1
Изобретение относится к .линиям иаго- те)влепия древеено-волокнистых плит еред- плотности и может быть применено в деревообрабатывающей нромышленносги. в производстве мебели и в строительстве.
Цель изобретения - нов15инение надежности работы линии.
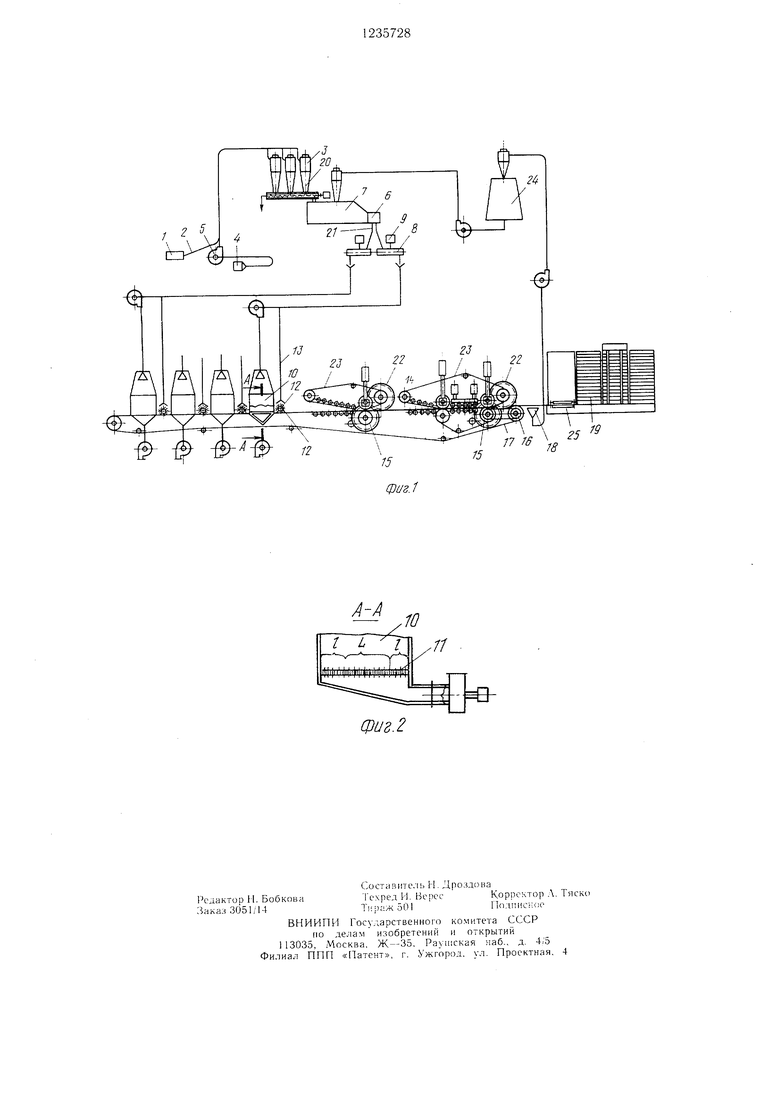
На фиг. 1 изображена схема линии изготовления древеено-во.юкнисты.х нлит средней плотности; на фиг. 2 -- разрез А-А на фиг. 1.
Линия изготовления древеено-волокнистых нлнт средней плотности содержит но- следовательно установленные и кинематически сЕ5язанные дисковые мельницы 1, узел 2 суижи с циклонами 3, газовой тонкой 4 и ве1ггилятором 5, узел 6 дозирования волокна с бункером 7, смесители 8 с узла-нодачи 9 смолы, узел И) формирования ковра в виде вакуум-формуюп ей мрлниьня с нерфориро- )iM 1-то.чом 11, калибрую1Н,ими валиками 12 н пненмосистемой 13, узел 14 нодпрес- совки с lioiiapiio расноложеиными нижними i; вепхними прессующими валами 15 и при- ва, 1 6 ле1гг 17, узел 18 возврата копров и обрезанных кромок и узел 19 горя- lOi-o прессования.
Узе. ; cyniKH снабжен горизонта.тьно рас- Ho;io Keinibi под. циклонами реверсивным HJHesoM 20, причем один конен шнека евяза с бункером 7 уз.ча 6 дозирования, а дцугой --- размсмпен вне уз.ла 2 сун1ки, узе;| 6 дозирования снабжен разво.дкой с развет1 лениями 21. е.вя.;г и1ыми с каждой парой формуюи их iMaiiniii К), перфорап.,ин стола 11 узла 10 ({нормирования ковра вьп юлнены разного диаметра, причем ,чиаметр их уве.пичиваетея (гг нонтра ето.ла к его периферии, а калиб- sy tOHUie валики 12 соединены с всаеываю- цими натрубками иневмосистемы 3 подачи зо. кжна в )о)манп-нп11 10, узел 14 поднрес- совки состоит из дву.х ноеледовательно уста.- новлгнных механизмов, причем нижние н)ос- ,H( ва.1,1 выпо.пнен, нпиводными и со
35728
едине п 1 посредством зубчатой передачи 22 с приво,и-ы.м валом верхней логгы 23 со стороны пр-11юдного преееую1цег о Ba;ia 15, узел 18 возврата ковров и обрезанных кромок снабжен нромежуточны.м бункером 24, вход
5 KOTopoi o ес)единен с выходом узла 1 под- преесовки, а выход - с бункером 7 уз;1а .аозирования, нри этом узел 19 горячего прес- сования снабжен двухъярусным иод.ъемни- ком 25.
10Поточная .линия производетва древееноволокнистых плит средней плотности рабо- гает с ледуюнхим образом.
Технологическую шену подают в дисковую мельнину 1, где ее перерабатывают в древесно-вол(жпистую массу, которая поел у 5 паел в сл упенчатую суип-1лку 2. Сун1ку во.лок- на .ест1).ля1От топоч1 Ь Ми газамп, пода- ваемв1мл венти.л5ггором 5. Из су1пи.лки волокно поступает в бунке) 7 узла 6 л.озиро- нания, а зал ем в смесите.ли 8. Одновременно 15 емесил-ель 8 вводитея рабочий раствор свя:-;ук)|цего. /1алее осмоленное волокно подают в формируюп.1,ие ма1нины 10, а затем сформированные ковры пропускают через узел 14 подирессовки. Снятие излишков волокна с древесно-волокнистого ковра осу25 ществляется калибруюнгими валиками 12. (д1ятое волокно ностунает в пневмосисте.му и возвращается в соответствуюн1ую вакуум- форм ируюи1ук) м а 1Н и н у.
Лревесно-волокь истый ковер по сислеме транспортеров юетупаел- в 1 орячий нресс 19,
30 |-де производится нзг отовление плит. Загрузка пресх а осулцеелл ляется загрузочной этажеркой приводимой в движение двухЛ) Н1) подл.емником 25. При этом ковры, имею- пц-к. явпо выражс нпые повреждения в виде |)азрыв:)в, лл)еп.ин, через узел 8 возв и-;та
35 кО Вров в нромеж Л ()ч,нь1Й бумкер 24, а затем посл епенио маленькими по)циями выдаюл ся в виде волокна в бункер 7 Узла 6 дозирова- лия. Из горячег О i pecca 19 iXjTOBbie плиты . на :c)e, ;eiipeccoByio обработкх .
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Линия для формирования древесноволокнистого ковра | 1982 |
|
SU1066834A1 |
| Линия формирования ковра в производстве древесноволокнистых плит | 1983 |
|
SU1105319A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Способ производства огнезащищенных плит из растительных волокон | 1989 |
|
SU1705077A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| Поточная линия для изготовления минераловатных изделий | 1980 |
|
SU948989A1 |
А-А
Г
| Бирюков В | |||
| И | |||
| Справочник по древесноволокнистым плитам | |||
| М., 1981, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Бекетов В | |||
| Д | |||
| Производство древесноволокнистых плит сухим способом | |||
| М.: ВНИИПИТИЛеспром, 1976, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
