Изобретение относится к технологии Изготовления дисков свободной ковкой на прессах.
Цель изобретения - расширение технологических возможностей способа путем изготовления на прессе поковок с диаметром, большим расстояния между колоннами пресса, за счет использования внепрессовой ковки.
На фиг.1 изображен пресс для осуществления способа изготовления крупногабаритных поковок (с оснасткой Д.ПЯ разгонки средней части заготовки) , вид сбоку; на фиг.2 - пресс с устройством для внепрессовой ковки, продольный разрез; на фиг.З - разрез А-А на фиг.2.
Между колоннами 1 пресса установлен поворотный выдвижной стол 2 на основании .3. На подвижной траверсе 4 пресса может быть установлен боек 5 для разгонки средней части заготовки или одноплечий рычаг 6 устройства для внепрессовой ковки.
На конце рычага 6 установлен узкий боек 7, а сам рычаг шарнирно связан с траверсой 4 и с основанием 3.
Исходную заготовку (не показана) осаживают и затем разгоняют ее в средней части на прессе бойком 5. Разгонку средней части заготовки выполняют до толщины, превьппающей толщину поковки 8 на величину утяжки
,при последующей разгонке периферийной части заготовки 9.
Разгонку этой части заготовки выполняют на выдвижном поворотном столе 2 узким бойком 7 при возвратно- поступательном перемещении траверсы 4.
По предлагаемому способу была изготовлена поковка диаметром 9000 мм
и толщиной 350 мм и слитка массой 290 т на прессе усилием I2000 тс, имеющем расстояние между осями колонн 7000 мм. Исходная заготовка имела диаметр 2900 мм и высоту
3400 мм. Эту заготовку осаживали до высоты 2000 мм (диаметр 3750 мм). На поворотной вьщвижкой плите заготовку разгоняли до диаметра 5400 мм с образованием конической выемки с
радиусами 1000 мм и 1600 мм и толщиной заготовки в средней части 450 мм; толщина заготовки на периферии 1030 мм. Затем выполняли разгонку периферийной части заготовки с помощью устройства для внепрессовой ковки. В результате утяжки толщина поковки в выемке уменьшилась до 350 мм. Диск-поковка имел одинаковую по всему диаметру толщину.
Путем изготовления поковок с диаметром, большим расстояния между колоннами пресса, достигается расширение технологических возможностей способа.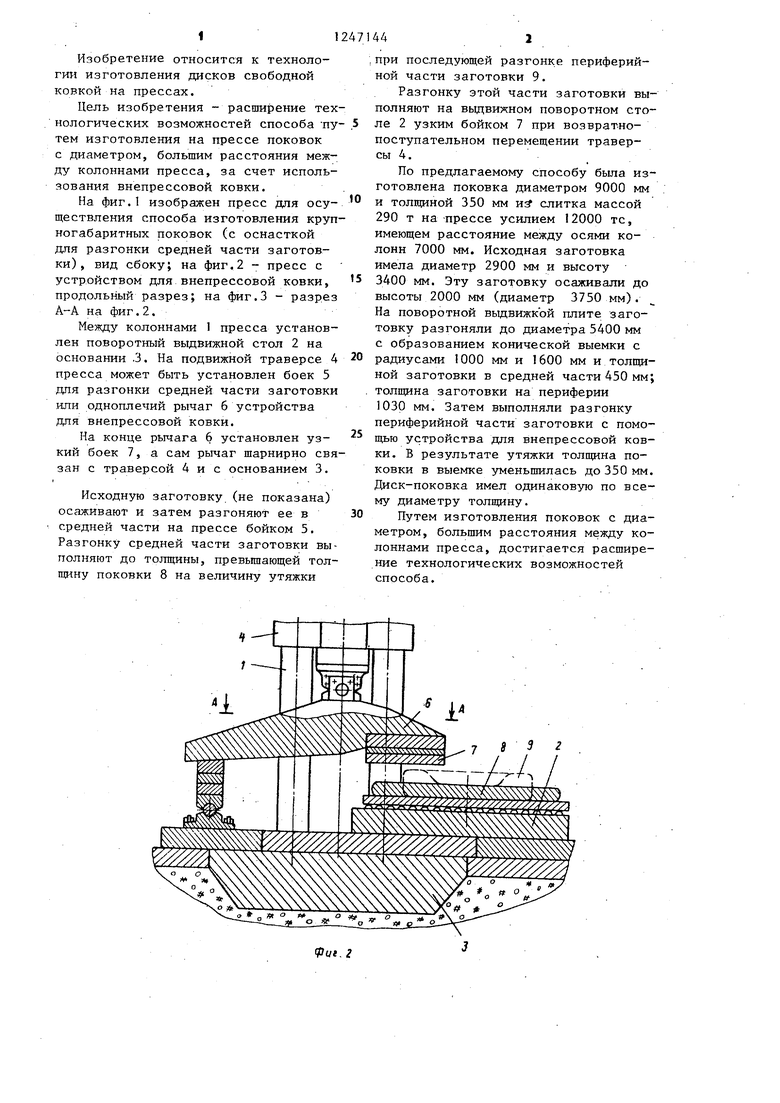
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕЦ | 2004 |
|
RU2279328C2 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| Способ изготовления поковок дисков | 1987 |
|
SU1489911A1 |
| ПОДВЕСНОЙ БОЕК | 2012 |
|
RU2507023C2 |


Фие. г
А А
Фиг.З
Редактор А.Огар
Составитель Н.Антипов Техред О.Гортвай
Заказ 4052/12 Тираж 655 Подписное
ВНИИШ Государ согбенного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор О.Луговая
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| - М.: Машиностроение, 1976, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ производства цельнокатаных железнодорожных колес | 1972 |
|
SU448912A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
