Изобретение относится к черной и цветной металлургии и может быть использовано нреимуществеино при экспериментальных исследованиях процесса деформации при прокатке.
Цель изобретения - обеспечение по- Бьаиения точности измерения.при эксие риментальных исследованиях процесса прокатки, осущестЁление деформации предварительно нанряженной заготовки
U
На фиг.I показана схема прокатки с приложением к заготовке сил, уравновешенпых в самой заготовке; па фиг. 2 - разрез на фиг.I; I на фиг.З - схема прокатки одиовре- I ;.1еино двух заготовок; на фит.4 - впд В на фиг.З; на фиг,5 - эпюра давле- и.я металла на валки с прилолсенинм внешней силы; на .6 - то же, с приложением внутренних сил.
Способ реализуется при прокатке, полой заготовки I , в .которой установлен гидравлический ци- jHuyip 2. Заготовка, прокатываемая ,. в калиброванных валках 3, снабжена раздвижн,1М прижт-юм 4, соединеннь Л с yпopo 5 и со штоком 6 цилиндра 2,
8валках 7 и 8 можно прокатывать одновременно две сплошные заготовки
9и 10, при этом пазы по.концам . заготовок вставляют планки 11, сое- дй}1епные с корпусом гидравлического цилпщра и его штоком, а цилиндр
2 устанавливают между заготовками. Способ осуществляется следующш- образом.
В полую заготовку 1 устанавл1гоа- от цилиндр 2, вводят упор 5 с прижимом 4 и фиксируют от перемещения относительно за готовки. Далее от гидросистемы создают в цилиндре 2 давле1И-1е и он через шток 6 и упор 5 растягивает заготовку 1 заданным усилием.
После этого осущест-вляют прокатку при комнатной темнературе полой заготовки 1 с расположенньЕ 1 впутри нее с зазором гидравлическим цилиндром 2 в валках 3 с кругльми калибрами. При этом измеряют масдозами си- лы прокатки, момепты на шпинделях - тензодатчиками или иными известными способами, и измеряют мощность деформации. Все параметры измеряют при прокатке без натяжений и с натяжениями при одинаковых режимах, что позво ляет исследовать влияние схемы паи
0
5
0
5
0
5
0
5
ряженного состояния на энергосиловые параметры,
В дальнейшем осуществляют ирокат- ку заготовки при реверсе, валков 3 в обратном направлении. Этот цикл повто 5 1ют в течение ряда проходов, измеря;: при этом силы и мощность.
За1Ч)то.вка 1 при иластической деформации удлиняется, а соответственно увеличивается расстояние между цилиндром 2 и упором 5 с перемещением штока б,
Натяжение в заготовке может быть создано через раздвижиой прижим 4 путем прижатия его элементов к В1гут- peHHeii новерхности заготовки, при этом СИЛЫ пр1 кладьша1отся поочередно в pa3jni4nb x сечениях по д;п-1не заготовки.
После окончания прокатки цилиндр 2 113 заготовки извлекается.
При прокатке р,вуу: наралельно рас-. положенных заготовок 9 н 10 их растягивают илп сжимают через планки 11.
Согласно предлагае1- ому способу может (5ыть обеспечено пре.цваритель- :иое-пащзяжепие растяжения .или сжатия заготовки.
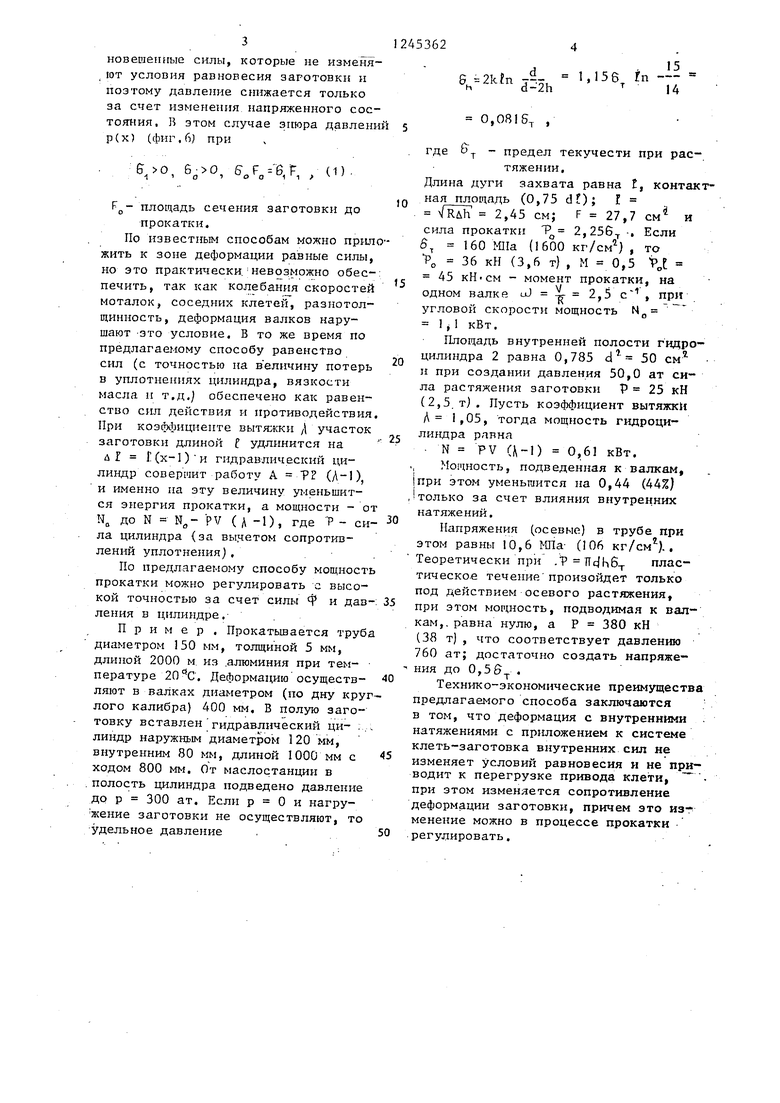
На фш ,5 даны эпюры нормальных давлений с приложе П1ем переднего .; натяжепия с напряжением Б (6 0), давление 2 К при входе металла в валки и р 2К -6., при выходе из валпсов, а k - предел текуче.сги при сдвиге. Напряжение оказываеа ние не только на напряженное состоя- ние, но и изменяет силы трения, су- щестненно смещает нейтральное сечение. Это связано с тем, что ( б F ) - внеи няя сила; F - площадь се1г.епия па выходе металла из валков, изменяющая условия равновесия в целом. Можно обеспечпть такое же нейтралык;е сечение нрп 6 О, )„ сО,, где 6д - напряжение заднего натяжения или подпора. В этом случае эпюра-р(х) показана пунктиром: р - 2 К -i-Sg на входе в валкп; Р 2k при выходе пз валков. Зад- пни ;:;одпор уменьшает момент прокат-- ки и мощность, по удельпое давление (при сжимающем напряжении б О) увеличивает. В целом мощность снияса-. ется. но определить степень влияния каждой составляющей не представляете}; ТЮЗМОЛчНЕ-Ф .
iic предлагаемому способу к заготовке прикладывают внутренние уравновешеиные силы, которые не изменяют условия равновесия заготовки и поэтому давление снижается только за счет изменения напряженного состояния, В этом случае знюра давлений р(х) (фиг, 6) при
6 О б О
1 О
, /
(1)
площадь сечения заготовки до прокатки.
По известным способам можно прилжить к зоне деформации равные силы, но это практически. невозможно обеспечить, так как колебания скоростей моталок, соседних клетей, разнотол- щинность, деформация валков нарушают -это условие. В то же время по предлагаемому способу равенство сил (с точностью на в еличину потерь в уплотнениях цилиндра, вязкости масла н т.д.) обеспечено как равенство сил действия и противодействия При коэф зициенте вытя;кки / участок заготовки длиной f удлинится на & I Г(х-1) и гидравлический цилиндр совершит работу А (А-1), и именно на эту величину у1-1еньшит- ся энергия прокатки, а мощности - от Ы„ до N PV (Л -1), где Т - сила цилиндра (за вылетом сопротивлений уплотнения).
По предлагаемому способу мощность прокатки можно регулировать с высокой точностью за счет силы Ф и давления в цилиндре,Пример . Прокатьшается труба диаметром 150 мм, толщиной 5 мм, длиной 2000 м из .алюминия при температуре . Деформацию осуществляют в валках диаметром (по дну круглого калибра) 400 мм, В полую заготовку вставлен гидравлический ци- .. линдр наружном диаметром 120 мм, внутренним 80 мм, длиной 1000 мм с ходом 800 мм. От маслостанции в полость цилиндра подведено давление до р 300 ат. Если р О и нагру- жение заготовки не осуществляют, то удельное давление
15
с -2kb --- 1,156 tn
, . ,
0,0815-г
10
15
20
5
0
5
0
5
5j - предел текучести при расгде
тяжении.
Длина дуги захвата равна t, контакт- ная площадь (0,75 d); Г
i
и
, при
VRih 2,45 см; F 27,7 см
сила прокатки Т 2,256 -. Если 6 160 МПа (1600 кг/см) , то РО 36 кН (3,6 т) , М 0,5 45 кН СМ - момент прокатки, на
одном валке uJ -1- 2 угловой скорости мощность Ijl кВт.
Площадь внутренней полости гидроцилиндра 2 равна 0,785 d 50 см и при создании давления 50,0 ат сила растяжения заготовки Р 25 кН (2,5.т). Пусть коэффициент вытяжкН
Л , тогда мощность гидроци- ливдра равна
- N PV (-1) 0,61 кВт.
Мо1цность, подведенная к валкам, при этом уменьшится на 0,44 (44%) только за счет влияния внутренних натяжений.
Напряжения (осевые) в трубе при этом равны 10,6 МПа- (106 кг/см ), , Теоретически при .ТТ4Ь6-г пластическое течение произойдет только под действием осевого растяжения, при этом мощность, подводимая к валкам,, равна нулю, а Р 380 кН (38 т), что соответствует давлению 760 ат; достаточно создать напряжения до 0,5S .
Технико-экономические преимущества предлагаемого способа заключаются в том, что деформация с внутренними натяжениями с приложением к системе клеть-заготовка внутренних сил не изменяет условий равновесия и не приводит к перегрузке привода клети, при этом изменяется сопротивление деформации заготовки, причем это изменение можно в процессе прокатки регулировать.
аг.5
х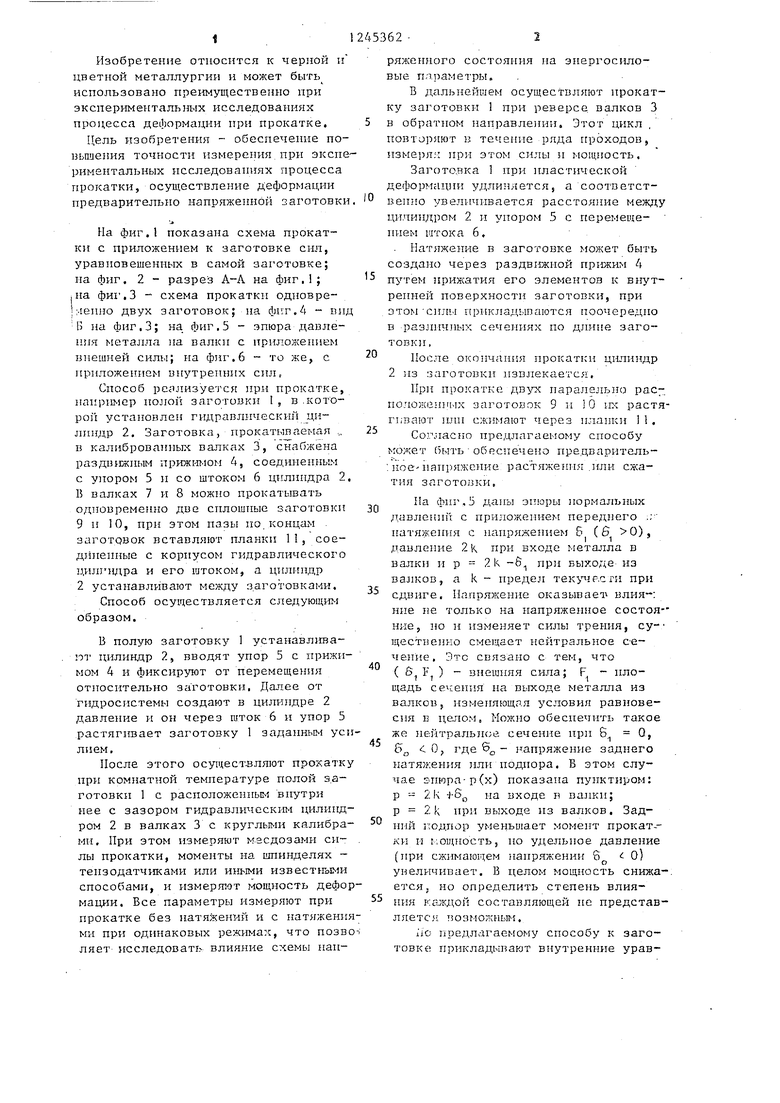
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки предварительно напряженной прокатной клети | 1986 |
|
SU1337159A1 |
| СПОСОБ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2061563C1 |
| Способ прокатки листов | 1987 |
|
SU1477486A1 |
| КОНСТРУКТИВНЫЙ УЗЕЛ РАБОЧЕЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПРУТКОВЫХ ИЛИ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2524018C2 |
| Способ прокатки профилей | 1986 |
|
SU1382561A1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАСТВОРА РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ "КВАРТО" | 1990 |
|
RU2009740C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Способ изготовления изделий переменного по длине сечения | 1986 |
|
SU1493371A1 |


Составитель И.Скоробогатский Редактор Л.Гратилло Техред Q.CpnKOКорректор А.Зимокосов
Заказ 3941/5 Тираж 518 .
ВНИЖ1И Государстве1гаого комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие г.Ужгород, ул. Проектная, 4
Подписное
| УСТРОЙСТВО для УПРАВЛЕНИЯ ШИБЕРОМ | 0 |
|
SU267666A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ непрерывной прокатки полос | 1982 |
|
SU1097401A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
