Изобретение относится к станко- троению и может быть использовано ля автоматической подачи заготовок з пруткового материала,
Цель изобретения - повышение прозводительности и надежности подачи рутка путем устранения необходимости дополнительной проточки канавки прутке и контроля за положением еханизма захвата и за зажимом прутка.
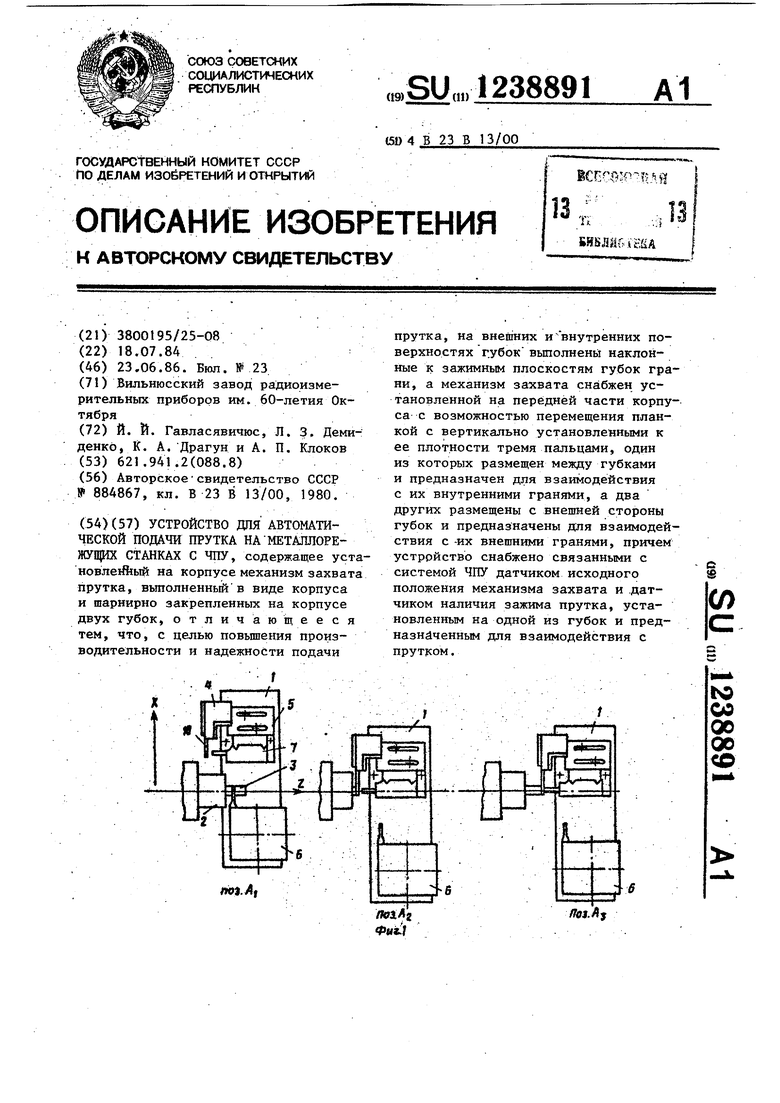
На фиг. 1 показа но устройство для автоматической подачи прутка в трех позициях; на фиг. 2 - механизм захвата, разрез,
Устройство содерзЕИТ суппорт 1 , размещенный напротив рабочего шпинделя 2, из которого выступает отрезок 3 прутка для его обработки. На суппорте I установлен механизм захвата, содержащий корпус 4 и установку 5 для перемещения механизма захвата по направлению оси.
На суппорте -1 также установлены передний резцедержатель 6 и задний резцедержатель 7. В корпусе 4 установлен гидроцилиндр (не показан), к штоку которого прикреплена планка 8, установлеиная с возможностью перемещения относительно корпуса 4. К корпусу 4 на шарнире 9 прикреплены две губки JО и 11. Между губками установлены три пальца 12-14, жестко прикрепленные к планке 8. На месте взаимодействия губок 10 и 11 с пальцами 12-14 грани 15-18 губок выполнены наклонными в сторону шарнира 9, Кроме того, к планке прикреплен датчик 19 исходного положения механизма захвата, контактирующий с губками 10 и 11. На зажимной части одной из губок 10 или 11 установлен датчик 20 наличия зажима прутка. Датчики 19 и 20 подключены к стойке ЧПУ станка (не показаны).
Устройство работает.следующим образом.
Стойка ЧПУ станка содержит программу, по которой перемещается им управляемый суппорт 1. После обработки очередной детали и ее отрезки выключают шпиндель 2 (фиг. 1, А), суппорт 1 перемещают по оси X вниз
5
0
5
0
5
0
5
0
по че.ртежу и отводят передний резцедержатель 6 до выхода из контакта с отрезком 3 прутка. После этого суппорт 1 перемещают по оси L в положение, в которо ось симметрии губок 10 и II механизма захвата проходит перпендикулярно отрезку 3 прутка, выступающему из шпинделя 2. Тогда суппорт 1 перемешают по координате X. до контакта губок 10 и 11 с отрезком 3 прутка (фиг. 1, / ). В начальном этапе зажима отрезка 3 прутка пальцы 12-14 находятся в положении, показанном на фиг. 2. Когда отрезок 3 прутка полностью находится между губками 10 и 11 включают гидроцилиндр, помещенный в корпусе 4 механизма зажима и перемещают планку 8 с установленными на нем пальцами 12- 14 вдоль неподвижных губок 10 и 11 . Вследствие перемещения пальцев 12-14 вдоль наклонных граней 15-18 губок .
10и 11, последаие зажимаются, зажимая отрезок 3 прутка. Датчик 20 наличия зажима прутка передает сигнал о зажиме стойке ЧПУ станка и зажим, установленный на шпинделе 2 станка, разжимает пруток. Суппорт 1 перемещают по оси г.и губки Ю.и 11 вытягивают отрезок 3 прутка на требуемую длину (на фиг. 1, А. Если из-за каких-то причин губки 10 и
11разжимаются, датчик 20 наличия зажима передает сигнал стойке ЧПУ и устройство останавливают. Когда отрезок 3 прутка вытянут на требуемую длину из шпинделя 2 станка, зажим шпинделя 2 зажимает отрезок 3 прутка, а губки 10 и 11 разжимают его посредством перемещения, планки 8 назад по отношению неподвижных гу- ок 10 и 11. Когда пруток разжат губками 10 и 11 , датчик исходного положения механизма зажима передает сигнал стойке ЧПУ станка и суппорт 1 отводят от отрезка 3 прутка вдоль осей
X и Z в исходное положение (фиг. 1, А), тем самым наводя передний резцедержатель 6 к исходному положению дпя продолжения обработки. Включают шпиндель 2. Начинают обработку детали. После обработки и отрезки детали цикл повторяется.
20 л
№ /5 72 /J / /
// . / /
Редактор Н. Данкулич
Заказ 3332/8 Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по дег зм изобретений и открытий 113035, Москва , Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Ф14г.2
Составитель В. Семенов
Техред И. Попович Корректор А. Обручар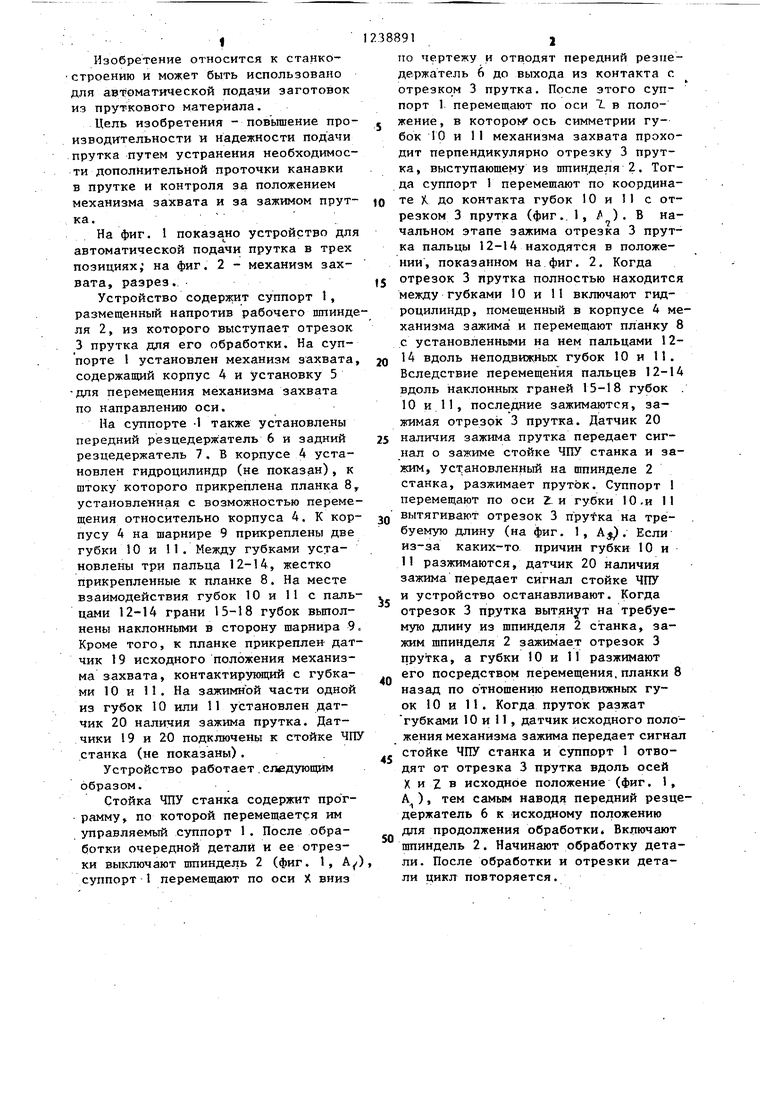
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для подачи прутка | 1990 |
|
SU1796342A1 |
| Захват для подачи прутка | 1986 |
|
SU1395428A1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Многоцелевой металлорежущий станок | 1982 |
|
SU1060399A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Захват для подачи прутка | 1989 |
|
SU1703263A1 |
| Захват для подачи прутка | 1988 |
|
SU1627331A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Устройство для автоматической подачи прутка | 1980 |
|
SU884867A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
