Изобретение относится к судостроению, в частности к технологии изготовления и ремонта корпуса судна.
Цель изобретения - повышение производительности корпусных работ.
На фиг. 1 представлено положение участков корпусных конструкций АВ и ВС перед сборкой; на фиг. 2 - первый этап сборки: сведение в одну плоскость концов балок и их закрепление к обшивке; на фиг. 3 - второй этап сборки: перемещение концов балок в плоскости их стенок до совмещения и закрепление кромок обшивки на участке АВ; на фиг. 4 - третий этап сборки: сов- меш,ение и закрепление торцов балок по высоте.
Способ осуществляют следующим образом.
Подготовленную секцию после отрезки припуска и зачистки монтажных кромок окончательно устанавливают под сборку.
Установив и закрепив в районе монтажного стыка первой пары балок неприварное устройство, производят выравнивание и закрепление между собой торцов балок 1 и 2 (фиг. 1). Этой операцией достигается получение исходного положения для осуществления сборки кромок обшивки на участках АВ и ВС и стыков балок 3 и 4, 5 и 6.
Затем начинают этап сборки участка АВ путем установки неприварного уст
5
0
5
ройства на стык балок 3 и 4 (фиг. 2), сведения в одну плоскость концов балок и закрепления их к обшивке 7 и 8 прихватками 9.
После этих операций выполняют следующий этап сборки, в котором этим же устройством перемещают концы балок 3 и 4 в плоскости их стенок до совмещения кромок обшивки на участке EI и закрепляют сведенные точки кромок обшивки прихватками 10 (фиг. 3).
За счет дальнейших перемещений указанным устройством концов балок 3 и 4 кромки обшивки 7 и 8 участка АВ последовательно совмещают и закрепляют прихватками (фиг. 4).
На заключительном этапе сборки участка АВ окончательно выравнивают концы балок 3 и 4 по высоте и закрепляют прихваткой 11 (фиг. 4).
Участок обшивки ВС и балки 5 и 6 набора стыкуют и закрепляют аналогично указанным этапам сборки.
Использование предлагаемого способа позволяет сократить трудоемкость сборки за счет исключения необходимости применения временных приварных элементов (гребенок, скоб, обухов и т.п.) при стыковке кромок листов обшивки; одновременности выполне- ьшя операций сборки стыков обпливки и балок набора с одной стороны корпусной конструкции.
11
:i.
Составитель В. Долгих
Редактор И. КасардаТехред И. ВересКорректор Г. Решетник
Заказ 3248/23Ти раж 422Подиисное
ВНИИПИ Государственного комитета СССР
по де.пам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
ФШ..
г
2 ФигМ
-I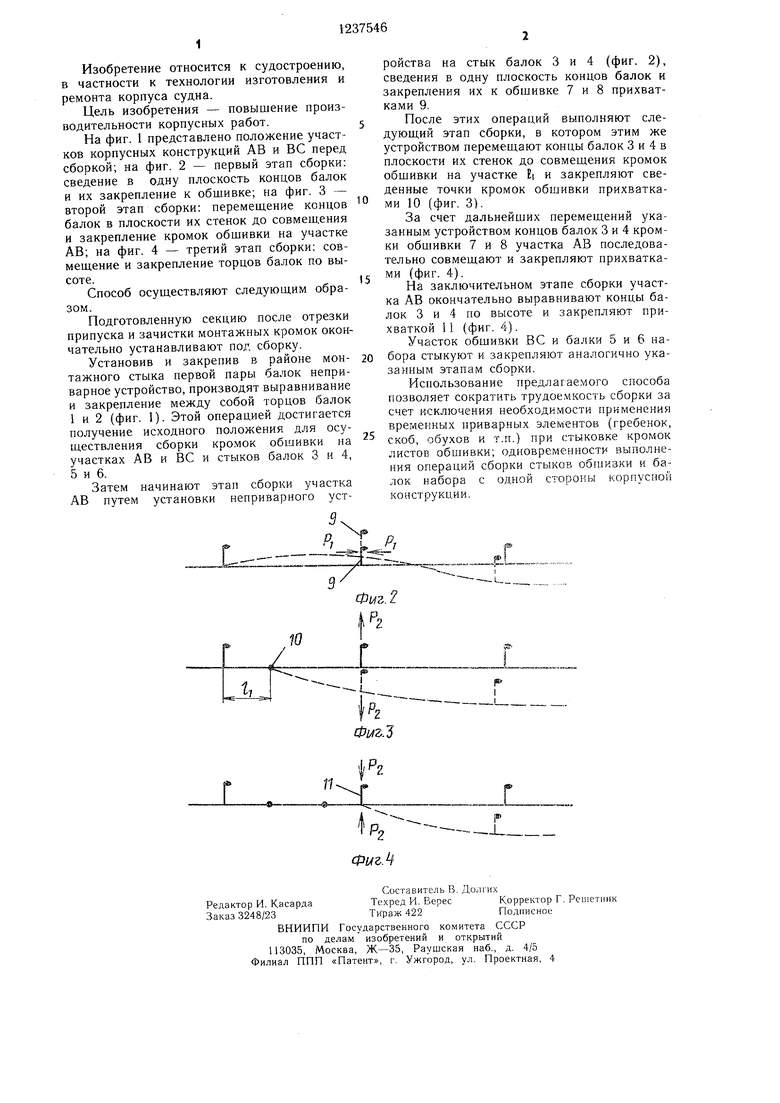
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Устройство для стыкования набора | 1985 |
|
SU1248887A1 |
| Способ изготовления плоской секции из ее модулей | 1983 |
|
SU1144930A1 |
| Способ сборки корпуса судна | 1985 |
|
SU1516419A1 |
| Способ сборки секций корпуса судна из стеклопластика | 1981 |
|
SU988640A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
| СПОСОБ УСТРАНЕНИЯ ОСТАТОЧНОГО ПРОДОЛЬНОГО ИЗГИБА СУДНА | 2004 |
|
RU2264948C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |

| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
