Изобретение относится к сварке и может Найти применение в многоэлектродных машинах для контактной точечной .сварки изделий со сварочными точками., расположенными в ряд с неравномерным шагом.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения сварки точками с неравномерным их шагом.
На чертеже приведена схема предлагаемого устройства, продольный разрез.
Устройство содержит корпус 1, в направляющих которого установлены каретки 2 с приводами сжатия электродов 3, привод А перемещения кареток, связанный с каретками посредством тяги 5. На.тяге 5 установлены пары упоров 6-9. Упоры установ- лены таким образом, что поводок 10 соответствующей каретки, расположен между упорами пары. Дпя ограничения крайних положений кареток на корпу- ice имеются упоры 11-18.
На чертеже о.бозначены сварочные точки 19-22, свариваемые при исходном положении устройства, а также сварочные точки 23-26, свариваемые после перемещения кареток. Шаг точе свариваемых первым приводом сжатия h.,, вторым - t., третьим t , четвертым - Г . При этом t -f 1,-эЬ t, t, В случае, показа1 нок на чертеже, t
больше t
t.
И,- Н
рас 1 Э iстояния между упорами в соответствующей паре, а - ширина поводка каретки (величрп-га постоянная) . .
Редактор 0. Бугир
Составитель Л. Комарова
Техред Н.Бонкало Корректор И. Муска
Заказ 4167/11Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий М3035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
10
487382
Устройство работает следующим образом.
При втянутом положении штока пнев- моцилиндра привода правые упоры тяги 5 в парах прижимают каретки 2 к упорам 11-14. В зтом положении осуществляется сварка точек 19-22. После окончания сварки этих точек электроды отводятся и шток пневмоцилинд- ра совершает ход вправо, при этом пара упоров 6 перемещает свою каретку
на шаг t
а остальные пары из-за
наличия зазоров перемещают свои каретки соответственно на t, , t , t , и свариваются точки 23-26.
После окончания сварки каретки возвращаются в исходное положение.
Расстояние между упорами в каждой паре выбрано в соответствии с зависимостью
R a+t -.,
Н - расстояние между упорами в h-й паре;
а - ширина поводка каретки (постоянная величина для всех кареток) ;.
t., -наибольший шаг точек в ряду;
t - требуемая величина перемещения h-и каретки.
Предлагаемое устройство позволяет перемещать каретки с приводами сжа- тия на разные шаги, за счет чего
расширяются его технологические возможности, обеспечивается сварка изделий с неравномерным шагом точек.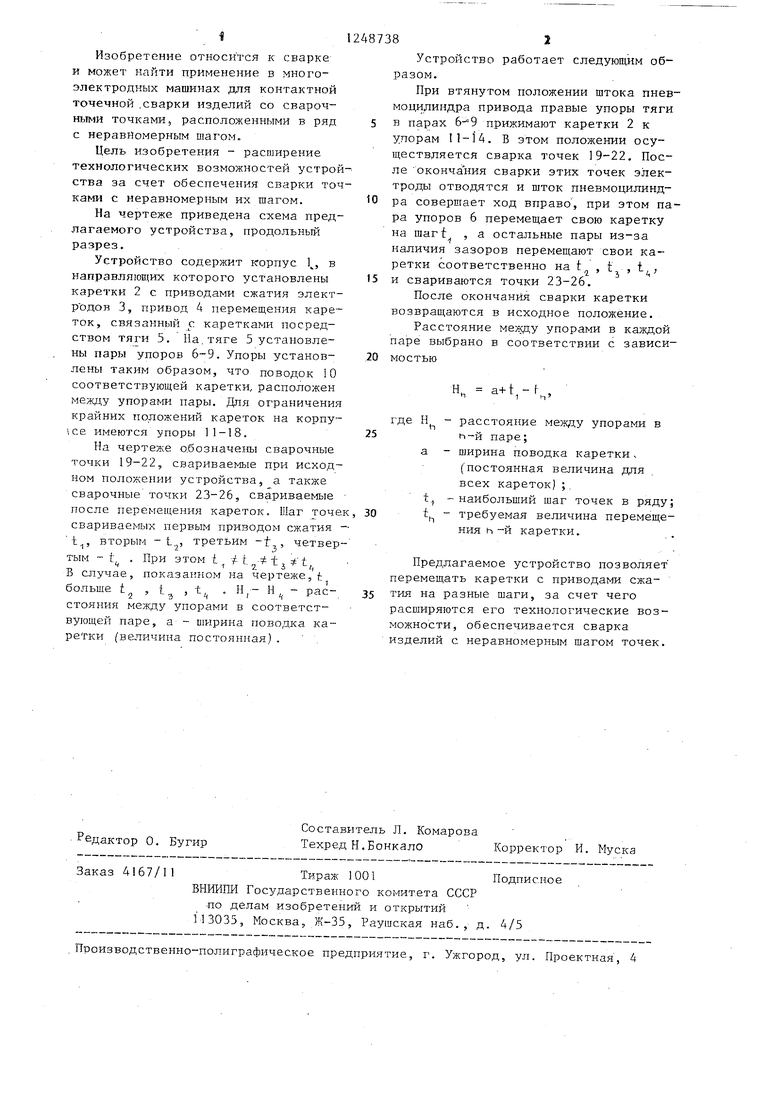
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1990 |
|
SU1738549A2 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Установка для контактной точечной сварки | 1977 |
|
SU732102A1 |
| Система путевого управления технологическим оборудованием | 1987 |
|
SU1593837A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| Установка для сварки пространственных каркасов | 1990 |
|
SU1784423A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |

| Устройство для многоточечнойКОНТАКТНОй СВАРКи | 1979 |
|
SU816721A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
