t
Р1зобретение относится к областц подачи радиодеталей, в частности к ус1 ройствам .для ориентации деталей, преимущественно металлизированных заготовок конденсаторов.
Цель изобретения - повьшение производительности в работе.
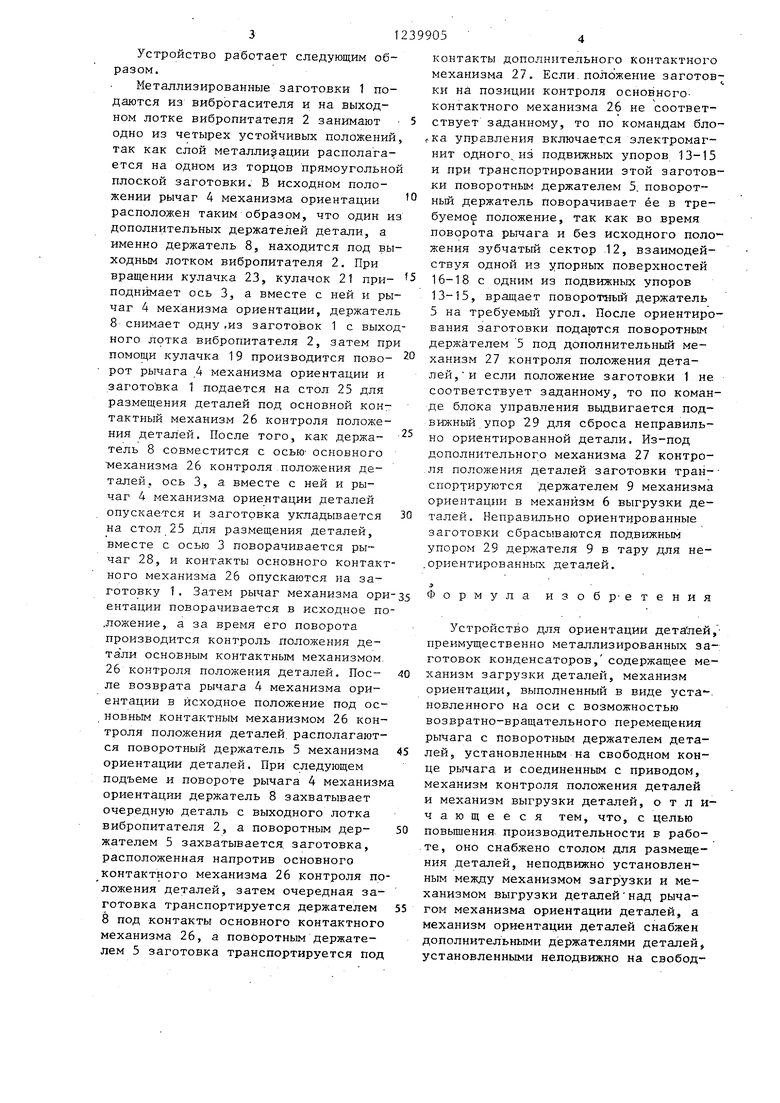
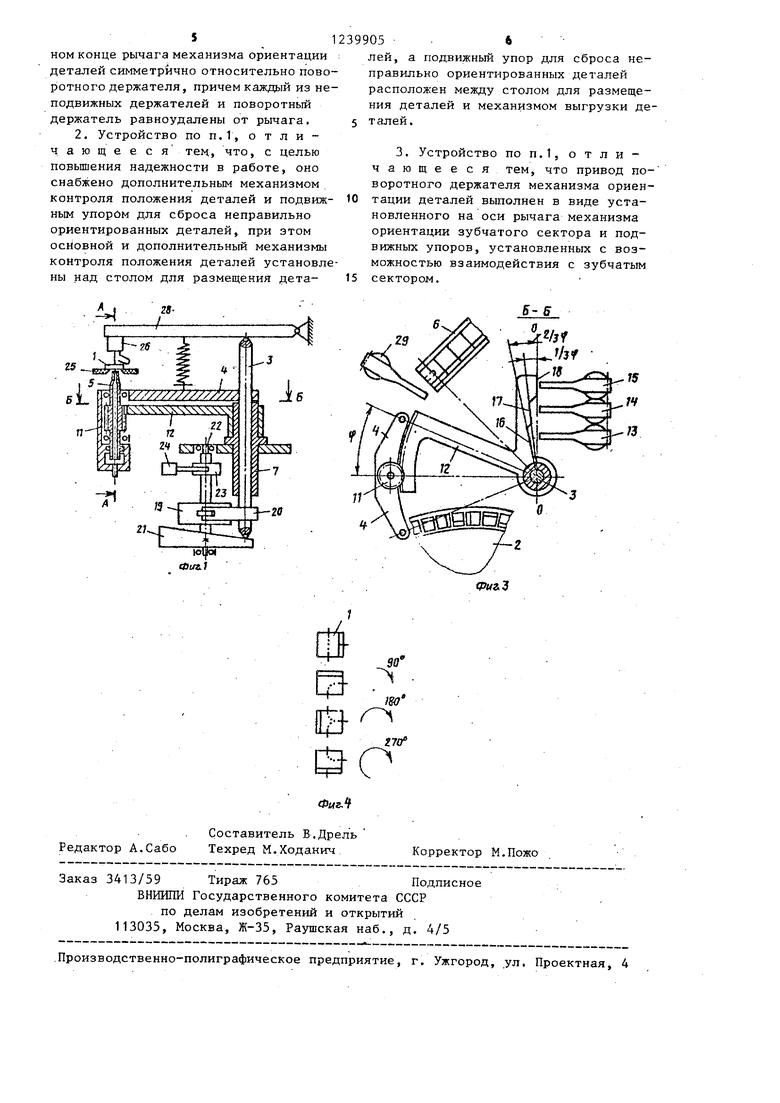
На фиг.1 показано устройство, общий вид на фиг.2 - разрез А-А на фиг.1 на фиг.З - разрез Б-Б на фиг. 1j на фиг.4 - схема ориентации металлизированных заготовок конденса-торов.
Устройство предназначено для ориентации металлизированных заготовок 1 конденсаторов, оно содержит механизм загрузки деТапей, выполненный в. виде вибропитателя 2, механизм .ориентации, выполненный в виде уста новленного на оси 3 с возможностью возвратно-вращательного перемещения рычага 4 с поворотным держателем 5 деталей, ус тановленным на свободном конце рычага 4, и механизм б выгрузки деталей. Ось 3 рычага 4 установлена во втулке 7. Механизм ориентации снабжен дополнительными держателями 8 и 9 деталей, которые неподвижно установлены на свободном конце рычага 4 механизма ориентации сим метрично относительно поворотного держателя 5, причем каждый из непод- держателей 8 и 9 и поворотный держатель 5 равноудалены or оси 3 рычага 4. Угловые расстояния между каждым из неподвижных держателей 8 и
9 и поворотным держателем 5 равны углу возвратно-вращательного перемещения рычага 4 вокруг оси 3. Все держатели 5, 8 и 9 деталей выполнены в виде вакуумных присосок, каждая из которых соединена с распределительной полостью 10.
1
.Поворотный держатель 5 соединен с
приводом его вращения при помощи укрепленной по осям шестерни 11.-Привод поворотного держателя механизма ориентации деталей выполнен в виде установленного на втулке 7 оси 3 рычга зубчатого сектора 12, соединенног с шестерней 11, и подвижных упоров 13-15, установленных с возможностью взаимодействия с зубчатым . 12, Каждый из подвижных упоров 13-15 перемещается при помощи электромагнитов. Зубчатый сектор 12 выполнен в виде двуплечего рычага, на одном плече выполнен зубчатый венец, а вто
239905 . 2
рое плечо выполнено ступенчатой формы с упорными поверхностями 16-18. Каждаш из подвижных упоров 13-15 установлен с возможностью взаимодейст5 ВИЯ с соответствующими упорными поверхностями 16-18 зубчатого сектора 12.
Возвратно-вращательное перемещение рычага 4 осуществляется при помо10 щи кулачка 19, рычага 20 и пружины (не показана). Для перемещения рычага вдоль оси вращения предназначен кулачок 21, установленный на кулачковом валу 22, на котором также ус5 тановлен кулачок 23, установленный с возможностью взаимодействия с контактом 24, соединейным с блоком управления (не показан). Между вибропитателем 2 и механизмом 6 выгрузки дета20 лей установлен подвижно стол 25 для размещения деталей, в котором выполнена прорезь для прохода держателей 5, 8 и 9 механизма ориентации. Устройство содержит также основной кон25 тактный механизм 26 для контроля по- л;ожения деталей и дополнительный контактный механизм 27 для контроля положения деталей, которые установлены над столом 25 для размещения .деталей 30 и закреплены на свободном конце рычага 28.
5
0
Расстояние между основным контактным механизмом 26 и дополнительным контактным механизмом 27 выполнено соответствующим величине возвратно- вращательного перемещения рычага 4 механизма ориентации деталей, Рьгчаг 28, на котором закреплены контактные механизмы для контроля положения деталей, установлен с возможностью взаимодействия с осью 3 рычага механизма ориентации деталей. Основной контактный механизм 26 контроля положения деталей предназначен для проверки исходного положения деталей, а дополнительный, контактный механизм 27 контроля положения деталей предназначен для проверки положения ориентированных деталей. Основной и дополнительный механизмы 26 и 27 соединены с блоком управления (не показан). Между столом 25 для размещения деталей и механизмом6 выгрузки деталей установлен подвижный упор 29, подпружи 5 ненньш для сброса в тару (не показана) неправильно ориентированных деталей. Перемещение подвижного упора 29 осуществляется при помощи электромагнита.
5
0
3
Устройство работает следующим образом.
Металлизированные заготовки 1 подаются из виброгасителя и на выходном лотке вибропитателя 2 занимают одно из четырех устойчивых положени так как слой металлизации располагается на одном из торцов прямоугольн плоской заготовки. В исходном положении рычаг 4 механизма ориентации расположен таким образом, что один дополнительных держателей детали, а именно держатель 8, находится под входным лотком вибропитателя 2. При вращении кулачка 23, кулачок 21 при поднимает ось 3, а вместе с ней и рчаг 4 механизма ориентации, держате 8 снимает одну ,из заготовок 1 с выхного лотка вибропитателя 2, затем п помощи кулачка 19 производится пово рот рычага 4 механизма ориентации и заготовка 1 подается на стол 25 для размещения деталей под основной контактный механизм 26 контроля положения детал ей. После того, как держатель 8 совместится с осью- основного механизма 26 контроля .положения деталей, ось 3, а вместе с ней и рычаг 4 механизма ориентации деталей опускается и заготовка укладывается на стол 25 для размещения деталей, вместе с осью 3 поворачивается рычаг 28, и контакты основного контакного механизма 26 опускаются на заготовку 1. Затем рычаг механизма ор ентации поворачивается в исходное п .ложение, а за время его поворота производится контроль положения де- та ли основным контактным механизмом 26 контроля положения деталей, Пос- ле возврата рычага 4 механизма ориентации в исходное положение под основным контактным механизмом 26 контроля положения деталей, располагаются поворотный держатель 5 механизма ориентации деталей. При следующем подьеме и повороте рычага 4 механиз ориентации держатель 8 захватывает очередную деталь с выходного лотка вибропитателя 2, а поворотным дер- жателем 5 захватывается, заготовка, расположенная напротив основного контактного механизма 26 контроля пложения деталей, затем очередная заготовка транспортируется держателем 8 под контакты основного контактног механизма 26, а поворотным держателем 5 заготовка транспортируется под
контакты дополнительного контактного механизма 27. Если, положение заготовки на позиции контроля основного- контактного механизма 26 не соответствует заданному, то по командам блока управления включается электромагнит одного, из подвижных упоров 13-15 и при транспортировании этой заготовки поворотным держателем 5. поворотный держатель поворачивает ее в требуемое положение, так как во время поворота рычага и без исходного положения зубчатьм сектор 12, взаимодействуя одной из упорных поверхностей 16-18 с одним из подвижных упоров 13-15, вращает поворо гетый держатель 5 на требуемьш угол. Посхш ориентирования заготовки подаются поворотным держателем 5 под дополнительный механизм 27 контроля положения деталей, и если положение заготовки 1 не. соответствует заданному, то по команде блока управления вьщвигается под вижньш упор 29 для сброса неправильно ориентированной детали. Из-под дополнительного механизма 27 контроля положения деталей заготовки тран- спортируются держателем 9 механизма ориентац1 и в механизм 6 выгрузки деталей. Неправильно ориентированные заготовки сбрасываются подвижным упором 29 держателя 9 в тару для неориентированных деталей.
S
Формула изобр-етения
Устройство для ориентации дета лей, преимущественно металлизированных заготовок конденсаторов, содержащее механизм загрузки деталей, механизм ориентации, выполненный в виде уста-, новленного на оси с возможностью возвратно-вращательного перемещения рычага с поворотным держателем деталей, установленным на свободном конце рычага и соединенным с приводом, механизм контроля положения деталей и механизм выгрузки деталей, о т л и- чающееся тем, что, с целью повьшения. производительности в работе, оно снабжено столом для размещения деталей, неподвижно установленным между механизмом загрузки и механизмом выгрузки деталей над рычагом механизма ориентации деталей, а механизм ориентации деталей снабжен дополнительными держателями деталей, установленными неподвижно на свобод51
ном конце рычага механизма ориентации деталей симметрично относительно поворотного держателя, причем каждый из неподвижных держателей и поворотный держатель равноудалены от рычага.
2. Устройство по n.i, отличающееся тем, что, с целью повьтения надежности в работе, оно снабжено дополнительным механизмом контроля положения деталей и подвижным упорйм для сброса неправильно ориентированных деталей, при этом основной и дополнительный механизмы контроля положения деталей установле ны над столом для размещения дета239905 . 6
: лей, а подвижный упор для сброса неправильно ориентированных деталей расположен между столом для размещения деталей и механизмом выгрузки де- 5 талей,
3. Устройство по П.1, отличающееся тем, что привод по- воротного держателя механизма ориен10 тации деталей выполнен в виде установленного на оси рычага механизма ориентации зубчатого сектора и подвижных упоров, установленных с возможностью взаимодействия с зубчатым
15 сектором.
-.
Т-2ff
ioljor Фиг.1
Б-6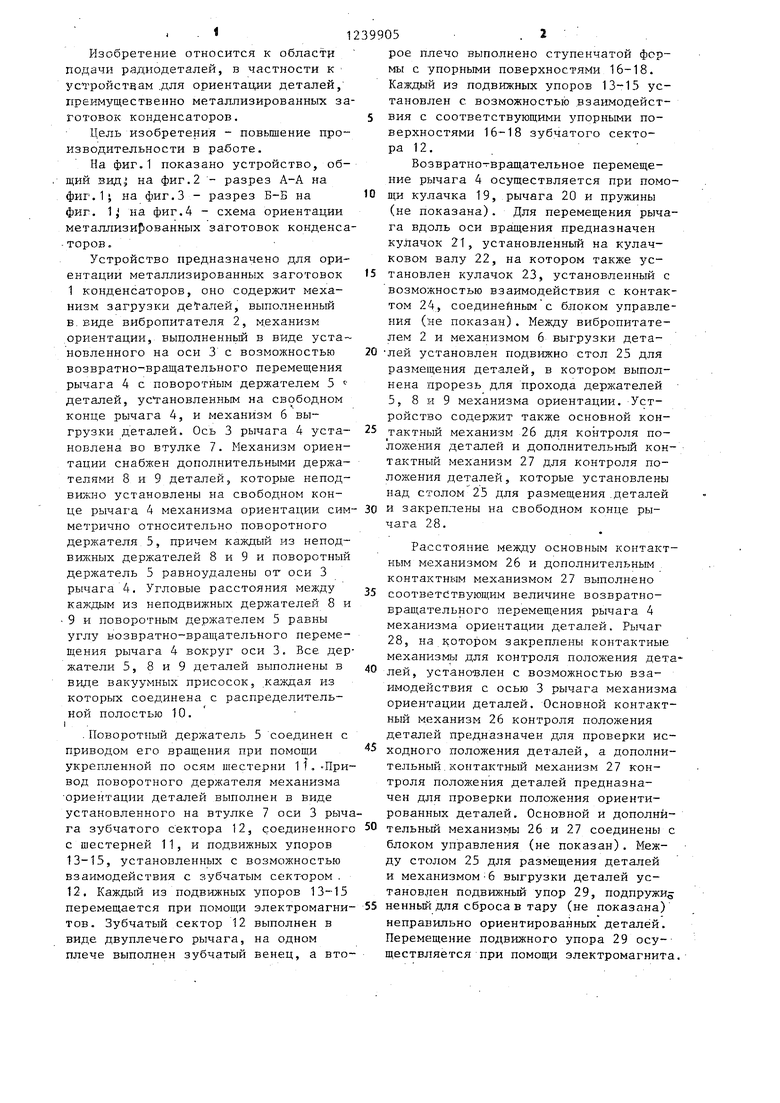
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для загрузки изделий | 1987 |
|
SU1580605A1 |
| Устройство для ориентации заготовок | 1987 |
|
SU1506605A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Автомат для контактной точечной сварки | 1986 |
|
SU1357168A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
Изобретение касается подачи радиодеталей. Цель изобретения - повышение производительности работы устройства. При подъеме рычага (Р) 4 держатель 8 захватывает заготовку 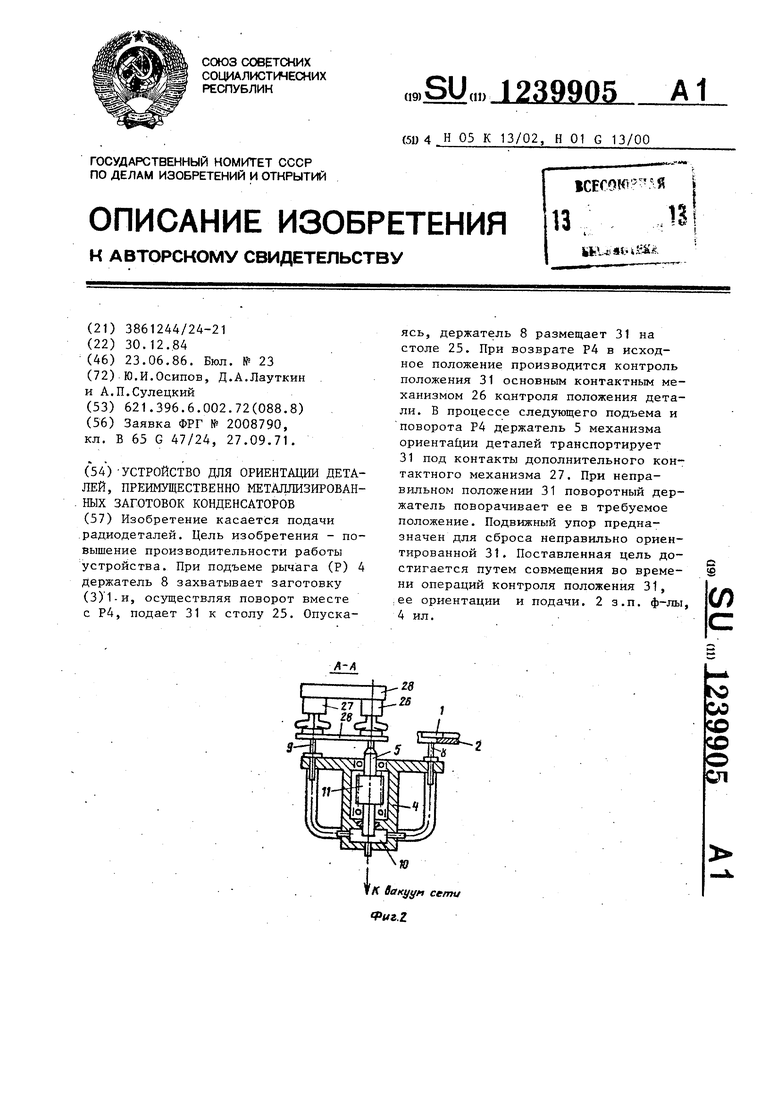
90
Редактор А.Сабо
Фиг. }
Составитель В,Дрель Техред М.Ходанич
Заказ 3413/59 Тираж 765Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Пожо
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ ЗАПИРАТЕЛЬНОГО АППАРАТА ПРЯМОЙ КИШКИ И БЛОК ИЗМЕРЕНИЯ И ДОЗИРОВАННОГО РАЗДРАЖЕНИЯ | 1990 |
|
RU2008790C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
