«
12494
Изобретение относится к неразрушающему контролю и может быть использо- нано для ультразвукового контроля качества поверхностно закаленных валков холодной прокатки.
Цель изобретения - расширение технологических возможностей за счет контроля Изделий с малым изменением твердости.
На чертеже приведены графики зави- симости скорости поперечной волны (кривая и) и твердости (кривая S) от радиальной координаты г в сечении валка, перпендикулярном его образующей.
Ультразвуковой способ контроля твердости слоисто-неоднородных изделий осуществляется следующим образом.
На валок устанавливают ультразвуковой искатель с переменным углом ввода, играющий роль излучателя. Если валок цельнометаллический, приемник перемещают по диаметрально противоположной образующей до места, где ам- гшитуда прошедшей поперечной волны максимальна. Если валок трубный, приемник перемещают по одной образующей с излучателем до места, где максимальна амплитуда поперечной волны, отраженной от внутренней поверхности валка. Максимум в обоих случаях выражен четко, так как большая часть- энергии излучаемого сигнала доходит до приемника. Затем измеряют время, прохождения поперечной ультразвуковой волны от излучателя к приемнику, Отстроиться от продольной волны, где также возникающей в контролируемом изделии, нетрудно, так как время ее распространения примерно вдвое мень- ше, чем поперечной.
Поскольку минимальное С и максимальное С значения скорости по- максперечных волн известны для данного материала, график скорости поперечных волн полностью определяют положения
двух узловых точек г и г
Время
прохождения волны связано с ними соотношением
l--2{rJ(C,,co5Q}-((/ fC«,,/1-Slr.
,,с/С„,„Г
-(г-г) /С,
dMi-si
.JC.J 55
/(1 С0591/(,}, где е- угол ввода
5
0 5 0 5 0
5
0
5
472
R - радиус ралка, если он цельнометаллический, или расстояние между внешней и внутренней поверхностями валка, если он трубный.
Измеряя время прохождения поперечной волны 1 для двух различных углов ввода д, получают для двух неизвестных г, и tj систему двух линейных Уравнений,которую элементарно решают . С целью повышения точности определения кривой скорости поперечных волн измеряют время прохождения- поперечной волны от излучателя к приемнику более чем для двух значений угла ввода. Если таких значений N, то, выбирая различные пары углов и вычисляя для каждой пары г и г,, получают для координат узловых точек N ()/2 независимых значений. Это позволяет, подбирая нужное N,. за счет статической обработки обеспечить любую требуемую точность определения узловых точек кривой скорости поперечных волн.
Кривая твердости четко скоррелиро- вана с кривой скорости поперечных волн, значения максимальной и минимальной твердости известны для данного материала, так что полный профиль твердости восстанавливают по тем же самь1М координатамузловьк точекf , и г,,.
Формула изобретения
Ультразвуковой способ контроля твердости слоисто-неоднородных изделий типа поверхностно закаленных валков холодной прокатки, заключающийся в том, что в заданной точке под выбранным углом возбуждают в изделии поперечные упругие волны, принимают вернувшуюся на поверхность поперечную волну и находят точку, в которой поперечная волна имеет максимальную амплитуду, отли чающийся тем, что, с целью расширения технологических возможностей за счет контроля изделий с малым изменением твердости, поперечные упругие волны последовательно возбуждают под несколькими углами, находят для каждого угла ввода точку, в которой принимаемая поперечная волна имеет максимальную амплитуду, измеряют время распространения этой волны от точки возбуждения до точки приема и по измеренным промежуткам времени определяют профиль твердости по сечению валка.
CjHsh
f-/i
/f-/V К r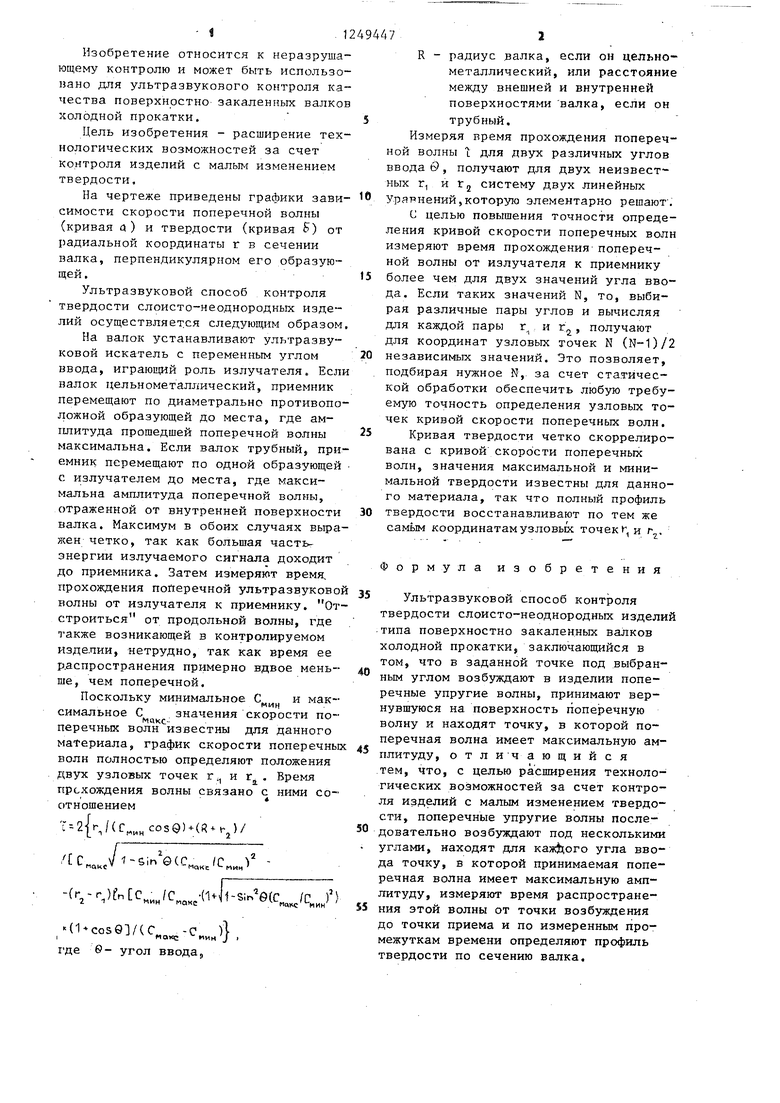
Изобретение относится к неразрушающему контролю и может быть использовано для ультразвукового контроля качества поверхностно -Закаленных слоев валков холодной .прокатки. Целью изобретения является расширение технологических возможностей за счет контроля изделий с малым изменением твердости. Согласно ультразвуковому способу контроля твердости слоисто- неоднородных изделий в заданной точке под различными углами возбуждают поперечные волны, принимают в каждом случае вернувшуюся на поверхность поперечную волну, находят точку,где поперечная волда имеет максимальную амплитуду, измеряют время распространения этой волны от точки ввода до найденной точки и по измеренным промежуткам времени определяют профиль твердости по сечению валка. 1 ил. (Л с 4;)ь 41 
| Гедеон и др | |||
| Термическая обработка валков холодной прокатки | |||
| М.: Металлургия, 1973, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Дефектоскопия, 1985, № 2, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
