СО
со
ЙВ|
О5 О5
Изобретение относится к литью под давлением металлов и пластмасс.
Цель изобретения - расширение технологических возможностей пресс-формы для литья под давлением.
На фиг. 1 изображена пресс-форма, разрез; на фиг. 2 - то же, в момент отрыва изделия от выталкивателей.
Пресс-форма состоит из неподвижной полуформы 1 и подвижной полуформы, включающей плиту пуансона 2, плиту 3 выталкивателей с закрепленными в ней толкателем 4 и выталкивателями 5, вставку 6 и механизм отрыва от выталкивателей отливок 7, выполненный в виде упругого элемента 8, взаимодействующего с резьбовой втулкой 9.
Пресс-форма работает следующим образом.
После необходимого времени выдержки материала (фиг. 1) осуществляется раскрытие пресс-формы. Толкатель 4, связанный с гидровыталкивателем мащины, осуществляет перемещение плиты 3 выталкивателей с закрепленными в ней выталкивателями 5 и упругим элементом 8. Выталкиватель 5 осуществляет выталкивание полученной отливки 7 из вставки 6, а упругий элемент 8 перемещается в резьбовой втулке 9, установленной в плите пуансона 2 так, что изгиб упругого элемента 8 происходит в наиболее оптимальное для отрыва отливки от выталкивателей время с обеспечиванием необходимой силы отрыва, направленной под углом к отливке наиболее благоприятным для качественного отделения ее. После осуществления отделения отливки 7 от выталкивателя 5 толкатель 4, связанный с гидровыталкивателем мащины, осуществляет возврат плиты 3 выталкивателей в исходное положение. При этом упругий элемент 8,
7.
скользя по резьбовой втулке 9, разгибается и занимает исходное полр.жение.
В случае необходимости получения в пресс-форме отливок другой конструкции производится замена вставки 6 и выталкивателя 5, после чего в соответствии с конструкцией и размерами отливки осуществляется регулирование величины и угла приложения силы отрыва, а также времени ее приложения. Это регулирование осуществляется путем завинчивания или вывинчивания резьбовой втулки 9, т. е. путем перемещения ее в направлении, параллельном направлению выталкивания (фиг. 2). Дальнейшая работа пресс-формы аналогична описанной.
Использование изобретения позволит производить качественное отделение отливок, различных по конструкции и размерам, от выталкивателей, что способствует повыще- нию уровня автоматизации процесса получе- ния изделий методом литья под давлением.
Формула изобретения
Пресс-форма для литья под давлением, содержащая неподвижную и подвижную полуформы, плиту пуансона, плиту выталкивателей, формообразующую вставку, неподвижно закрепленную в плите пуансона, механизм отрыва отливок от выталкивателей, выполненный в виде упругого элемента, связанного с плитой выталкивателей, отличающаяся тем, что, с целью расширения технологических возможностей пресс- формы, она снабжена резьбовой втулкой, установленной в плите пуансона с возможностью перемещения в направлении, параллельном направлению выталкивания отливок, причем упругий элемент размещен в резьбовой втулке.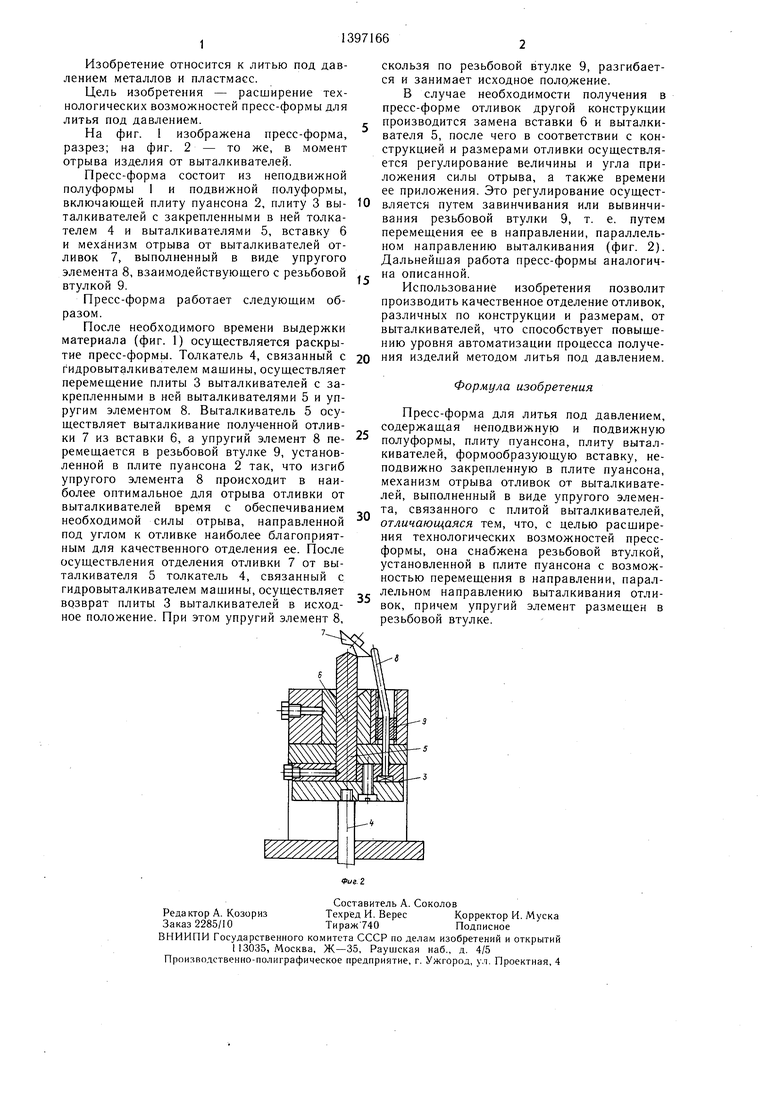
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1076187A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU835623A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU596366A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1683862A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU899257A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
Изобретение относится к литью под давлением металлов и пластмасс. Целые изобретения является расширение технологических возможностей пресс-формы. Работает пресс-форма следующим образом. После необходимого времени выдержки пресс-форма раскрывается. Выталкиватель 5 осуществляет выталкивание отливки 7 из формообразующей вставки 6, а упругий элемент перемещается в резьбовой втулке 9, установленной в плите пуансона 2, так, что изгиб упругого элемента 8 происходит в наиболее оптимальное для отрыва отливки время с обеспечением необ.чодимой силы отрыва, приложенной к отливке 7 под оптимальным для отрыва от выталкивателей углом. В случае необходимости получения в пресс-форме отливок другой конфигурации производится замена формообразующей вставки 6 и выталкивателя 5, после чего осуществляется регулирование величины и угла приложения силы отрыва посредством завинчивания или вывинчивания резьбовой втулки 9. 2 ил. со
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Упорное устройство для проходческого щита | 1975 |
|
SU658280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
