И:юбретеиис относится к сварке запыленных пакетов из термопластичной пленки.
Цель изобретения - повышение качества укуноривания rop. пакетов с запыленными продуктом поверхностями.
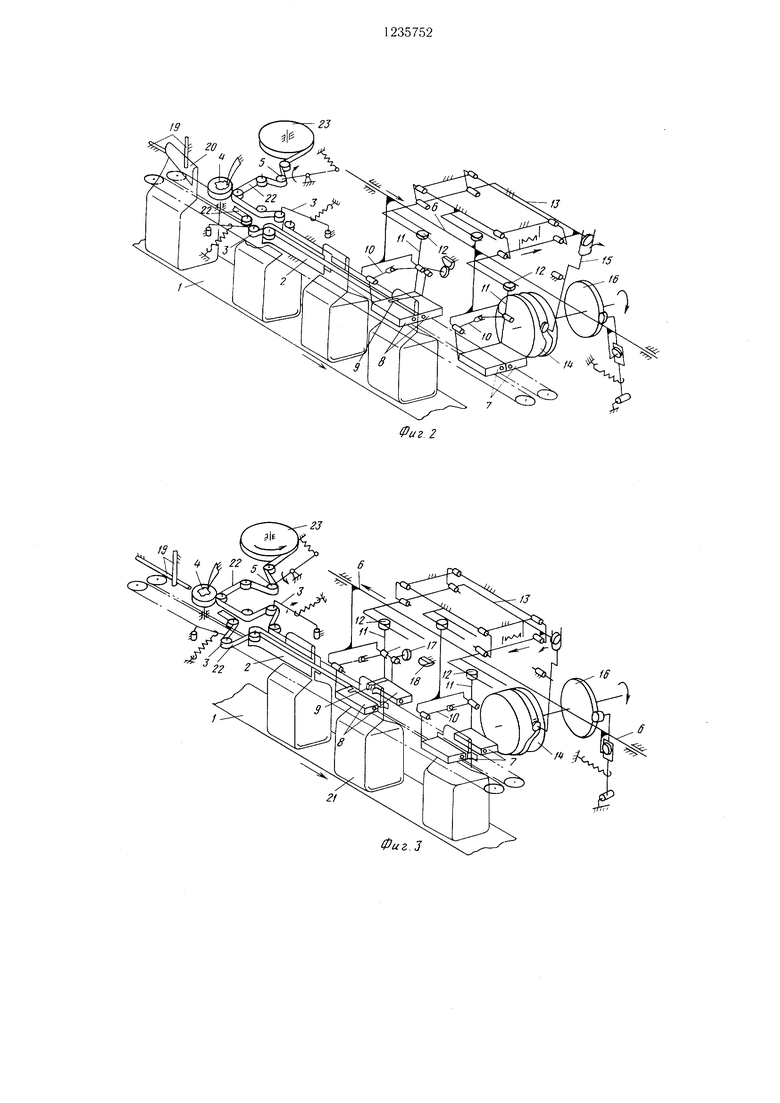
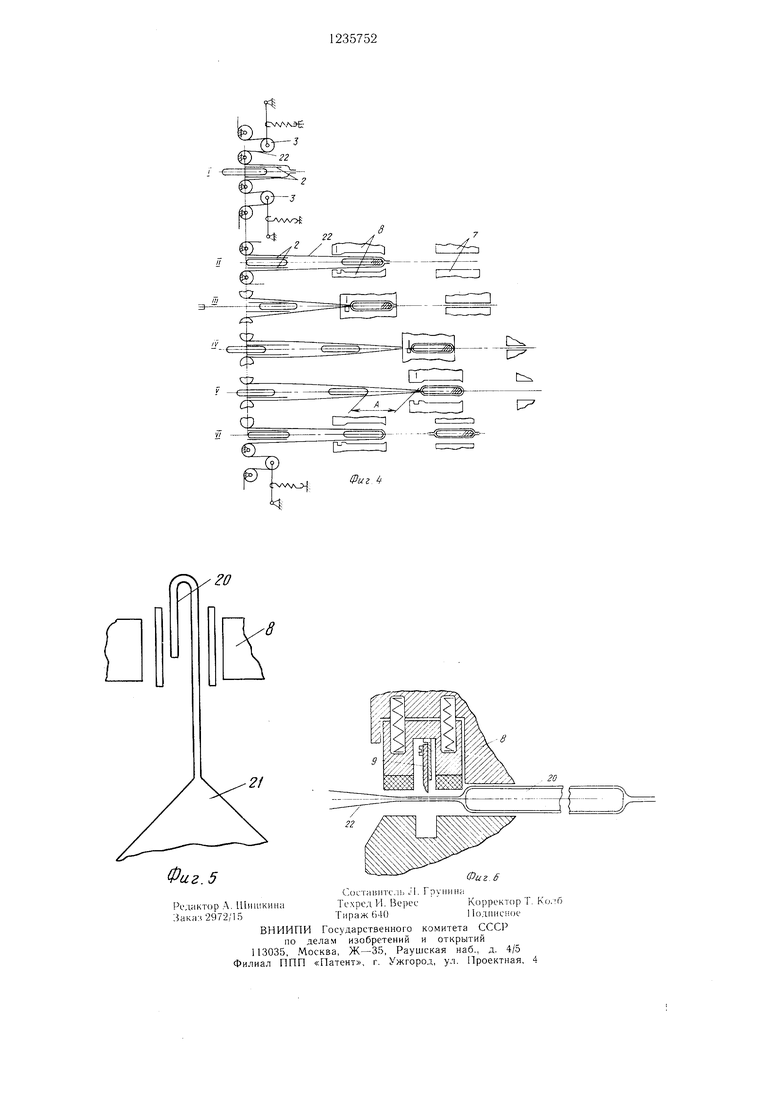
На фиг. 1 - 3 представлена принципиальная схема устройства при расположении пакетов в различных зонах; на фиг. 4 схема керемсщепия пакета поэтагпю (1 -- исходное положение; II -- захват горловиной пакета лепты и подача его в зону ;1,ополпи- тельпой пары сварочных губок; 111 -- смыкание | убок и догюлпительная протяжка ленты с ру. онов; IV сварка и отрезка лент1 1;
Vразмыкание сварочных губок и пере- б)ос ленты на горловину очередного пакета;
VIвозврат сварочных гл бок в зону под- xo;ui очередной горловины накета); па фиг. о - положение 1Ч)рлонины в зоне сварочных губок; на фиг. 6 дополнительная пара сварочных 1Л бок с меха;1П1змом для отрезания лепты.
Устройство д.:|я укупоривапия г орловин пакетов содержит транспортер 1 для неире- подачн накетов, над которым установлено нриспособле П1е 2 для подачи ленты, выполненное в виде двух иа ;алло..1ьных планок, уста; 1овлениых с зазором, компенсатор ;5 с затв:)|М)м 4, п|)сдотвра1ца1оишм мещспис ле11Т1 1 в сторону ее рулона. ру- .лона установлено устройство 5 для предварительной протяжки ;1енты.
После приспособлепия 2 для подачи лег:- над транспортеро.м 1 иа иолзуне 6 установлено сварочное приспособление, содержа- п;ее пару сварочных губок 7 и дополпитель- ную riapy сварочных губок 8 с механизмо.м 9 для отрезания ленты.
Сварочные губки 7 и 8 установлены на сопрягаемых новоротпых рычагах 10 и И, нос.:1едний из которых закапчивается роликом 12, зaключeп п Iм в на11равляюп1их качаюпхейся рамы 13, связаппой с кулачком 14 через рычаг 15. В свою очередь сва- рочпые губки 7 и 8 установлены на иолзупе 6, который имеет возможность возвратно- поступательного неремеиц ния от кулачка 16.
Механизм 9 для отрезания ленты посредством ролика 17 связан с жестко установ- jicnnijiM кулачком 18.
На входе в устройство установлено способлепие 19 для за1 ибания горловин 20 подаваемых пакетов 21.
Устройство работает следующим образом.
Предварительно сваренная по одному краю лента 22 иод воздействием легких натяжных устройств (компенсаторов) 3 прижимается к выходному концу приспособлепия 2 дли подачи ленты.
Пакеты 21, нодаюшиеся транспортером 1, проходят через приспособление 19, которым осу1пествлястся ;5агибание горловин 20. Затем заг.нутая горловина 20 накета заводится в приспособление 2 для подачи ленты и далее при движении накета горловина 20 перемещается с .чентой 22, которую она захватывает, при этом „чента 22 нреодолевает со- нротивление компенсаторов. Далее горловина 20 поступает в зону действия дополни- телыюй пары сварочных губок 8, которые движутся вместе с пакетом 21,. зажимается и некоторое время сонровождает пакет, при этом .1ента получает первоначальный разогрев и происходит заварка второго кон- si.a . icHTb, се отрезка механизмом 9 для отре- - зания ленты, что приводит к образованию ленточной оправки, фиксируюп1,ей загнутую | ()р,човину 20.
Прп движении пакета 21 выбирается за- iac ленты 22 из ко.мненсаторов 3, а затем , ИЗ устройств 5 для предварительной протяжки. В конце совместпого движения механизм 9 д.ля отрезания ленты взаимодействует с кулачком 18 и осуществляет отрезку ленты 22. Дополнительная пара сварочных губок 8 размыкается и лента 22 легким комненса- ) тором 3 перебрасывается на подводи.мый транспортером 1 очередной пакет 21. При этом обратной перемотке лепты 22 на рулон 23 препятствует затвор 4, а сжатая ходом сварочных губок 8 вперед фужипа натяжного устройства о раскручивает рулон 23, образуя предварительный запас ;1енты 22 для очередног о хода.
Затем разомгкнутые свароч} ые губки 8 возвращаются в зону приспособления 2 д, 1я подачи ленты, из которого выходит горлови- па очередного пакета, нееущая ленту 22, а обандероленная лентой горловина 20 пакета 21 поступает в зону сварочных губок 7, где осуп,ествляется окоичательпая заварка гор;1овины пакета.
Сварочпые губки 7 и 8 движутся син- хроппо, получая движение на соединение и разъединение пар сварочных губок от кулачка 14 через рычаг 15, качаю1и,уюся раму 13, ролик 12 и рычаги 1 и 10. Возвратио- посту тательное движение сварочных губок 7 и 8 осущест ляется от кулачка 16, взаимодей- ствуюп1его с нолзупом 6, на котором закреплены сварочные губки 7 и 8.
Сварочными губками 8 осуществляются фиксация загнутой горловины 20 пакета за счет образования обапдероливающей ленточной оправки, надетой на горловину пакета. Сварочны.ми 1 убкамп 7 производится окончательное запечатывание горловины пакета с образованием щва между лентой 22 и новерх- ностями горловины пакета.
0
0
5
0
19
tJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1972 |
|
SU328688A1 |
| Устройство для подачи рукавной пленки | 1982 |
|
SU1041424A1 |
| Устройство для упаковывания в пленку штучных предметов с острой кромкой | 1985 |
|
SU1323468A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала,включающего термопластик | 1983 |
|
SU1422989A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1969 |
|
SU239103A1 |
| Устройство для намотки секций рулонных конденсаторов | 1973 |
|
SU480126A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1980 |
|
SU935305A1 |
| Устройство для упаковывания сыпучих продуктов в пакеты из термопластичного материала | 1991 |
|
SU1824351A1 |

21
13
16
Фиг.З
:
Фиг «
Фиг. 5
Редактор А. Шишкина 3aK;i:i2972;i5
Фиг.6
Сос гав|1тс.11 Л. Групп на Техрел И. ВересКорректор
Тираж 640Поднненое
ВНИИПИ Государственного комитета CCCI
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная,
Фиг.6
| Устройство для сварки полимерныхМАТЕРиАлОВ | 1979 |
|
SU810507A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1982 |
|
SU1060485A1 |
| Солесос | 1922 |
|
SU29A1 |
