Изобретение относится к области гидроавтоматики и может быть использовано в гидросистемах станков, работающих в условиях периодического изменения нагрузки.
Целью изобретения является повышение
11, и в момент начала врезания зуба инструмента 4 в деталь 16 и соответственно роста нагрузки на каретку 3 расход масла через следящий золотник 6 также начинает увеличиваться и предупреждает простабильности скорости при колебаниях на- садку скорости каретки 3, так как момент
грузки.
На чертеже изображена схема гидравлического привода металлорежущего станка.
Привод содержит гидроцилиндр 1, шток 2 которого соединен с кареткой 3 поступательного перемещения, на которой закреплены зубчатый режущий инструмент 4 и профилированный элемент, выполненный в виде ступенчатого шаблона 5 и установленный со смещением Д вперед по ходу инструроста нагрузки совпадает с моментом уменьшения подпора в полости 7 гидроцилиндра 1 за счет своевременного увеличения слива масла через следящий золотник 6. 10 Аналогично происходит процесс регулировки давления и при врезании очередных зубьев инструмента 4 в деталь 16, т.е. каждому моменту врезания очередного зуба предшествует перемешение датчика 13 под действием уступа шаблона 5, что обеспечивает
мента 4. Следящий золотник 6 подключен 15 за счет своевременного увеличения слива входом к полости 7 гидроцилиндра 1, а выхо-масла через следящий золотник 6 совпадение моментов уменьшения подпора в по- iocTH 7 с соответствующими моментами
дом - к баку 8, полость 9 гидроцилиндра 1 соединена с насосом 10. Задатчик выполнен в виде источника 11 постоянного сигнала и соединен с одним из положительувеличения нагрузки на каретку 3.
Моменту выхода первого зуба инструмен- ных входов сравнивающего усилителя 12,дру-та 4 (и последующих) из детали 16предществует перемещение датчика 14 под действием шаблона 5 и уменьшение суммарного сигнала, поступающего с усилителя 12 на электромеханический преобразова- 25 тель 15, который прикрывает дросселирующую щель следящего золотника 6. В этом случае за счет своевременного уменьще- ния расхода масла через следящий золотник 6 имеет место совпадение моментов уменьшения нагрузки на каретку 3 с момен- 30 тами увеличения подпора,, что предупреждает рывки каретки 3 в сторону ее рабочего хода.
Статическая стабилизация скорости каретки 3 происходит за счет выполнения шаблона 5 с уклоном (ступенчатым), т.е.
ными на ней инструментом 4 и шаблоном 35 при нахождении максимального числа зубьев 5 в направлении рабочего хода. Слив мае-инструмента 4 в детали 16 и соответственно максимальной нагрузке на каретку 3 датчик 13 выдает максимальный положигои положительный вход которого соединен с датчиком 13 крайнего положения, отрицательный вход - с датчиком 14 крайнего положения, а выход - с приводом золотника, выполненным в виде электромеханического преобразователя 15. Инструменты 4 взаимодействуют при резании с деталью 16.
Шаг Тн зубьев (не обозначены) инструмента 4 равен шагу Тш уступов (не обозначены) шаблона 5, число уступов шаблона 5 равно числу зубьев инструмента 4.
Гидравлический привод металлорежуш.е- го станка работает следующим образом.
При включении насоса 10 масло поступает в полость 9 гидроцилиндра 1, который перемещает каретку 3 с закрепленла из полости 7 в бак 8 осуществляется с подпором, который настраивается задатчи- ком 11, подающим постоянный сигнал определенного уровня через усилитель 12 на электромеханический преобразователь 15, который открывает дросселирующую щель в следящем золотнике 6 на величину, пропорциональную величине сигнала задатчика 11.
тельный сигнал, соответствующий наибольше40
му открытию дросселирующей щели в следящем золотнике 6 и минимуму подпора. При выходе максимального числа зубьев инструмента 4 из детали 16 и соответственно практически полном снижении нагрузки датчик 14 выдает на усилитель 12 мак- Моменту врезания первого зуба инстру- 45 симальный отрицательный сигнал, тем самым мента 4 в деталь 16 предшествует (за счетприводя щель следящего золотника 6, а соопределенного расчетным или эксперимен-ответственно и подпор до величины, задантальным путем смещения шаблона 5 наной задатчиком 11.
расстояние А относительно инструмента 4)Использование предлагаемого изобретеперемещение датчика 13 под действием 1паб-ния в гидросистеме металлорежущего станка
лона 5. Сигнал датчика 13, суммируясь в 50 обеспечит поддержание постоянной результи- усилителе 12 с сигналом задатчика 11, по-рующей силы, действующей на каретку, и
ступает на электромеханический преобразо-тем самым стабилизирует скорость перемеватель 15 следящего золотника 6. Дросселирующая щель следящего золотника 6 при этом открывается на больщую величину по сравнению со щелью, заданной задатчиком
55
щения последней, что позволит улучшить -качество обработки изделий, повысить стойкость режун его инструмента, надежность и Производительность станка.
ВНИИПИ Заказ 3008/38 Тираж 610 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
11, и в момент начала врезания зуба инструмента 4 в деталь 16 и соответственно роста нагрузки на каретку 3 расход масла через следящий золотник 6 также начинает увеличиваться и предупреждает просадку скорости каретки 3, так как момент
увеличения нагрузки на каретку 3.
тельный сигнал, соответствующий наибольше
щения последней, что позволит улучшить -качество обработки изделий, повысить стойкость режун его инструмента, надежность и Производительность станка.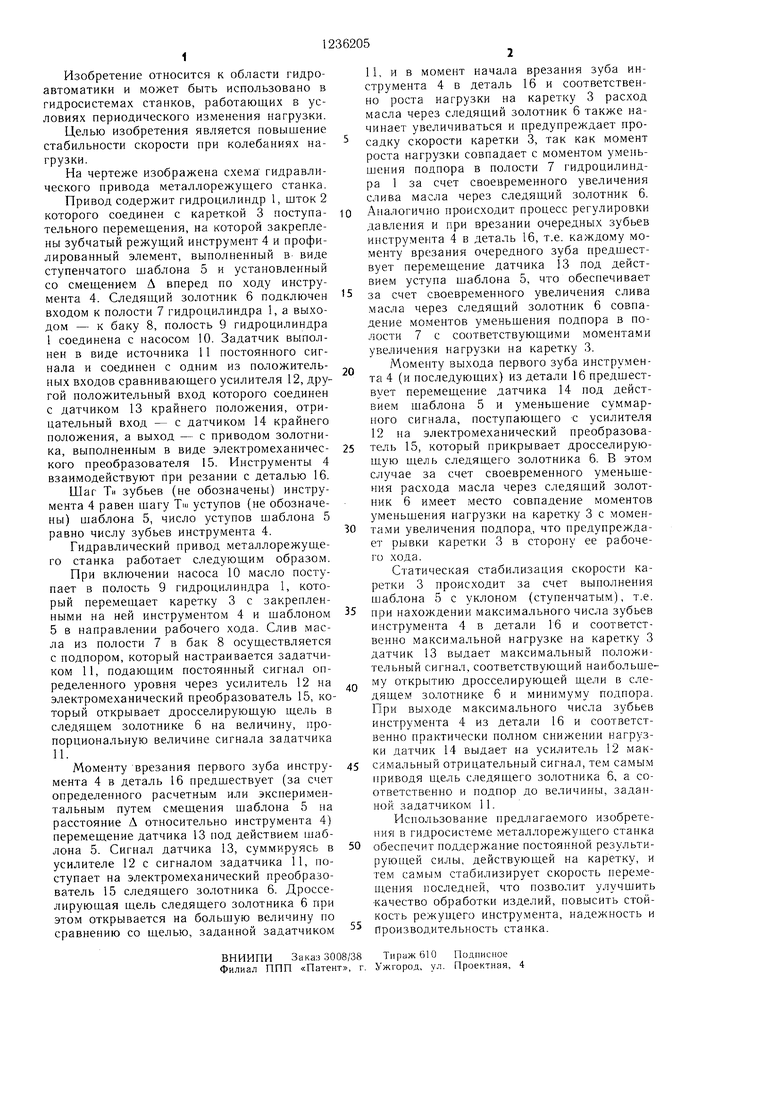
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический привод исполнительного органа металлорежущего станка | 1982 |
|
SU1021567A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| Гидросистема | 1986 |
|
SU1530826A1 |
| АМОРТИЗИРУЮЩЕЕ УСТРОЙСТВО РАБОЧЕГО ОБОРУДОВАНИЯ ПОГРУЗОЧНО-ТРАНСПОРТНОЙ МАШИНЫ | 1992 |
|
RU2012742C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1971 |
|
SU299677A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU961810A1 |
| Ленточно-отрезной станок | 1972 |
|
SU440234A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОГИДРАВЛИЧЕСКИМ СЛЕДЯЩИМ ПРИВОДОМ С МАШИННО-ДРОССЕЛЬНЫМ УПРАВЛЕНИЕМ | 2023 |
|
RU2815567C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1996 |
|
RU2116524C1 |

| Свешников В | |||
| К | |||
| и др | |||
| Станочные гидроприводы | |||
| М.: Машиностроение, 1982, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Хаймович Е | |||
| М | |||
| Гидроприводы и гидроавтоматика станков М.; Машгиз, 1959, с | |||
| Прибор для автоматического контроля скорости поездов | 1923 |
|
SU485A1 |
| Замкнутая радиосеть с несколькими контурами и с одной неподвижной точкой опоры | 1918 |
|
SU353A1 |
