Изобретение относится к машиностроению и может быть использовано, например, при изготовлении торообразных изделий.
Целью изобретения является повышение надежности и точности работы.
На чертеже представлен манипулятор, общий вид.
Манипулятор состоит из станины 1, на которой закреплена нижняя плита 2 с направляющими 3, нижними упорами 4 и верхней плитой 5. На верхней плите закреплен упор 6.
На штоке 7 гидроцилиндра 8 крепится траверса 9 с направляющими 10, на резьбе которых крепятся упоры 11. В промежутке между траверсой 9 и упорами 11 на направляющих 10 сидят с возможностью взаимного перемеш.ения дополнительные верхняя 12 и нижняя 13 плиты. Направляющие 10 контактируют с направляющими втулками 14 и 15, смонтированными соответственно в верхней 12 и нижней 13 дополнительных плитах. Между плитами 12 и 13 размещены пружины 16, охватывающие направляющие 10. На нижней дополнительной плите 13 размещен палец 17 с прорезью 18. В верхней дополнительной плите 12 имеется прорезь 19. Прорези 18 и 19 предназначены для размещения сбрасывателя (не показан). Фиксация детали, например тора 20, происходит между поверхностями 21 и 22 соответственно верхней 12 и нижней 13 дополнительных плит.
Манипулятор работает следующим образом.
В исходном положении шток 7 гидроцилиндра 8 находится внизу. Происходит подъем штока 7 до контакта верхней дополнительной плиты 12 с упором 6. Упор 6 регулируется таким образом, чтобы в момент контакта с ним верхней дополнительной плиты 12 поверхность основания ее 21 находилась бы на уровне верхней образующей детали, например тора 20. Затем деталь, например тор 20, подается в пространство между несомкнутыми верхней 12 и нижней 13 дополнительными плитами.
Подача детали, например тора 20, происходит таким образом, чтобы при сомкнутых дополнительных плитах 12 и 13 тор 20 охватывал бы палец 17, закрепленный на нижней дополнительной плите 13. Затем происходит дополнительный ход штока 7 гидроцилиндра 8. При этом верхняя дополнительная плита 12, пришедшая в контакт с упором 6, не перемещается, а закрепленная на штоке 7 траверса 9 совместно с нижней дополнительной плитой 13 и направляющими 10 перемещается до тех пор, пока деталь, например тор 20, не зафиксируется между
поверхностями 21 и 22 дополнительных плит 12 и 13 (пунктир). В этом зафиксированном положении детали может быть произведена соответствующая технологическая операция (обработка детали, освобождение ее
от механизма, который произвел подачу ее в пространство между верхней 12 и нижней 13 дополнительными плитами, и др.). В период технологической операции и после окончания ее деталь, например тор 20, остается зажатой между дополнительными
0 плитами 12 и 13. После окончания технологической операции шток в гидроцилиндре 8 совершает обратный ход. Деталь, например тор 20, переносится на позицию последую- шей обработки. В нижнем положении штока 7 гидроцилиндра 8 его нижняя дополнительная плита 13 входит в контакт с нижними упорами 4, после чего прекрашается перемещение нижней дополнительной плиты 13, а траверса 9 с направляющими 10 продолжает перемещаться. Упоры 11, закрепленQ ные на направляющих 10, перемещают верхнюю дополнительную плиту 12 до тех пор, пока деталь, например тор 20, не зажмется между поверхностями 21 и 22 (сплощные линии).
Нижние упоры 4 регулируются таким об5 разом, чтобы положение детали, например тора 20, зафиксированное на позиции последующей обработки, соответствовало бы положению обрабатывающего инструмента.
Во время обработки детали сбрасыва- 0 тель (не показан) проходит в прорезь 18 пальца 17 и защелкивается на внутренней поверхности тора 20.
После окончания обработки сбрасыватель соверщает обратный ход и сбрасывает изготовленную деталь, например тор 20, в тару.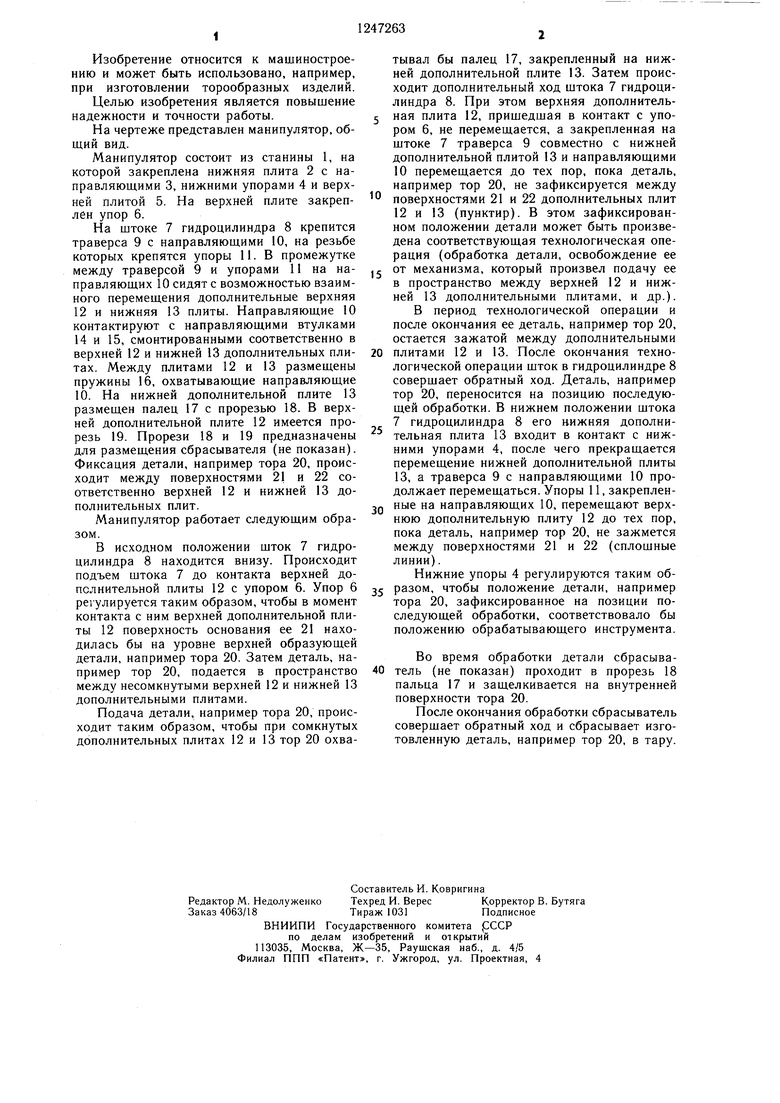
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1986 |
|
SU1337249A2 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| Шаговый подъемник | 1982 |
|
SU1039867A2 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2012 |
|
RU2496627C1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
| Устройство для обработки полых деталей | 1987 |
|
SU1484399A1 |
| Устройство для удаления деталей | 1980 |
|
SU946883A1 |

| Манипулятор | 1978 |
|
SU779062A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
