Изобретение относится к обработке металлов даи.чением и может быть иепользо- Евано в п)есса для 11|1авки длинномерных деталей, нанример коленчатых валов.
Целью изобретения является повь 111ение точности правки дета.ти.
На фиг. 1 показана схема iipecc.i .тля нравки валов, общий вид; на фиг. 2 установка вала на столе пресса; на фиг. 3 сечение А-А на фиг. 2 (установка призмы базирования); на фиг. 4 - узел 1 на фиг. 2 (установка фиксирующего центра); на фиг. 5 - узел 1 (установка приводного центра и фрикционного эле.мента).
Пресс для правки валов имеет станину 1, нолзуы 2 с колено-рычажной подвеской 3, цилиндр привода 4, регулируемый упор 5 с шаговым приводом 6. На ползуне 2 уста- иовлены выдвижные бойки 7 с привода.ми от ипевмоцилиндров 8. На столе 9 станины 1 установлены выдвижные опоры К) с приводами от ппев.моцилипдров 11. Выдвижные опоры 10 имеют вертикальные пазы 12, в которых установлены две подпружипенпые в вертикальном положении призмы 13 базирования, взаимодействующие с жестким упором 14 и с валом 15 так, что между валом 15 и опорами 10 образован зазорб (фиг. 3). В пазах остальных опор 10 установлены щупы 16 датчиков 17 измерительной системы 18.
Вал 15- расположен в центрах 19 и 20, устаповленпых в сферических опорах 21 и 22, связанных с пневмоцилиндрами 23 и 24. Левый фиксирующий центр 19 и.меет боль- цщй диаметр цилиндра, взаимодействует с жестким упором 25. Правый приводной центр 20 имеет меньщий диаметр цилиндра и привод 26 поворота вала. Kopriyc 27 приводного центра 20 имеет фланец 28 с фрикционным элементом 29, взаимодействующим с торцом 30 вала 15. Фрикционный элемент 29 установлен в подпружиненной в осевом направлении сферической опоре 31. Оба центра 19 и 20 размещены в корпусах, подпружиненных в вертикальном направлении.
В исходно.м положении ползун 2 находится в верхнем положении. Бойки 7 и опоры 10 выдвинуты из рабочей зоны пресса.
Преее работает следующим образом.
Вал 15 устанавливается на призмы 13 базирования. Подается давление в поршневые полости пневмоцилиндров 23 и 24. Под действием давления пневмоцилиндра 23 ле- в.ый фиксирующий центр 19 упирается в упор 25. Правый приводной центр 20, имея меньшее усилие, своим фланцем 28 и фрик- циопны.м элементом 29 прижимает вал к левому центру 19. Вал 15 зажимается, центрируется в оеево.м положении по отно1пению к выдвижным бойка.м 7 и ог10)а.м 10. Включается привод 26 поворота вала. Фрикц11он- ный элемент 29 передает крутящий .момент на вал. Вал 15, базируясь под собственным весом на призма.х 13, поворачивается вокруг продольной оси.
.5
0
5
0
5
0
5
0
5
При liOBopOTe вала торцы вместе с торцовыми отверстиями смещаются относительно базовых призм 13. центры 19 и 20 и фрик- 1иг: |1иый элемент 29. телескоиически пово- рачир, в сферических опорах, еледует .;i торцами пала 15. При этом не происходит Ил взаим 1о1Ч1 смещения при постоянном прижиме (базирования) вала 15 иод собственным весо.м к базовы.м призмам 13. Шупы Uj 1к реда1от показания биений вала 15 на датчики 17 измерите, 11))ой систе.мы 18.
Напбольпщй |рогпб вала с по.мощью приводпого центра 20 устанавливается в Eiepxnee положение, соответственно которому под действием пневмоцилиндров 8 и 11 выдвигаются на рабочую нозицию соответствующий боек 7 и две соответствующие опоры 10. С помощью шагового двигателя 6 устанавливается регулируе.мый упор 5 в положение, соответствующее рабоче.му ходу ползуна 2 при уетановленном прогибе вала 15.
Подается давление в поршневую полость цилиндра привода 4, который через колено- рычажную нодвеску 3 производит рабочий ход ползуна 2. Боек 7 давит на вал 15, который нажимает на призмы 13 базирования и вместе с приводным 20 и фиксируюши.м 19 подпружиненны.ми центра.ми опускается Bfm3, выбирает зазор о и опирается на выдвинутые опоры 10. При дальпейшем движении бойка 7 вниз и принудительном опускании призм 13 базирования ироисходит про- г иб вала 15, обратный наибольшему прогибу вала. Происходит правка вала. Зате.м подается давление в штоковую полость цилиндра привода 4 и ползун 2 вместе с бойком 7 возвращается в исходное положение. Подпружиненные призмы 13 базирования, подпружиненные центры 19 и 20 и вал 15 возвращаются в верхнее положение. Под действием пневмоцилиндров 8 и И из рабочей зоны возврацлаются в исходное положение боек 7 и опоры 10.
Далее производится опиеанным способом поворот вала 15, замер биения вала, установка на рабочую позицию соответствующих бойков 7 и опор 10, рабочий и обратный ход ползуна 2 до тех пор, пока не достигается требуемая точность вала, иосле чего подается дав.чепг.е в штоковые полости пневмоцилиндров 23 и 24 центров 19 и 20 вал 15 разжимается и выгружается из рабочей зоны.
Далее процесс работы повторяется. В результате того, что при повороте вала центры и фрикционный эле.мент следует за торцом вала, не происходит взаимного с.мещения вала и призм базирования, обеспечивается постоянная база замера биений диа.метров вала и повышается точность замера, а следо- ватс.1ьпо., и точность правки.
Введение в конструкцию пресса донол- пите. П)Ных подпружиненных в вертикально.м направлении призм базирования, располо- в вертикальных иазах выдвч/кных
опор, взаимодействующих с жес гкчм чпо- ром и с валом, установленным в фиксирующем и финодпом центрах, распо. юженных с возможностью телескопического вращения вокру обнюй оси ва.ла в сфе)ических го- ризонта. 1Ы1о ycTanoB.ieiiHbix онорах, а корпус приводного центра имеет фланец с фрикционным у;ч мс ггом. ус 1 аион.icir-iiiiм 11|) жиненно1 5 осеним нанравлснин ческой опоре и :5заимодейств ю;цим UOM вала, позво.тяет исключить вли-,; грещноети иеточностей устанопк: i ления центров па точность з:1 u-iia вала, пов1лсить точность замера ; У У B4J
7
i5 9 Wi3 А А-А 30 2026
//
Фиг. 3
19
Фиг.ч31 28
29
Фиг. 5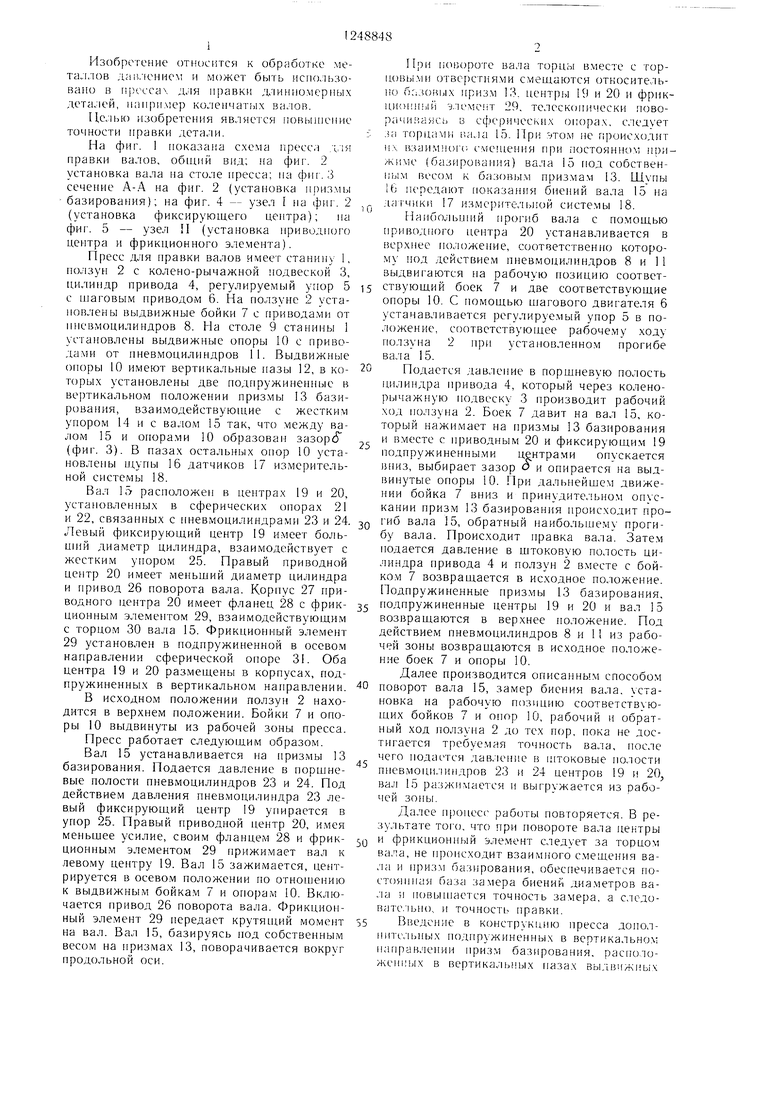

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для правки валов | 1986 |
|
SU1342557A2 |
| Пресс для правки валов | 1986 |
|
SU1323162A2 |
| Пресс для правки валов | 1986 |
|
SU1424906A1 |
| Устройство для центрирования к прессу для правки валов | 1986 |
|
SU1412832A1 |
| Устройство для правки цилиндрических изделий | 1974 |
|
SU489555A1 |
| Пресс для правки валов | 1978 |
|
SU770605A1 |
| Устройство для отделения от стопы нижней заготовки и подачи ее в зону обработки | 1983 |
|
SU1140863A1 |
| Пресс для правки валов | 1979 |
|
SU831634A1 |
| ПРЕСС ДЛЯ ПРАВКИ ПРОФИЛЕЙ | 1971 |
|
SU322226A1 |
| Пресс для правки валов | 1985 |
|
SU1299644A1 |


| Пресс для правки валов | 1979 |
|
SU831634A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
