Изобретение относится к машинотроению, а именно к сборочному техологическому оборудованию,и предназначено для сборки деталей типа повоотных соединений завальцовкой.
Цель изобретения - повьппение качества изделия при сборке деталей типа поворотных соединений.
Указанная цель достигается путем обеспечения стабильного торцового контакта с минимальным радиальным зазором собираемых деталей, при котором обеспечивается герметичность изделия за счет стабильной и равномерной деформации обжимаемой части изделия.
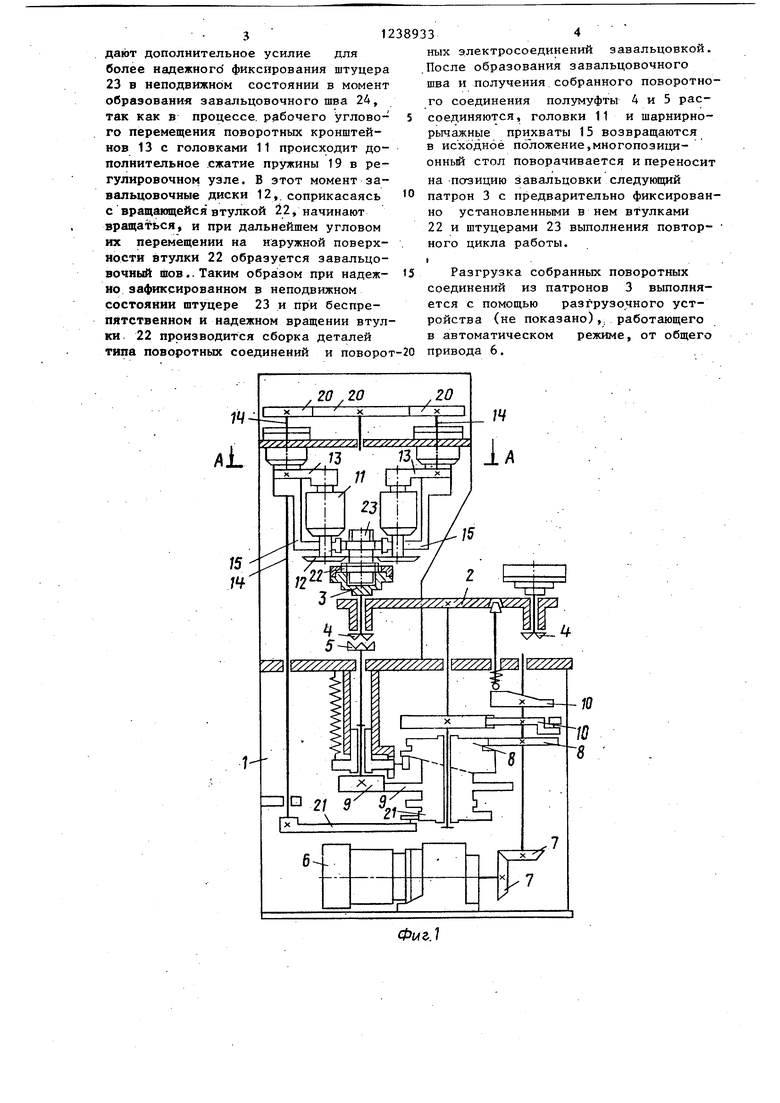
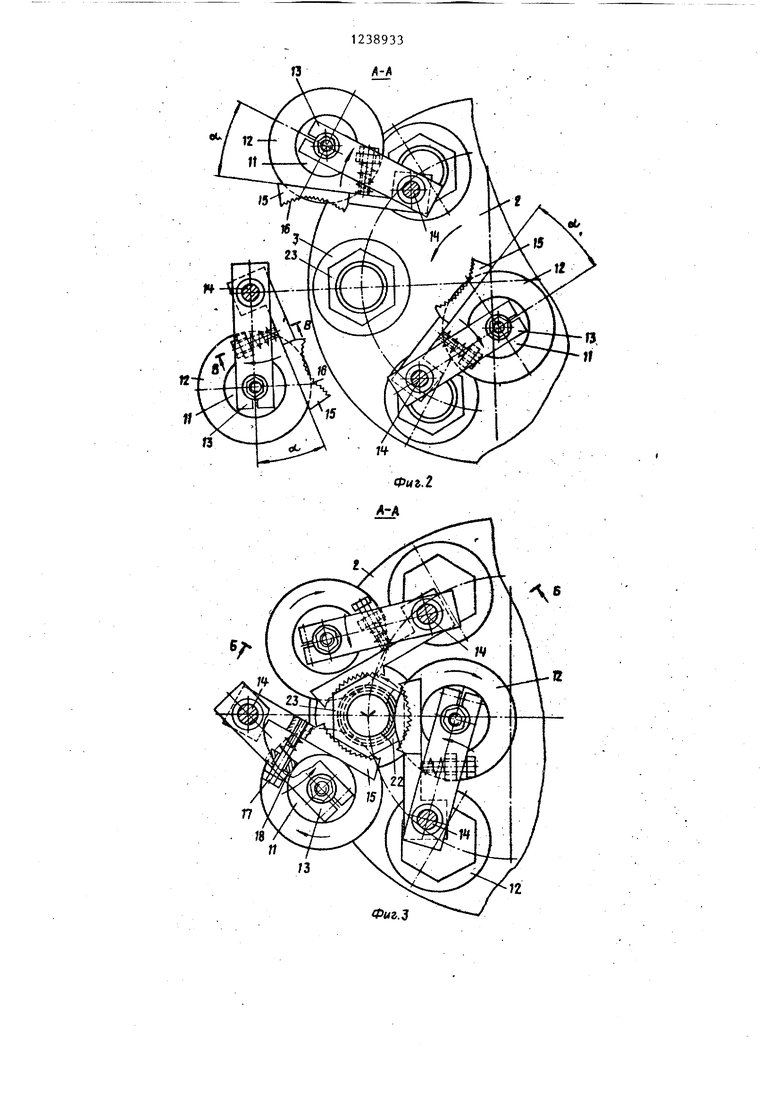
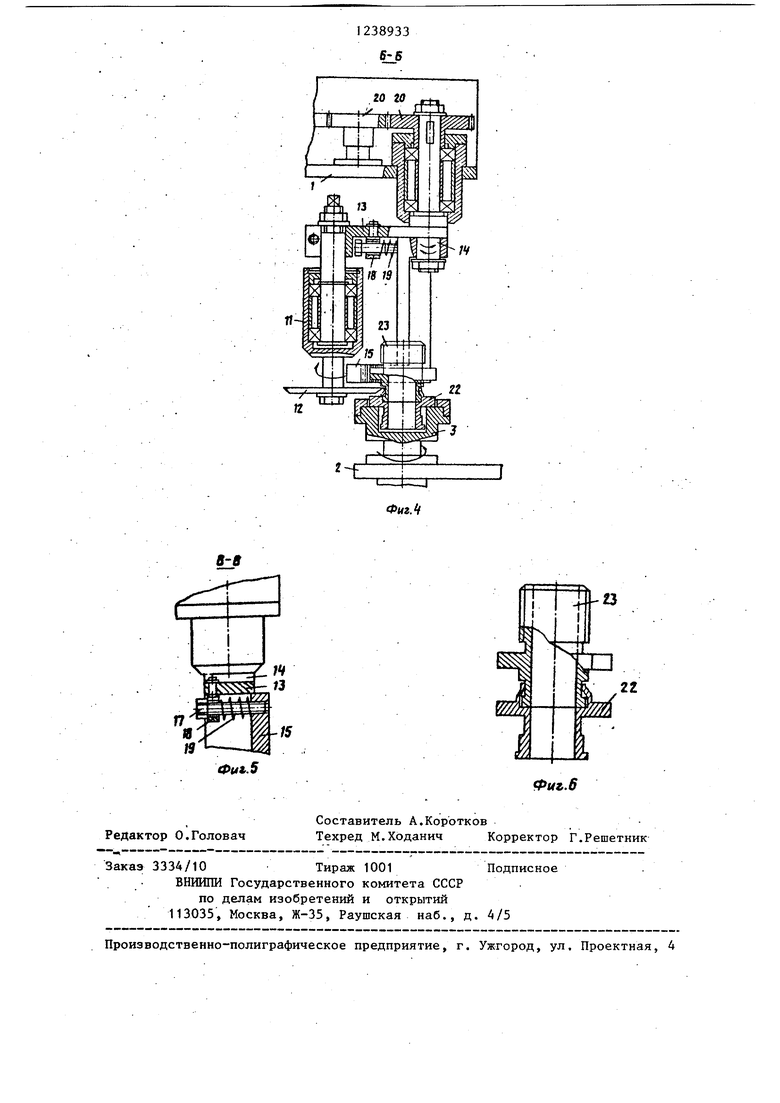
На фиг. 1 схематически показан станок для сборки деталей типа поворотных соединений завальцовкой; на фиг, 2 - разрез А-А на фиг. 1, собираемая деталь (поворотное электросоединение) находится на позиции за- вальцовки; на фиг. 3 - то же, в момент завальцовки; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - собранное на станке поворотное электросоединение.
Станок для сборки деталей типа поворотных соединений завальцовкой содержит смонтированный на станине
1многрпозиционный поворотный стол
2с патронами 3 для фиксированного размещения в них собираемых деталей. Каждый патрон имеет торцовую полумуфту 4, выполненную с возможностью ее взаимодействия на позиции завальцовки с торцовой полумуфтой . 5, связанной с приводом 6 с помощью кинематической цепи зубчатых передач 7-9.
В свою очередь, многопозиционньй поворотный стол 2 также связан с приводом 6 кинематической цепью зубчатых передач 7 и 10 циклического действия (в режиме Выстой - поворот).
На станине 1 также размещен меха- низм завальцовки, содержащий головки 11с завальцовочными дисками 12, установленными с возможностью свободного вращения на дополнительно введенных поворотных кронштейнах 13, закрепленных на приводных валах 14.
На приводных валах 14 под углом ai относительно поворотных кронштейнов 13 в напра влении поворота головок 11 в направлении собираемого из
делия установлены шарнирно-рычажные прихваты 15, на вогнутых рабочих поверхностях которых выполнены рифления - насечки 16. Шарнирно-рычажные прихваты 15 связаны с поворотными кронштейнами 13 регулировочным узлом, содержащим винт 17, головка которого упирается в выступ 18 поворотного кронштейна 13 под действием пружины 19, расположенной между выступом 18 и шарнирно-рычажным прихватом 1.5.
Приводные валы 14 кинематически связаны между собой цепью зубчатых
передач : 20 и,свою очередь,, кинематически связаны с общим приводом 6 с помощью одного из приводных валов 14, кулачково-рычажного устройства 21 и кинематической цепи зуб0 чатых передач 7 и 8.
Станок для сборки поворотных соединений завальцовкой работает следующим образом.
В патроны 3 многопозиционного по5 воротного стола 2 последовательно фиксированно устанавливаются детали типа поворотных соединений, а также поворотных электросоединений,. состоящих из втулки 22 и штуцера 23.
0 При включении в работу привода 6 с помощью - кинематических цепей зубчатых передач 7 и 10 производится поворот многопозиционного стола 2. Патрон 3 с втулкой 22 и установленным в ней штуцером 23 переме- . щается на позицию завальцовки.
, Посредством кинематической цепи зубчатых передач 7-9 от привода 6 полумуфты 4 и 5 соединяются между со0 происходит вращение патрона 3 вместе с втулкой 22 и штуцером 23. При этом одновременно происходит угловое перемещение головок 11 с завальцовочными дисками 12 и шар.. нирно-рычажных прихватов 15 от привода 6 с помощью приводных вгшов 14, цепью зубчатых . передач 20, кулачково- рычажного механизма 21 и .цепью зубчатых переда ч 7 и 8.
При наличии углового смещенияс относител1 но поворотных кронштейнов 13 шарнирно-рычажные прихваты 15,на вогнутых рабочих поверхностях которых выполнены рифления-насечки 16, с некоторым опережением взаимодейст вуют со штуцером 23 и фиксируют его в неподвижном состоянии.
При этом регулировочные узлы с по мощью выступа 18 и пружины 19 соз5
0
дают дополнительное усилие для более надежного фиксирования штуцера 23 в неподвижном состоянии в момент образования завальцовочного шва 24, так как в процессе, рабочего углово- го перемещения поворотных кронштейнов 13 с головками 11 происходит дополнительное сжатие пружины 19 в регулировочном узле. В этот момент за- вальцовочные диски 12, соприкасаясь с вращающейся втулкой 22, начинают вращаться, и при дальнейшем угловом их перемещении на наружной поверхности втулки 22 образуется завальцо- вочный шов..Таким образом при надеж- но зафиксированном в неподвижном состоянии штуцере 23 и при беспрепятственном и надежном вращении втулки 22 производится сборка деталей типа поворотных соединений и поворот
ных электросоединений завальцовкой. После образования завальцовочного шва и получения собранного поворотного соединения полумуфты 4 и 5 рассоединяются, головки 11 и шарнирно- рычажные прихваты 15 возвращаются в исходное положение,многопозиционный стол поворачивается и переносит на позицию завальцовки следующий патрон 3 с предварительно фиксированно установленными в нем втулками 22 и штуцерами 23 выполнения повтор- ного цикла работы. I
Разгрузка собранных поворотных соединений из патронов 3 выполняется с помощью разгрузочного устройства (не показано),. работающего в автоматическом режиме, от общего привода 6.
14
Фиг.
ou
П
/3
)2
Фиг.З
1238933 В-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Многопозиционный сборочный автомат | 1990 |
|
SU1691048A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автомат для сборки деталей завальцовкой | 1983 |
|
SU1094716A1 |
| Многопозиционное зажимное устройство | 1981 |
|
SU975305A1 |
| УСТРОЙСТВО ДЛЯ ЗАВАЛЬЦОВКИ ДЕТАЛЕЙ | 1997 |
|
RU2119397C1 |
| УСТРОЙСТВО ДЛЯ ЗАВАЛЬЦОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2006313C1 |
| Устройство для армирования металлическими кольцами основных бумажных патронов | 1957 |
|
SU113703A1 |
| Устройство для сборки щек многорядных пластинчатых цепей | 1971 |
|
SU499087A1 |
| Станок для сборки узлов деталей типа вал-втулка | 1976 |
|
SU580080A1 |
17
фцг.б
23
Фил.6
Редактор О.Головач
Составитель А.Коротков Техред М.Ходанич Корректор Г.Решетник
Заказ 3334/10Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Металлорежущие станки /Под ред | |||
| проф.В.К.Тепинкичиева.мГ:Машиностро- ение, 1973, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| Авторское свидетельство СССР | |||
| Устройство для сборки вальцовкой тел вращения | 1977 |
|
SU737190A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат для сборки деталей завальцовкой | 1983 |
|
SU1094716A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
