Изобретение относится к производству формовых резиновых технических изделий и предназначено для изготовления заготовок крупногабаритных резинотехнических изделий, формуемых далее в компрессионных пресс-формах, например, типа валиков для спиральных машин.
Цель изобретения - расширение эксплуатационных возможностей формы за счет обеспечения возможности извлечения заготовки изделия и передачи ее на позицию перезарядки компрессионных пресс-форм.
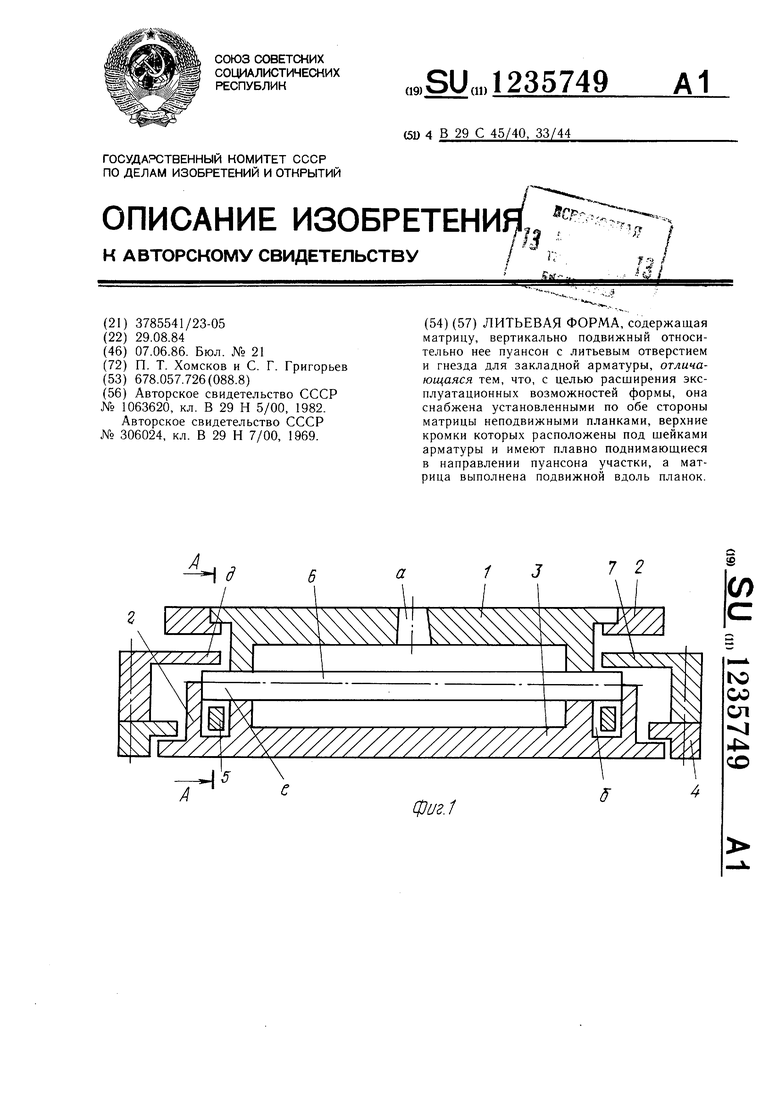
На фиг. 1 изображена предлагаемая форма; на фиг. 2 - разрез А-А на фиг. 1.
Форма состоит из пуансона 1, прикрепляемого при помощи направляющих планок 2 к нижней поверхности литника плунжерного литьевого пресса так, что литьевое отверстие а совмещается с отверстием литника и матрицы 3, которая при помощи направляющих планок 4 закрепляется на столе литьевого пресса. Матрица с левой и правой сторон выполнена с пазами б, в которые установлены планки 5, неподвижно закрепленные на столе литьевого пресса (не показан). Верхние кромки планок имеют плавно поднимающиеся в направлении пуансона участки 8.
/f - / поёернушо
//,
///////////7/
0
Размеры выступов и пазов в матрице 3 и планках 4 выполнены так, что матрица при приложении соответствующего усилия совершает возвратно-поступательное движение вдоль планок. Арматура - ось валика 6 фиксируется в матрице выступающими частями г матрицы. На направляющих планках 4 смонтированы съемники 7 с выступающей частью д.
Форма работает следующим образом.
При пуске литьевого пресса его стол поднимается вверх, при этом матрица и пуансон смыкаются один с другим. При дальнейшем ходе плунжера пресса вверх происходит заполнение формующей полости формы резиновой смесью. После этого стол пресса опускается вниз. При этом съемник 7 своими выступами д отрывает с пуансона за щейки е арматуры отформованную заготовку. После окончательного опускания стола пресса прессовщик выдвигает матрицу на себя. При этом шейки е арматуры набегают на наклонную поверхность в планки 5 и открывают заготовку от матрицы. Отформованная заготовка снимается и передается для закладки в компрессионную пресс-форму. Матрица 3 подается под литник пресса, закладывается в нее арматура и далее цикл повторяется.
у/////////////л
в
5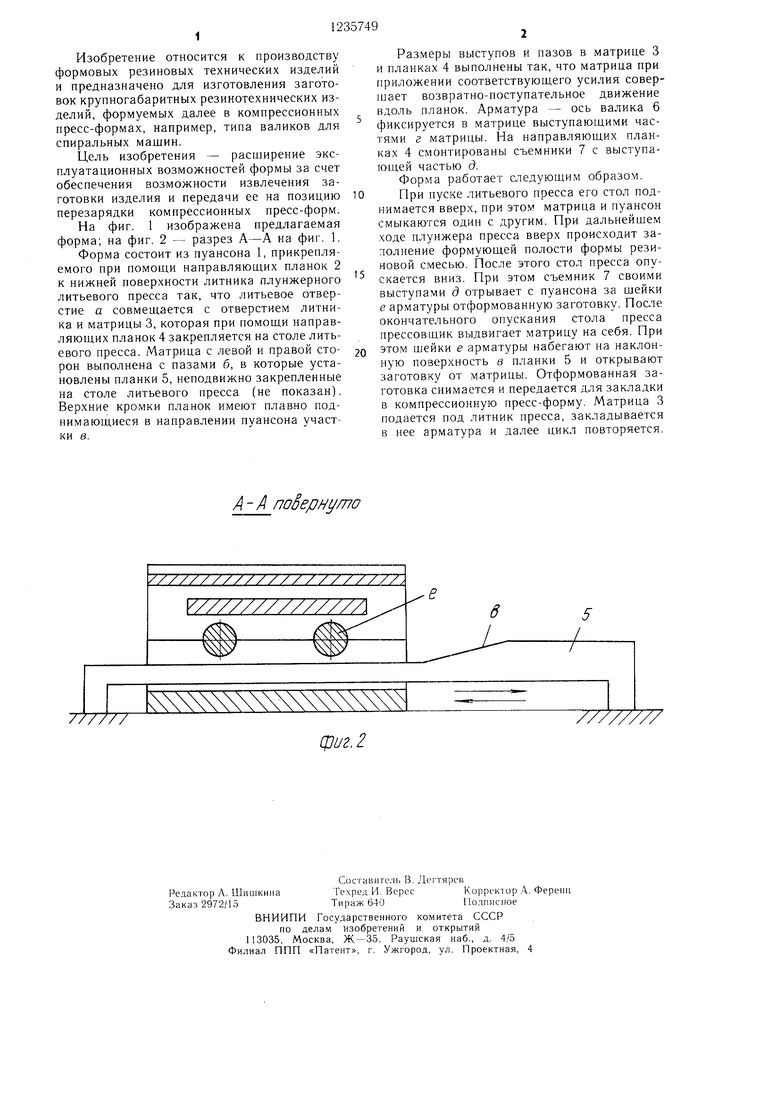
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевой пресс для изготовления изделий из полимерных материалов | 1980 |
|
SU984399A3 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| БЛОЧНАЯ СИСТЕМА ЗАМЕНЫ ПРЕСС-ФОРМ | 2004 |
|
RU2352460C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для совмещенной обрезки заготовок | 1980 |
|
SU884792A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
//////
фиг. 2
| Устройство для изготовления кольцевых резиновых изделий | 1982 |
|
SU1063620A1 |
| Солесос | 1922 |
|
SU29A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВВСЕСОЮЗНАЯ:К!!Тй0^1аШ?ешг; ;.*'f-', ,'^*v-'v'-—'V'A ь. .4xi. я ' .,•• .• ^с-.Л | 0 |
|
SU306024A1 |
| Солесос | 1922 |
|
SU29A1 |
| . | |||
