Изобретение относится к порошковой металлургии, в частности к способам получения медного порошка электролизом.
Целью изобретения явдяется повы- шение производительности процесса электролиза, повьшение дисперсности порошка и облегчение обслуживания электролизных ванн за счет удлинения периода непрерьшного наращивани порошка на катоде.
Пример 1. В электролизную ванну заливают электролит следующего состава, г/л:
Сульфат меди безводный 25 Серная кислота 140 В ванну завешивают цилиндрический медный катод диаметром 1,2.10 и два медных анода при соотношении рабочей поверхности катода и поверхности анодов 1:12. На электролизер подают линейно изменяющееся напряжение, обеспечивающее линейное изменение катодной плотности тока от 300 до 4400 А/м со скоростью 410 А/м .ч в течение 10 ч. Начальное значение плотности тока 300 А/м является величиной предельной плотности тока осаждения меди из электролита данного состава..
Электролиз ведут непрерывно при скорости циркуляции электролита 0,8 л/ч и температуре . Порошок не стряхивают с катода в течение всго процесса электролиза.
Пример2. В электролизную ванну заливают электролит следуюш;е- го состава, г/л:
Сульфат меди безводный 30 Серная кислота1 40
На ванну подают лицейно изменяющееся напряжение, обеспечивающее лиКатодная плотность тока, А/м
300-4400 380-5455 480-4545 1700
Концентрация Си г/л
2 +
10
Скорость развертки тока, А/М-,Ч
410
нейное изменение плотности тока от 380. до 5455 А/м со ско)остью
2000 А/м -,ч в.течение 2,54 ч. Начальное значение плотности тока являет-
ся величиной предельной плотности тока осаждения меди из электролита далного состава. Остальные условия процесса электролиза такие же, как в примере 1.
Пример,В электролизную ванну заливают электролит следуюш;его состава, г/л:
Сульфат меди безводный 40 Серная кислота1 40
На ванну подают линейно изменяющееся напряжение, обеспечивающее линейное изменение катодной плотности тока от 480 до 4545 А/м со скоростью 2000 А/м,ч в течение 2,03 ч,
Начальное значение плотности тока 480 А./М является величиной предельной плотности тока осаждения меди из электролита данного состава. Остальные условия процесса электролиза такие же, как в примере 1,
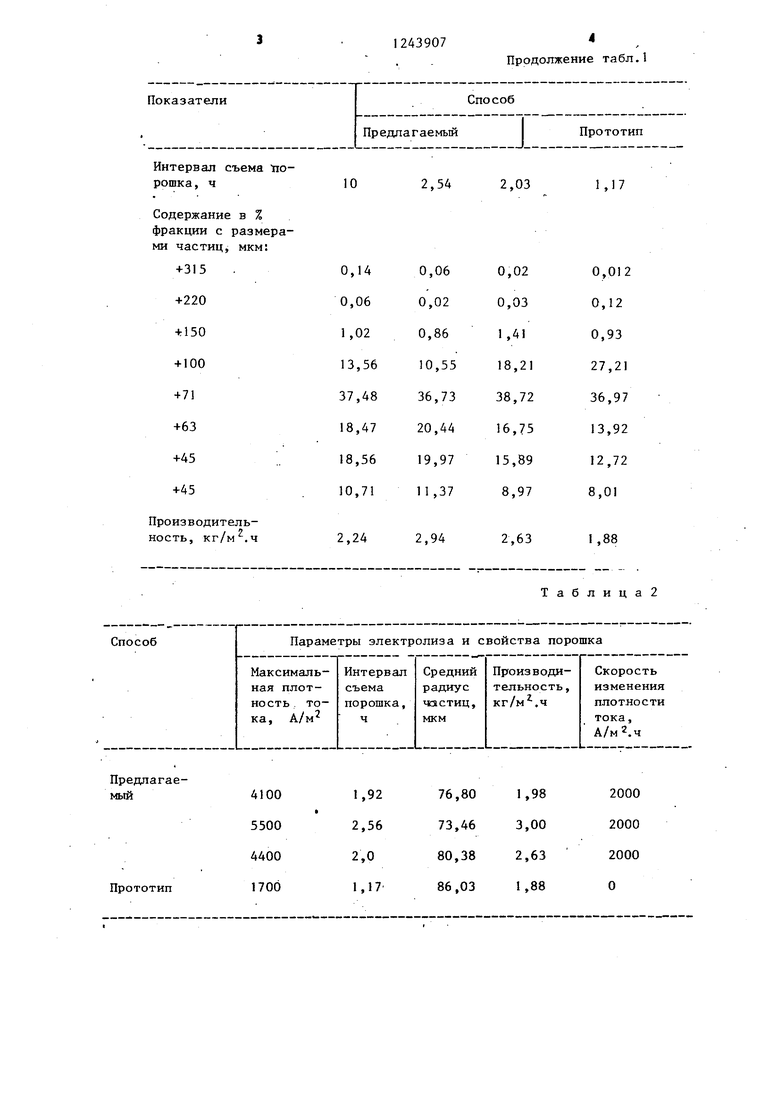
Результаты экспериментов приведены в табл, 1 ,
Обоснование граничных значений предлагаемых интервалов максимальных
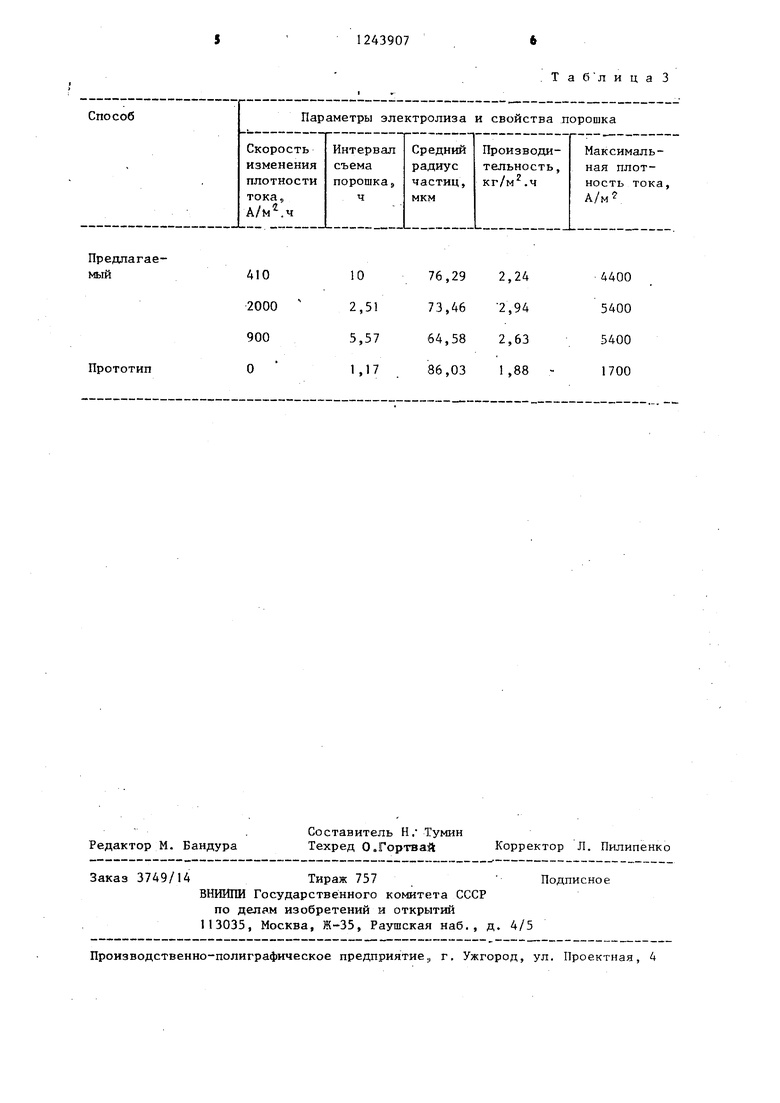
плотностей тока приведено в табл,2, а скоростей изменения,плотности тока в табл, 3.
Как следует из представленных данныхJ предлагаемьш способ получения медного порошка по сравнению со способом-прототипом позволяет повысить производительность процесса электролиза и дисперсность порошка, а также облегчить обслуживание электролизных ванн за счет удлинения периода непрерывного наращивания порошка на катоде ,
Таблица 1
12
16
12
2000
2000
Интервал съема порошка, ч
Содержание в % фракции с размерами частиц, мкм:
4100 5500 4400 1700
Продолжение табл.1
2,54
2,03
1,17
Таблица2
ПредлагаеРедактор М. Бандура
Составитель Н. Тумин Техред О.Гортвай
Заказ 3749/14Тираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открыти 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,, г, Ужгород, ул. Проектная, 4
Таб лицаЗ
Корректор Л. Пилипенко
Подписное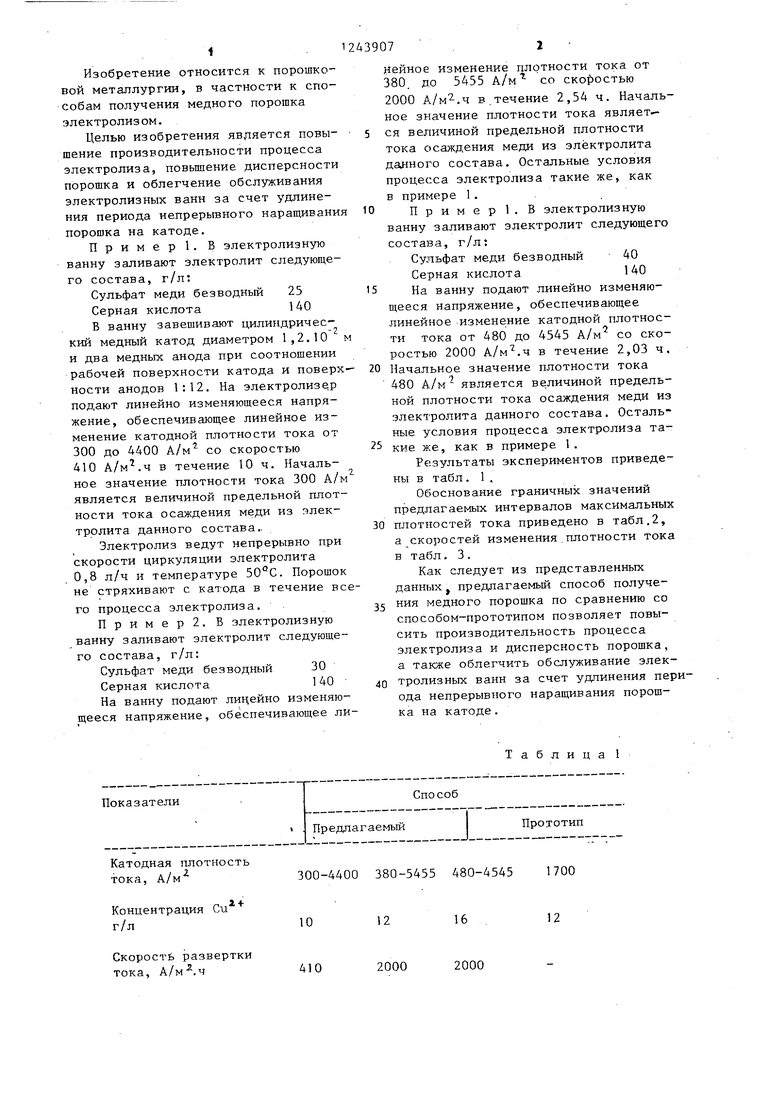
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОРОШКА | 2014 |
|
RU2574185C1 |
| Способ получения медного порошка электролизом | 1985 |
|
SU1346697A1 |
| Способ получения медного ультрадисперсного электролитического порошка | 2019 |
|
RU2736108C1 |
| Электролит для получения медного порошка электролизом | 1986 |
|
SU1418349A1 |
| Способ получения никелевого порошка электролизом из сульфат-хлоридного электролита | 1985 |
|
SU1257120A1 |
| Способ электролитического получения меди | 1989 |
|
SU1691426A1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛУЖЕНЫХ ОТХОДОВ МЕДИ | 2022 |
|
RU2795912C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2003 |
|
RU2233913C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 1999 |
|
RU2141010C1 |
| СПОСОБ МЕДНЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДНЫХ ВОЛОКОН | 2006 |
|
RU2328551C1 |
| Центробежная установка для испытания образцов | 1985 |
|
SU1305562A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| № Порошковая металлургия, 1978, 12, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
