Изобретение относится к станкостроению и может быть использовано при разработке станков для подшипниковой промышленности.
Цель изобретения - повышение точности при нишфовании дорожек качения на кольцах П1арико11одн1ипников за счет расположения алмазодержателя, предназначенного для правки профиля на шлифовальном круге, п позицию, не изменной по отношению к бабке изде;1ия, а также за счет неподвижной установки бабки изделия и шлифовальной бабки относительно друг друга вдоль оси пнипделя Н1лифовальной бабки.
На фиг. представлено устройство, общий вид; па фиг. 2 -- разрез А-А на фиг. I.
На станине 1 жестко закреплена шлифовальная бабка 2. на П1нинделе 3 которой устапонлен Н1лж})овальпый круг 4. На на- правляюши.х качения 5 станины уставювлено основание 6, с которым связан гидравлический привод 7, и.меюи1.ий гайку 8, взаи.модей- ствук)П1,ую с ходовым винтом 9, последний связан с механизмом 10 врезной подачи и компенсации изпоса шлифовального круга. На ocHOBarnui 6 могут быть установлены поперечные салазки 11 и 12 наладочных перемещений, несущие соответственно бабку изделия 13 с магнитным патроном 14 и радиальными опорами 5 для базирования обрабатываемой детали 16 и продольные салазки 17 с ви.чтом 18. На последних посредством оси 19 установлен откидной кроп- П1тейн 20, на котором смонтирован механизм правки в виде поворотно1Ч) вала 21 с цилиндрическим алмазодержателем 22, направленным к п.чифовальному кругу 4 со стороны бабки изделия 13.
0
5
0
Станок работает следующим образом.
После окончания правки кронштейн 20 откидьп;;ают поворотом по часовой стрелке до вывода алмазодержателя из зоны между деталью 16 и шлифовальным кругом 4, после чего гидравлический привод 7 обеспечивает быстрое перемешепие основания 6 вправо, подводя деталь к кругу 4 и отводя прибор правки. Далее механизм 10, вращая винт 9, обеспечивает подачу детали 16 на круг 4 и снятие заданного припуска. После получения заданного раз.мера основание 6 с бабкой изделия 13 отводят влево, механизм 10 осуществляет реверс винта 9 в ис- xOxU.Hoe положение, готовую деталь заменяют очередной заготовкой и цикл повторяется.
В варианте использования станка, предус- матриваюше.м расположение нлшнделей шлифовальной бабки и бабки изде: ия под углом друг к другу, напри.мер равпом 90°, как показано на фиг. 2, обеспечивается возможность шлифования беговой дорожки кольца упорного н.1ариконодц иг1ника. При расположении шпинделя бабки изделия параллельно шпинделю шлифовальной бабки (папример за счет разворота бабки изделия па угол контакта подшипника (фиг. 2) имеется возможность шлифования беговой дорожки кольца радиального шарикоподшипника.
Благодаря то.му, что в предлагаемом станке ноложепие алмазодержателя в положении правки остается всегда постоянным по от- но1пению к бабке изделия, достигается повы- Н1ение точности правки профиля ц лифоваль- ного круга по отпогпению к детали и, как следствие, возрастает точность обработки беговой дорожки детали.
13
фиг. 2
(л)ставитель И. Ермакова
Редактор В. КовгунТехред И. ВересКорректор С.. Чер.чи
Заказ 3234/15Тираж 740подписное
ВНИИПИ Государственного комитета СССР
но дела.м изобретений и открытий
113035, .Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, i-. Ужгород, ул. Проектная, 4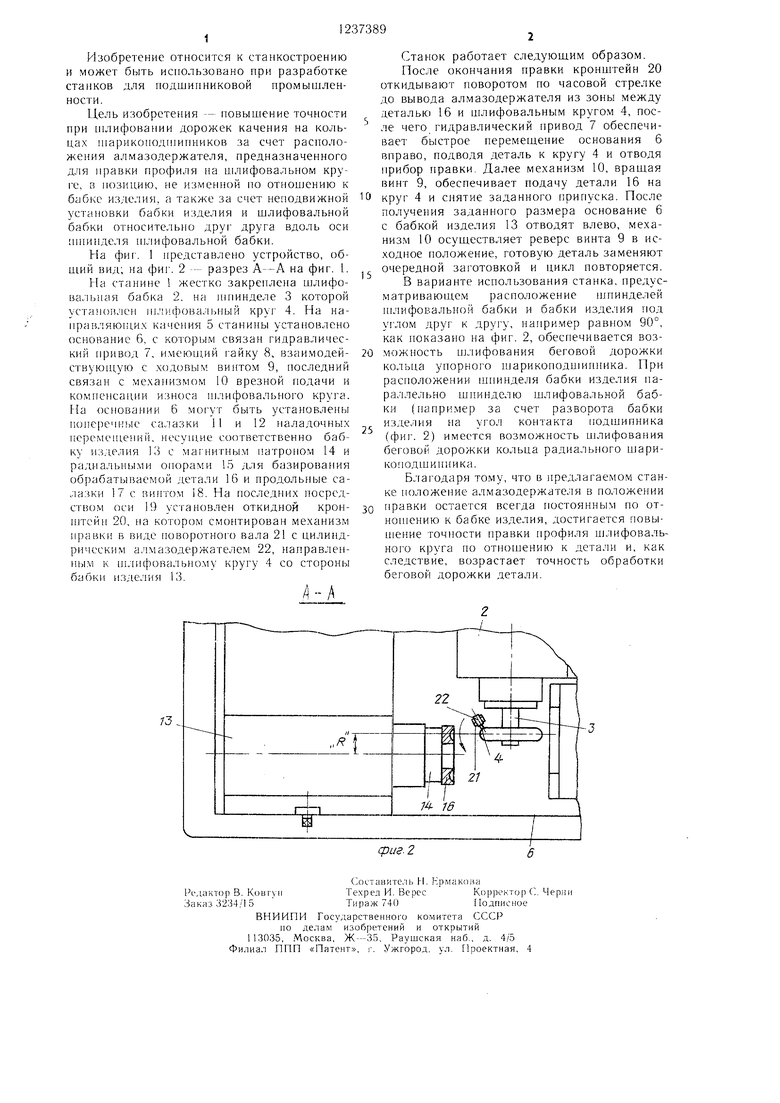
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования сферической поверхности детали | 1984 |
|
SU1178567A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Способ шлифования деталей типа колец подшипников | 1982 |
|
SU1066784A2 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |

| 0 |
|
SU406708A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
