Изобретение относится к области сбо- рочно-сварочного производства, в частности к конструкции устройств для сборки и сварки пространственных каркасов При этом соединение отдельных проволок каркаса кольцом выполняется контактной точечной сваркой
Целью изобретения является повышение производительности путем уменьшения рабочего хода электродов и обеспечения увеличенного их хода для смены или зачистки электродов и повышение качества сваренного изделия.
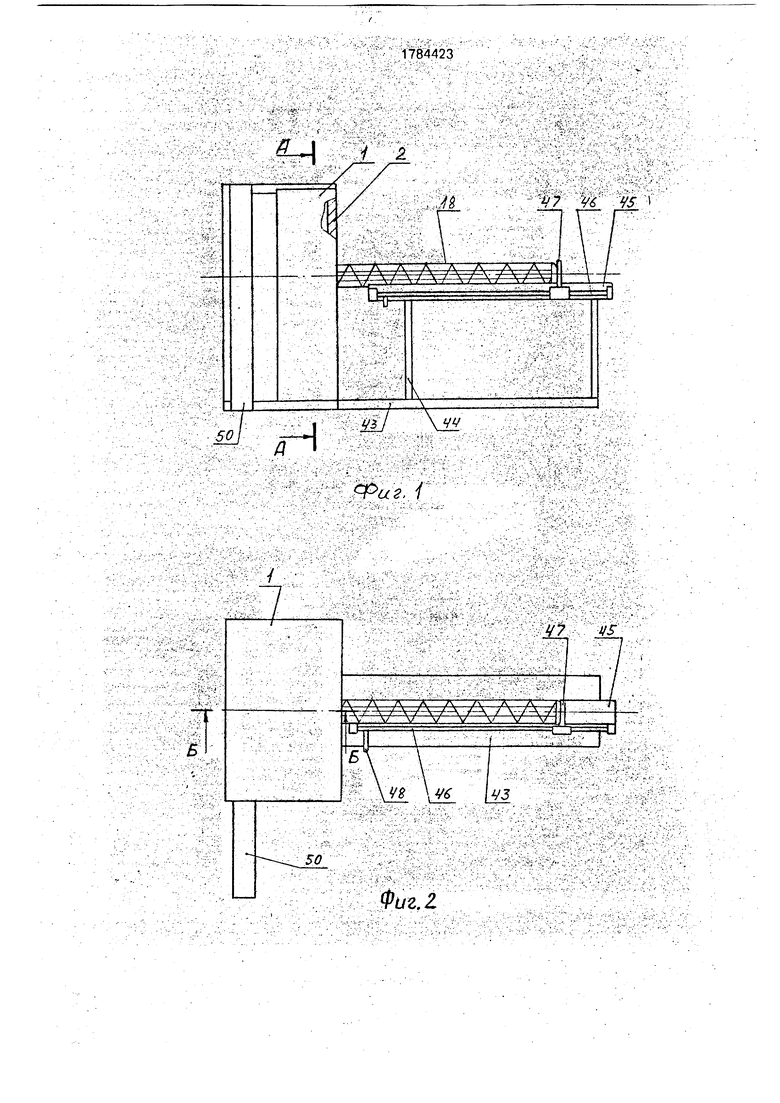
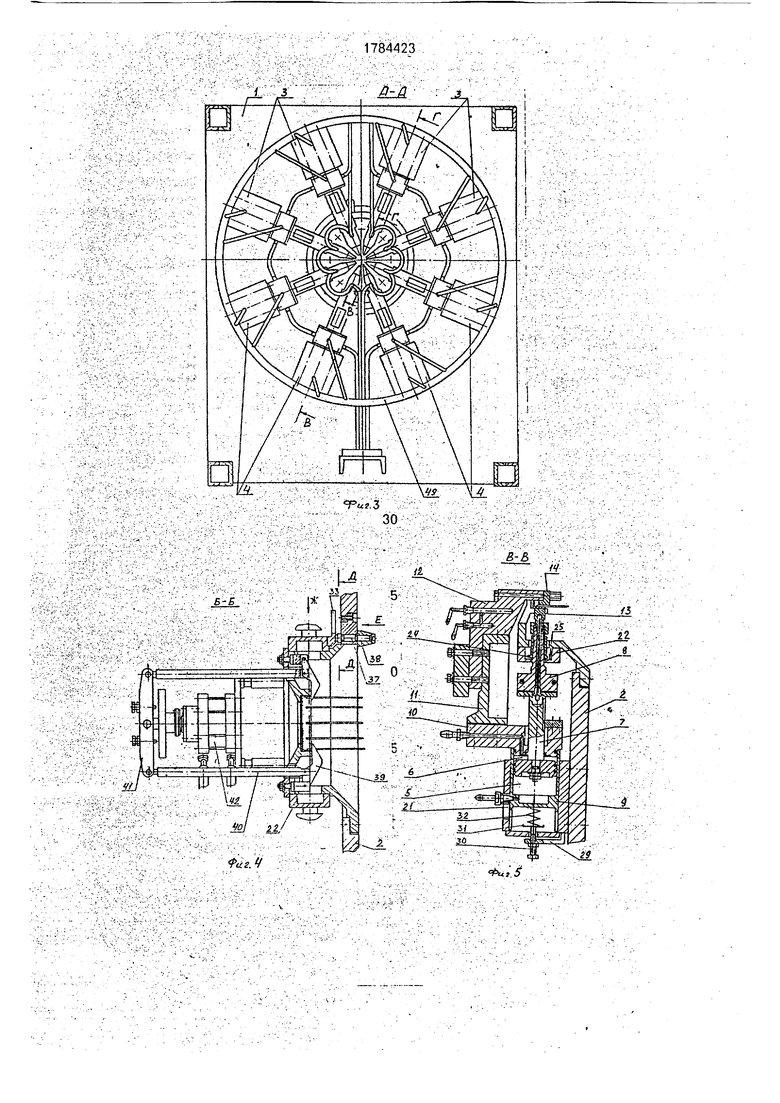
На фиг. 1 изображен общий вид предлагаемой установки; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 1 (по электродам); на фиг. 4 - сечение Б-Б на фиг. 2 (по узлу фиксации кольца); на фиг. 5 - сечение В-В на фиг. 3 (по нижней сварочной головке в положении, обеспечивающем сварку проволочного каркаса с опорным
кольцом); на фиг, 6 - сечение Г-Г на фиг. 3 (по верхней сварочной головке в положении, при котором внутренней и внешний электроды разведены и упор внешнего электрода вышел из поворотного кольца); на фиг,7 - сечение Д-Д на фиг. 4 (по поворотному кольцу и поводку); на фиг, 8- вид по стрелке Е на фиг. 4 (рычаг поворота поводка); на фиг. 9 - вид по стрелке Ж на фиг 4 (поворотное кольцо); на фиг. 10 - сечение И-И на фиг, 9 (по поворотному кольцу); на фиг. 11 -общий вид каркаса рукавного фильтра; на фиг. 12 - сечение К-К на фиг. 11 (по каркасу рукавного фильтра).
Установка содержит раму 1 со щитом 2, несущим радиально расположенные четыре верхние сварочные головой 3 и четыре нижние сварочные головки 4. Каждая сварочная головка имеет пневмоцилиндр с полостями 5 и 6 для сжатого воздуха Шток 7 пневмо- цилиндрэ соединен с внешним электродом
со
с
х|
00
N N к со
8 Корпус 9 пневмоцилиндра с помощью крышки 10 и кронштейна 11 соединен с внутренним электродом 12.
Внешний электрод 8 несет сменный электрод 13, а внутренний электрод 12 - сменный электроД J4. Между сменными электродами 13 и нТтри сварке зажимаются одна из восьми продольных проволок 15, Спиральная проволока 16, а также ободок опорного кольца 17 проволочного каркаса 18. Возможно сжатие между сменными Электродами 13 и 14 только одной проволо- ки 15 и ободка опорного кольца 17 Свариваемый каркас обозначен позицией 18.
Охлаждение электродов 8, 12, 13 и 14 осуществляется водой, подаваемой через каналы 19 и 20 Корпус 9 пневмоцилиндра выполнен подвижным в осевом направлении относительно стакана 21, закрепленного на щите 2
На щите 2 установлено поворотное кольцо 22 с пазами 23 для прохода внешних электродов 8, на которых закреплены упоры 24. Упоры 24 при перемещении могут взаимодействовать с внутренней поверхностью 25 поворотного кольца 22 В каждом корпусе 21 верхних сварочных головок 3 размещена ось 26 с установленным на ней эксцентриком 27, который при повороте взаимодействует с крышкой 28, закрепленной на корпусе 9 пневмоцилиндра
На каждом корпусе 21 нижних сварочных головок 4 закреплен кронштейн 29, несущий регулировочный винт 30 с опорной тарелкой 31 и пружиной 32 опирающейся на корпус 9 пневмоцилиндра
Поворотное кольцо 22 снабжено поводком 33 с Прорезью 34, в которую входит ось 35 рычага 36 С помощью вала 37 рычаг 36 установлен в щите 2 Поворот рычага 36 осуществляется через вал 37 с помощью рукоятки 38
Фиксация опорного кольца 17 в гнезде щита 2 осуществляется двумя поворотными рычагами 29. Поворот рычагов 29 обеспечи- вается через тяги 40, коромысло 41 от пневмоцилиндра 42,
К раме 1 прикреплена опора 43 со стой- 44, Несущими ложемент 45, на который укладывается свариваемый каркас 18. На ложементе 45 на опорах установлена ось 46, несущая передвижной упор 47, определяющий Осевое положение каркаса 18 Ось 46 снабжена рукояткой 48. с помощью которой поворачивается ось 46 с упором 47
. Подвод сжатого воздуха пневмоци- пиндрам и воды для охлаждения электродов производится от коллектора 49, имеющего отдельные трубы-для воды и воздуха
Пневмооборудование, водяная система охлаждения электродов и элементы управления установки для сварки размещены в пульте 50.
Установка для сварки каркасов рукавных фильтров работает следующим образом
Подлежащий сварке проволочный каркас 18, собранный из сваренных продольных проволок 15 и спиральной проволоки 16 с пристыкованным первым опорным кольцом 17 подается на ложемент 45, продвигается до упора кольца 17 в бурт гнезда щита
2После этого включают пневмоцилиндр 42, перемещающий коромысло 41 и тяги 40. Перемещение тяг 40 вызывает поворот рычагов 39, обеспечивающих фиксацию опорного кольца 17
Поворачивая проволочный каркас 18
вокруг собственной оси, ориентируют продольные проволоки 15 относительно сменных электродов 13 и 14 верхних сварочных головок 3 и нижних сварочных головок 4 Затем подают сжатый воздух в полость
5 пневмоцилиндров При этом шток 7 и корпус 9 начинают перемещаться во встречных направлениях и зажимают ободок кольца 17 и концы проволок 15 и 16 между опорными поверхностями сменных электродов 13 и 14
Усилие сжатия на сменные электроды 13 и 14 передается через внешний электрод 8 и крышку 10 кронштейн 11 с внутренним электродом 12 На электроды 13 и 14 подают сварочный ток и производят контактную
сварку кольца 17 с проволоками 15 и 16
Как правило, между каждой парой сменных электродов 13 и 14 зажимается ободок кольца 17 и одна продольная проволока 15 Однако между одной из пар (любой) электродов 13 и 14 могут быть зажаты ободок кольца 17, одна продольная проволока 15 и спиральная проволока 16 Ввиду свободного перемещения каждой сварочной головки
3и 4 относительно неподвижного стакана 21 закрепленного на щите 2, и индивидуальных ходов штоков 7 и корпусов 9 в каждой головке 3 и 4 обеспечивается самоустанавливание сменных электродов 13 и 14 относительно свариваемых элементов проволочного каркаса 18.
После приварки первого опорного кольца 17 к проволокам подают сжатый воздух в полость 6 пневмоцилиндров.
При этом шток 7 и корпус 9 перемещаются, раздвигая сменные электроды 13 и 14 Одновременно выключается пневмоцилиндр 42, через коромысло 41 и тяги 40 поворачивающий рычаги 39 в исходное положение
Таким образом свариваемое изделие полностью освобождается
Снимают проволочный каркас 18с ложемента 45, поворачивают на 180°, пристыковывают второе опорное кольцо 17 и вновь подают на ложемент 45, продвигая до упора кольца 17 в бурт гнезда щита 2 Включают пневмоцилиндр 42 и поворотом рычагов 39 фиксируют опорное кольцо 17 С помощью рукоятки 48 поворачивают вал 46 с упором 47, размещая последний над ложементом 45. При этом положение упора 47 определяет заданную длину каркаса 18 Сдвигают проволочный каркасдоупора приваренного первого опорного кольца Т7 в упор 47. Поворачивая проволочный каркас 18 вокруг собственной оси, ориентируют продольные проволоки 15 относительно сменных электродов 13 и 14 сварочных головок 3 и 4
Подавая сжатый воздух в полость 5 пневмоцилиндров, сжимают ободок кольца 17 и концы проволок 15 и 16 между опорными поверхностями сменных электродов 13 и 14, подают на последние сварочный ток и производят контактную сварку кольца 17 с проволоками 15 и 16
После выполнения процесса сварки подают сжатый воздух в полость 6 пневмоцилиндров, раздвигая электроды 13 и 14, выключают пневмоцилиндр 42, поворачивая рычаги 39 Таким образом полностью освобождается свариваемое изделие
Полностью сваренный проволочный каркас 18 снимают с ложемента 45
В рабочем режиме перемещение злект- родов 13 при подаче сжатого воздуха в полость б пневмоцилиндров ограничивается взаимодействием упоров 24 с внутренней поверхностью 25 поворотного кольца 22 При этом рукоятка 38 установлена так, что рычаг 36 с помощью оси 35 устанавливает поводок 33, а следовательно, и поворотное кольцо 22 в положение, при котором соосно с упорами 24 расположены меньшие отверстия паза 23 (фиг 5) Размер этих отверстий меньше наружного диаметра бурта упоров 24.
Таким образом в рабочем режиме обеспечивается малый ход электрода 13, что сокращает время холостых ходов и повышает производительность сварки
В наладочном режиме (фиг 6) рукояткой 38 через ось 37 поворачивают рычаг 36, тем самым через поводок 33 поворачивая кольцо 22 в положение, при котором соосно С упорами 24 расположены большие отверстия паза 23. Размер этих отверстий больше наружного диаметра бурта упоров 24. При необходимости зачистки или замены сменных электродов 13 устанавливают рукоятку
38 в положение Наладочный режим и, подавая сжатый воздух в полость 6 пневмоци линдров, выводят упоры 24 за пределы поворотного кольца 22, тем самым создавая
увеличенный зазор между электродами 13 и 14 В таком положении можно быстро и качественно произвести наладку электродов 13, что повышает производительность сварки и снижает простой установки
0 После проведения наладки электродов
13(зачистка, замена) подают сжатый воздух в полость 5 пневмоцилиндров, сближая электроды 13, с помощью рукоятки 38 поворачивают кольцо 22 в положение Рабочий
5 режим, подают сжатый воздух в полость б пневмоцилиндров, раздвигая эле ктроды 13 В таком положении установка готова для продолжения работы
В наладочном режиме наладка электро0 дов 14 (замена, зачистка) в нижних сварочных головках 4 производится свободно,т к все головки 4 под действием собственной массы опускаются в стаканах 21, тем самым раздвигая электроды 14 относительно друг
5 друга Наладка электродов 14 в верхних сварочных головках 4 производится путем при- нудительного подъема корпусов 9 пневмоцилиндров в верхних сварочных головках 3 Для этого поворачивают вал 26 за
0 хвостовик, находящийся в щите 2 При этом эксцентрик 27, сидящий на оси 26, упирается в крышку 28, закрепленную на корпусе 9, и приподнимает всю сварочную головку 3 с электродом 14
5 Ввиду радиального расположения и перемещения сварочных головок электроды
14раздвигаются, обеспечивая свободный доступ к каждому из них для зачистки или замены, что снижает простои установки
0После выполнения наладки ось 26 с эксцентриком 27 поворачивают в исходное положение В таком положении установка готова для продолжения работы.
В процессе сварки происходит расплав5 ление и размягчение отдельных участков опорного кольца 17 и проволок 15 и 16 В результате этого под действием массы сварочных головок возможны вытягивание и деформация отдельных участков ободков
0 опорных колец 17 В зоне работы верхних сварочных юловокЗ вытягивания металла ободков колец 17 не происходит из-за воздействия сварочных головок 3 на верхнюю выпуклую часть ободков
5 Для повышения качества сварки и иск лючения каплевидного вытягивания ободков колец 17 в зоне работы нижних сварочных головок 4 корпус 9 каждой этой головки опирается на пружину 32, поддерживаемую тарелкой 31, винтом 30 и кронштеином 29 Таким образом снижается усилие воздействия массы головок 4 на нижнюю часть ободков колец 17. Изменение величины воздействия массы нижних головок 4 на кольцо 17 производится переМеще- нием регулировочного винта 30,
В процессе сварки охлаждение электродов производится с помощью воды, подаваемой от коллектора 49 через гибкие шланги и каналы 19 и 20. Подача сжатого воздуха в полости пневмоцилиндров производится от коллектора 49 с помощью гибких шлангов Управление работой установки для сварки производится с пульта 50.
Наличие в установке поворотного коль- ца и упоров на внешних электродах уменьшает рабочий ход электродов, чтотювышэет быстродействие установки и Производительность сварки В то же время наличие на поворотном кольце пазов для прохода внешних электродов позволяет иметь увеличенный ход электродов в режиме наладки, что сокращает время наладочных работ при зачистке или замене электродов и повышает производительность сварки
Оси с эксцентриками, взаимодействующие с крышками корпусов пйевмоцилинд- ров верхних сварочных головок, позволяют поднять эти головки относительно щита и раздвинуть внутренние электроды, тем са- мым обеспечив возможность свободного доступа к сменным электродам для их зачистки или замены.
Наличие кронштейнов с регулировочными винтами и пружинами, поддерживаю- щмми корпуса нижних сварочных головок, Исключает вытягивание металла ободка бпорных колец, сохраняет заданную гео- метрию изделий и повышает качество сварки. Повышению качества сварки также способствует самоустанавливание электродов и сварочных головок относительно свариваемых изделий
Таким образом, использов ание описанного изобретения позволит сократить тех- ноЛогические простои установки, повысить
производительность сварки, повысить качество сварки изделий
Формул а изобретени я
1,Установка для сварки Пространственных каркасов, содержащая раму со щитом размещенные на нем по замкнутому контуру сварочные головки с внутренними и внешними электродами, связанные с пневматическим приводом, и ложемент для свариваемого каркаса, отличающаяся тем, что, с целью повышения производительности путем уменьшения рабочего хода электродов и обеспечения увеличенной} их хода для смены или зачистки электродов и повышения качества сваренного изделия, она снабжена установленным на щите с возможностью поворота кольцом с фигурными пазами, внешние электроды размещены в пазах кольца и снабжены кольцевыми упорами, диаметр которых больше ширины фигурного паза в узкой его части и меньше ширины этого паза в его широкой части, каждый внешний электрод снабжен пнев- моЦилйндром, пневмоцилиндры снабжены стаканами с донышками, корпусы пневмоцилиндров установлены в стаканах с возможностью осевого перемещения, каждый из стаканов пневмоцилиндров, размещенных верхней части устройства, снабжен экс- центриком, ось поворота которого размещена в продольных пазах корпуса пневмоцилиндра, а эксцентрик установлен с возможностью взаимодействия с донышком стакана, каждый из стаканов пневмоцилиндров, размещенных в нижней части устройства, снабжен кронштейном с регулировочным винтом и размещенной между этим винтом и корпусом пневмоцилиндра пружиной.
2.Установка по п. 1,отличающая- t и тем, что привод поворота кольца выполнен в виде закрепленного На кольце поводка с прорезью и шарнмрнб закрепленного на щите рычага с рукояткой и осью, размещенной в прорези поводка
:. .CM
Ч-;- . ice: -if- :
o
.-:$
Ч
CO
; S
.i
fe
V-Я
3-3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для сборки и сварки продольных швов панелей | 1987 |
|
SU1407736A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434724C1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |


Использование: для повышения производительности установки за счет уменьшения рабочего хода и увеличения наладочного хода электродов и для повышения качества изделия. Сущность изобретения: установка содержит расположенные по замкнутому контуру сварочные головки с внешними и внутренними электродами (Э). Верхние внешние Э снабжены эксцентриковым приводом их подъема. Нижние внешние Э подпружинены. Установка снабжена поворотным кольцом с фигурными пазами, в которых размещены верхние Э, выполненные с кольцевыми упорами. Диаметр каждого упора меньше ширины паза в его широкой части и больше ширины его в узкой части. Это позволяет менять ход электрода. 1 з.п. ф-лы, 12 ил.
чгъъш
°о
V
л
Вид Ж
Фиг 9
/5
1
К
Ч
А
VJ
s:
у
/.. ///I
:wz
U-SV
ж
ФК2. И
Фиг Ю
К-К
ж
Фиг, и
| Устройство для сварки пространственных арматурных каркасов | 1974 |
|
SU488671A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
