Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из штучных заготовок.
Целью изобретения является повышение удобства обслуживания.
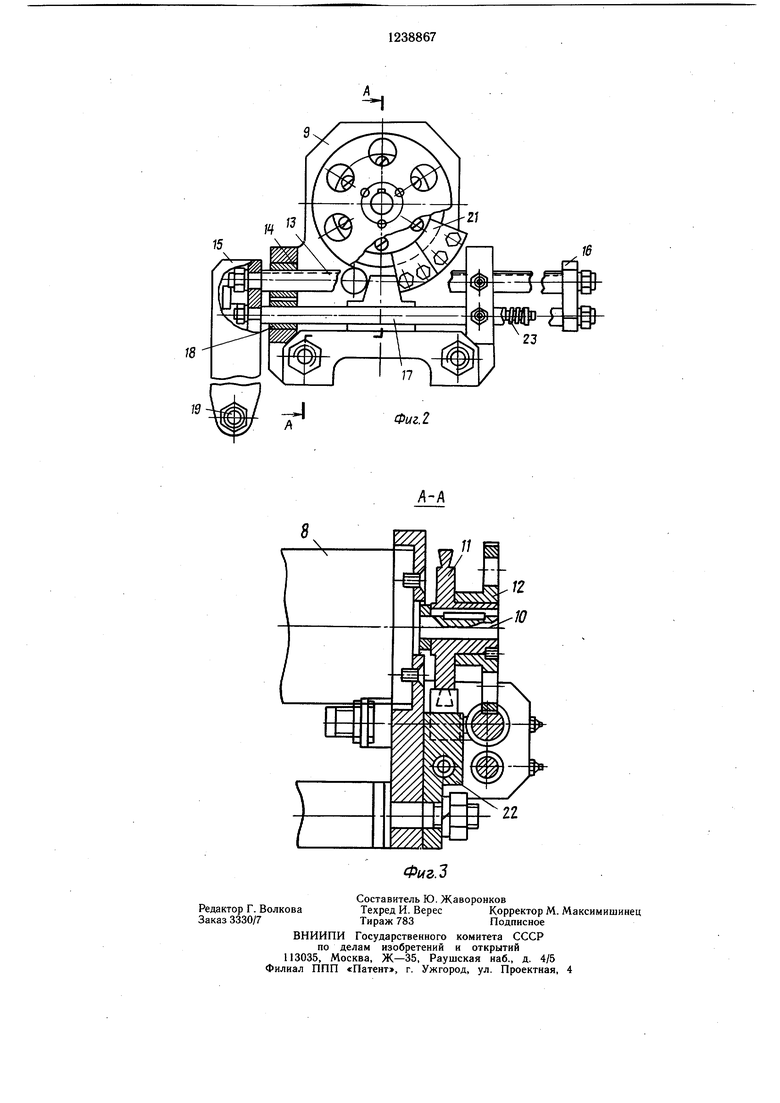
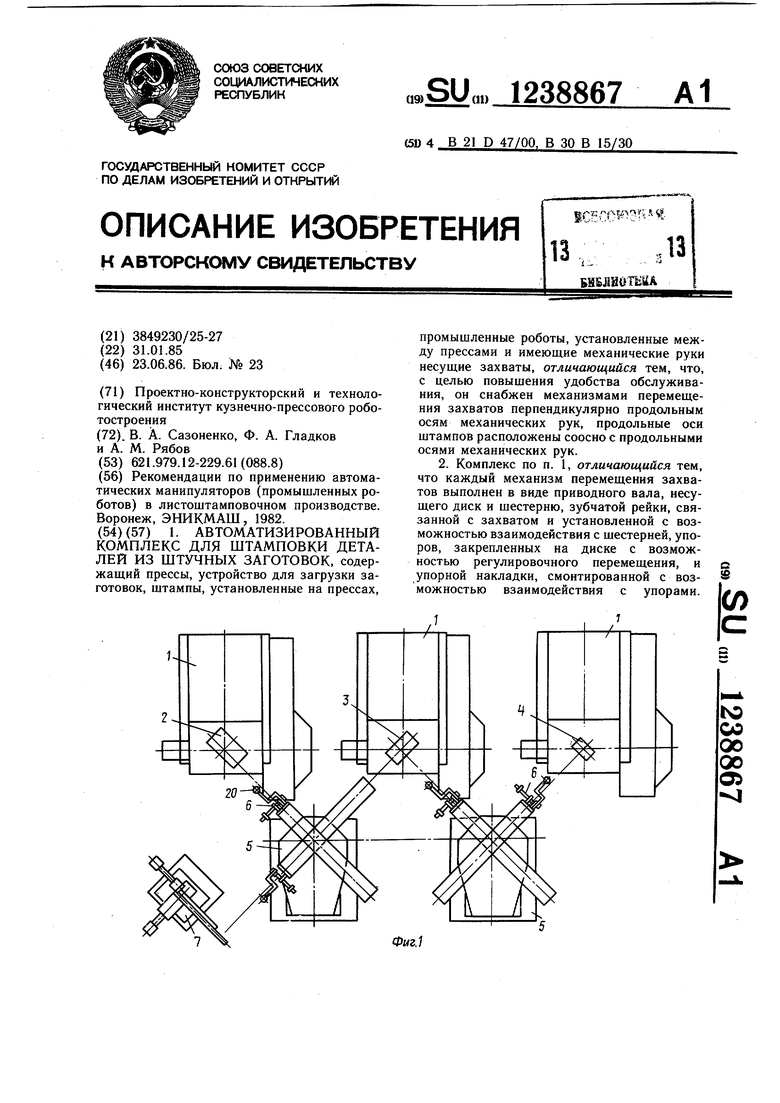
На фиг. 1 изображен автоматизированный комплекс для штамповки деталей из штучных заготовок; на фиг.2 - механизм пере- мешение захватов перпендикулярно к продольным осям механических рук; на фиг.З - разрез А-А на фиг.2.
Автоматизированный комплекс содержит три пресса 1, на столах которых установлены штампы 2-4, два промышленных робота, руки которых снабжены механизмами 6, устройство 7 для загрузки заготовок.
Компоновка выполнена с учетом размерных характеристик промышленного робота и основного оборудования, последовательности операций технологического процесса и удоб- ства обслуживания. В качестве загрузчика прессов и передатчика изделий от пресса к прессу используется промышленный робот (двурукий, пневматический), работаюший по цикловой системе. Подача заготовок на позицию захвата роботом осуществляется уст- ройством загрузочным, бункерного типа.
Штамповка стержневого инструмента осуществляется в три операции: формовка защипа; плющение; вырубка рабочей части.
Согласно технологическим операциям щтамповая оснастка комплекса включает три штампа - два формовочных и один вырубной. Конструкции штампов позволяют изготавливать всю номенклатуру стержневого инструмента путем смены рабочих деталей штампа. Контроль наличия заготовки в штампах осушествляется датчиком (не показан).
Приводом механизма 6 является пневмо- двигатель 8, закрепленный в верхней части корпуса 9. На валу 10 двигателя соосно устанавливается упорный диск 11 и шестер- ня 12, перемещающаяся зубчатую рейку 13. Рейка 13 перемещается в подшипниках 14 корпуса 9. Во избежание проворота рейки 13, ее концы соединены кронштейнами 15 и 16 со штангой 18, перемещаемой в подшипниках 18. На кронштейне 15 закрепляется ось
19 для установки захвата 20. Крепление захвата 20 - цанговое, быстросъемное. Требуемая величина перемещения рейки 13 определяется установкой подвижных упоров 21 на упорном диске 11. В нижней части корпуса 9 монтируется упорная накладка 22, в которую упираются упоры 21 при повороте диска 11. Для смягчения ударов предусмотрены пружинные амортизаторы 23.
Автоматизированный комплекс работает следующим образом.
Управление работой комплекса осуществляется от системы программного управления (не показана). Выдают сигнал на движение рук роботов вперед. После выдвижения рук вперед происходит смещение захватов вправо (при необходимости) с последующим опусканием рук вниз. Совместно одна рука робота 5 берет заготовку из загрузочного устройства 7, а другая рука этого робота берет заготовку из щтампа 2 пресса 1, аналогично одна рука другого робота - из штампа пресса 2, а другая рука этого робота - из щтампа 2 пресса 1. Далее руки роботов поднимаются вверх, захваты 20 смещаются влево в первоначальное положение и руки возвращаются назад. Робот после получения сигнала «Руки сзади и отсутствия заготовок в штампах поворачивается вправо. Происходит опрос сигнала сиихро- низации поворота. СПУ выдает сигнал и ждет ответа, что робот в положении «вправо. Отсутствие заготовки в штампах прессов разрешает поворот робота вправо с последующим выдвижением рук роботов вперед к прессам. При нахождении захватов роботов в зоне щтампов прессов по совместной команде захваты смещаются вправо (при необходимости). Далее происходит отработка следующих команд: «Руки вниз, «Захваты обесточить, «Руки вверх, «Захваты влево, «Руки назад. При этих командах происходит заготовка в штампы прессов и сброс готовой детали. Перед включением рабочего хода прессов происходит опрос наличия заготовок в штампах. При наличии заготовок включаются рабочие хода прессов и поворачиваются руки роботов влево. Поворот рук робота осуществляется после получения сигнала прохождение детали. На этом заканчивается полный цикл отработки программы.
15
16
Фиг.2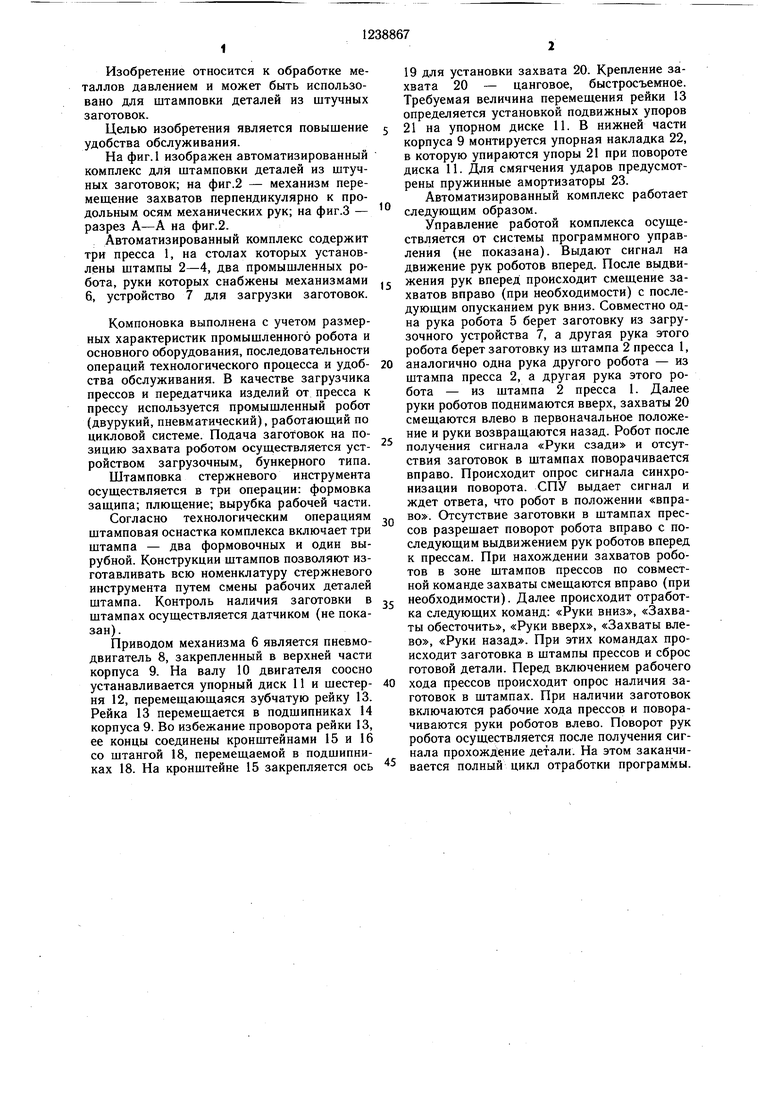
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Автоматизированный комплекс для штамповки | 1981 |
|
SU997924A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
12
22
Редактор Г. Волкова Заказ 3330/7
Фиг.З
Составитель Ю. Жаворонков
Техред И. ВересКорректор М.
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная,
| Рекомендации по применению автоматических манипуляторов (промышленных роботов) в листоштамповочном производстве | |||
| Воронеж, ЭНИКМАШ, 1982. |
