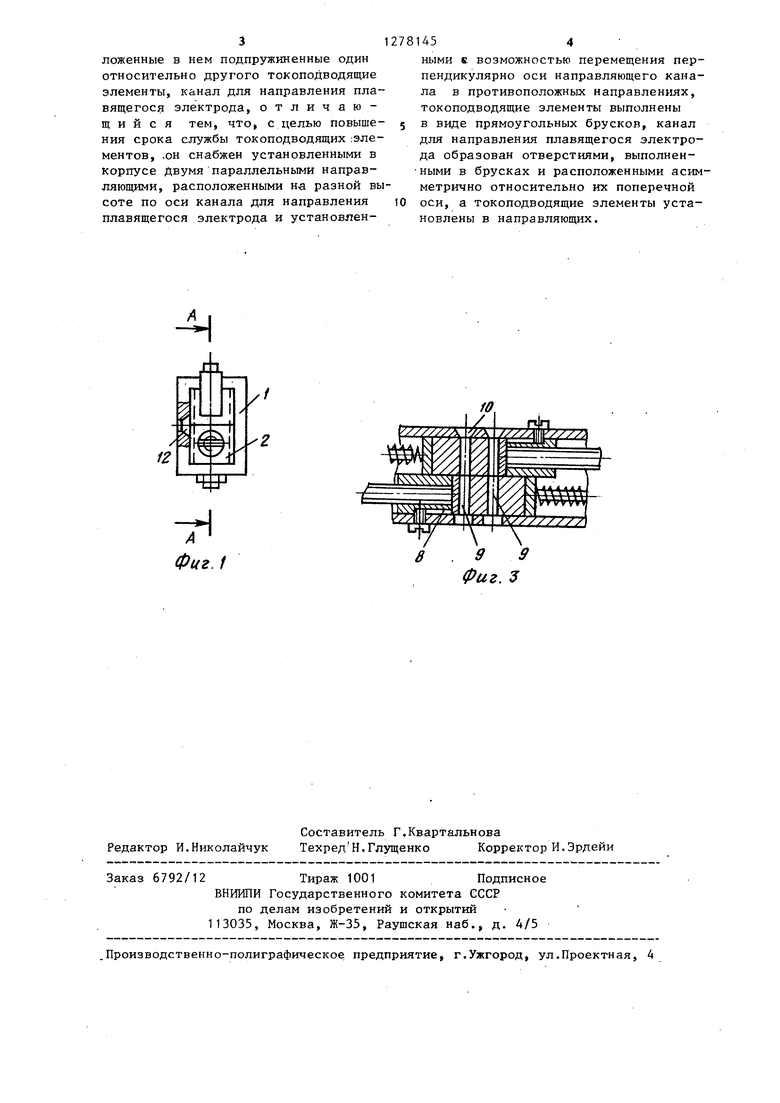
На фиг.1 показан предлагаемый мундштук, вид сбоку; на фиг.2 разрез А-А на фиг. 1; на фиг.З - вариант Мундштука для сварки или наплавки двойным электродом.
Мундштук состоит из корпуса 1 ,. в котором установлен. параллельные направляющие 2 с закрепленными в них токоподводящими элементами 3. Направляющие 2 имеют продольное резьбовое отверстие, в которое ввинчена шпилька 4, служащая для закрепления токо- подводящего элемента в гнезде налрав ляющей и для подвода электроэнергии к токоподводящим элементам. На корпусе 1 сверху и снизу с противоположных сторон установлены кронштейны 5 с пружинами 6. Для ограничения |Хода направляющих 2 в корпус установ :лень стопорные винты 7, которые входят в продольный паз 8 направляю-,, щих 2.
Корпус 1, направляющие 2 и токо- подводящие элементы 3 в сечении имеют прямоугольную форму. Для прохода сварочной проволоки (электродов) в токоподводящих элементах 3 вьшолнены по одному или по два сквозных отвер- стия 9, причем отверстия вьшолняются асимметрично относительно поперечной оси токоподводящего элемента 3, В корпусе 1 имеются отверстия 10 и 11 соответственно, для входа и выхо,г,а электродов. Для крепления мунд 11тука служат отверстия 12.
Мундштук работает следующим образом.
Направляющие 2 с закреплеиньми в них токоподводящими элементами 3 раз водятся в крайнее положение.
Максимальный ход направляющих рас считан так, что отверстия 9 верхнего и нижнего токоподводящих элементов 3 совпадают и образуют один сквозной канал для направления плавящегося электрода (либо два канала), После этого электрод пропускают через отверстия 10, 9 и 11, и он выходит на- ружу. После того, как электроды пропущены через мундштук, он готов к работе. Для замены токоподводящ гх
52
лементов 3 достаточно вывинтить стоорные винты, извлечь направляющие из корпуса 1 и заменить токоподво- ящие элементы 3.
Б процессе работы токоподводящие элементы изнашиваются. Поскольку просходит поджатие элементов 3 к элекродам, они изнашиваются с одной стороны. Поэтому отверстие в токо- подводящем элементе 3 выполняется у самого края, насколько это возможно, что дает возможность значительно увеличить слой металла, который подвергается износу. Сила упругости пружины не должна превышать сил упругости электрода, чтобы не происходил его перегиб, поскольку это может вызвать отклонение электрода и увеличить ин- тенсивност ь износа приводных роликов падающего механизма сварочной машины. Ход пружины 6 подлсатия должен обеспечить перемещение токоподводящих элементов.3 на величину износа этих элементов.
Токоподводящие элементы для нап- 1;:авки сдвоенным электродом выполнены так же, как и для сварки-и наплавки одним электродом, однако для наплавки сдвоенным электродом в каждом токоподводящем элементе выполняется по два отверстия. Одно отверстие сверлится как можно ближе к краю, а другое на расстоянии, равном заданному расстояншэ между электродами (8 мм), от другого торца.
Таким образом, допуск на износ 8 мм. В стандартных .цилиндрических токоподводящих элeмt.нтax допуск на г1знос приблизительно 2 мм при примерно равных габаритных размерах. Для изготовления токоподводя дих элементов для сварки и наплавки сдвоенным электродоАМ можно применять стандартизированный медный пруток квадратного сечения.
Конструкция предложенного мундщту- ка позволяет снизить расход дорогостоящего материала токоподводящих элементов (медь) и уменьшить количество остановок в процессе работы, связанных с заменой токоподводящих элементов., т.е. повышает производительность труда. ,
Формула изобретения
Мундштук к сварочным головкам и горелкам, содержащи корпус и распог
31
ложенные в нем подпружиненные один относительно другого токоподводящие элементы, канал для направления пла- вящегосд электрода, отличающийся TeN5, что, с целью повышения срока службы токоподводящих :эле- ментов, -он снабжен установленными в корпусе двумя параллельными направляющими, расположенными на разной вы соте по оси канала для направления плавящегося электрода и установяен781454
ными к возможностью перемещения перпендикулярно оси направляющего канала в противоположных направлениях, токоподводящие элементы выполнены 5 в виде прямоугольных брусков, канал для направления плавящегося электрода образован отверстиями, выполнен- ными в брусках и расположенными асимметрично относительно их поперечной 10 оси, а токоподводящие элементы установлены в направляющих.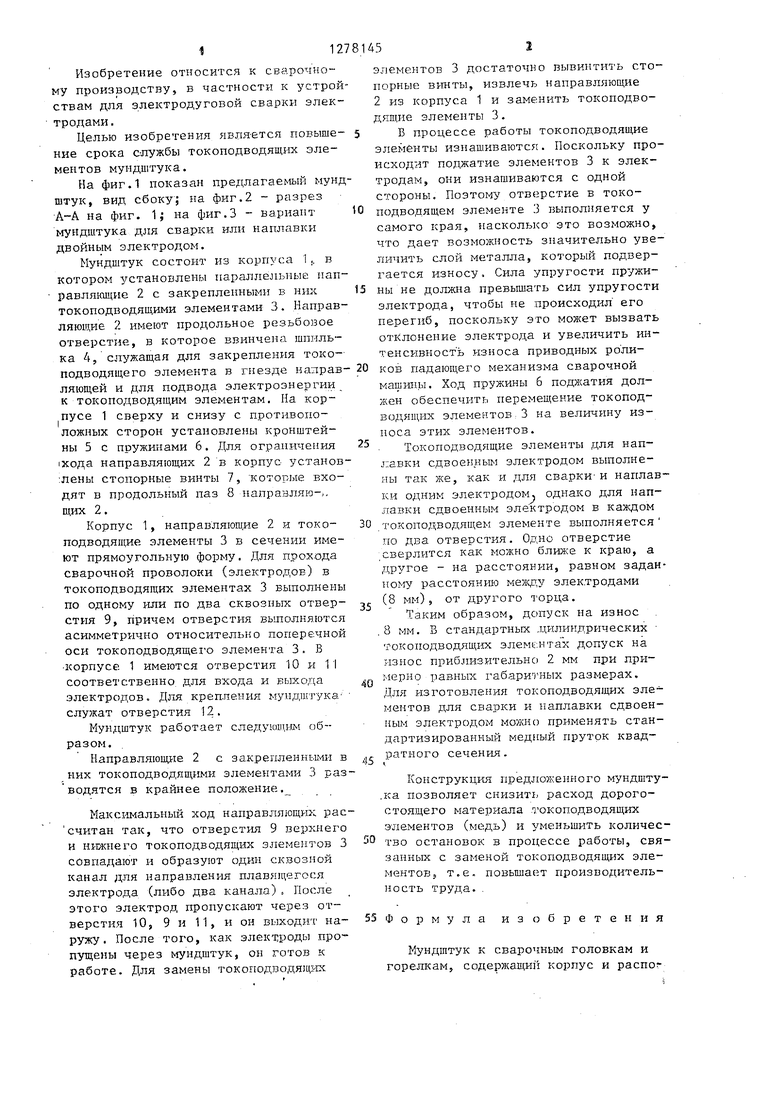
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к сварочным головкам и горелкам | 1986 |
|
SU1344537A1 |
| Токоподводящий мундштук | 1986 |
|
SU1357166A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Токоподводящий мундштук | 1987 |
|
SU1511037A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Токоподводящий мундштук | 1984 |
|
SU1235683A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
Изобретение относится к сварочному производству, в частности к устройствам для электродуговой сварки плавящимся электродом. Цель изобретения - повышение срока службы токопод/4-х водящих элементов мундштука. В корпусе 1 мундштука установлены направляющие 2, в которых закреплены токопод- водящие элементы 3. Направляющие 2 установлены с возможностью перемещения перпендикулярно, оси направляющего канала в противоположных направлениях. Токоподводящие элементы 3 выполнены в виде прямоугольньк брусков. Канал для направления плавящегося электрода образован отверстиями 9, выполненными в брусках и расположенными асимметрично относительно нх поперечной оси. В процессе работы Токоподводящие элементы 3 изнашивают ся только с одной стороны. Вьшолнение отверстия 9 в токоподводящем элементе практически у самого его края дает ,возможность значительно увеличить слой металла, который подвергается износу. 3 ил. i W С /2 фиг,2,
т)
Фиг.1
Составитель Г.Квартальнова Редактор И.Николайчук Техред Н.Глущенко Корректор И.
П-,- „, аш - .
Заказ 6792/12Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. А/5
.Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для наплавки ленточным электродом | 1974 |
|
SU490594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Мундштук к сварочным головкам и горелкам | 1976 |
|
SU610626A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Токоподводящий мундштук | 1982 |
|
SU1044444A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
