1
Изобретение относится к абразивной обработке деталей.
Целью изобретения является повышение качества обработки путем распределения рабочей среды по поверх- нести обрабатываемой детали.
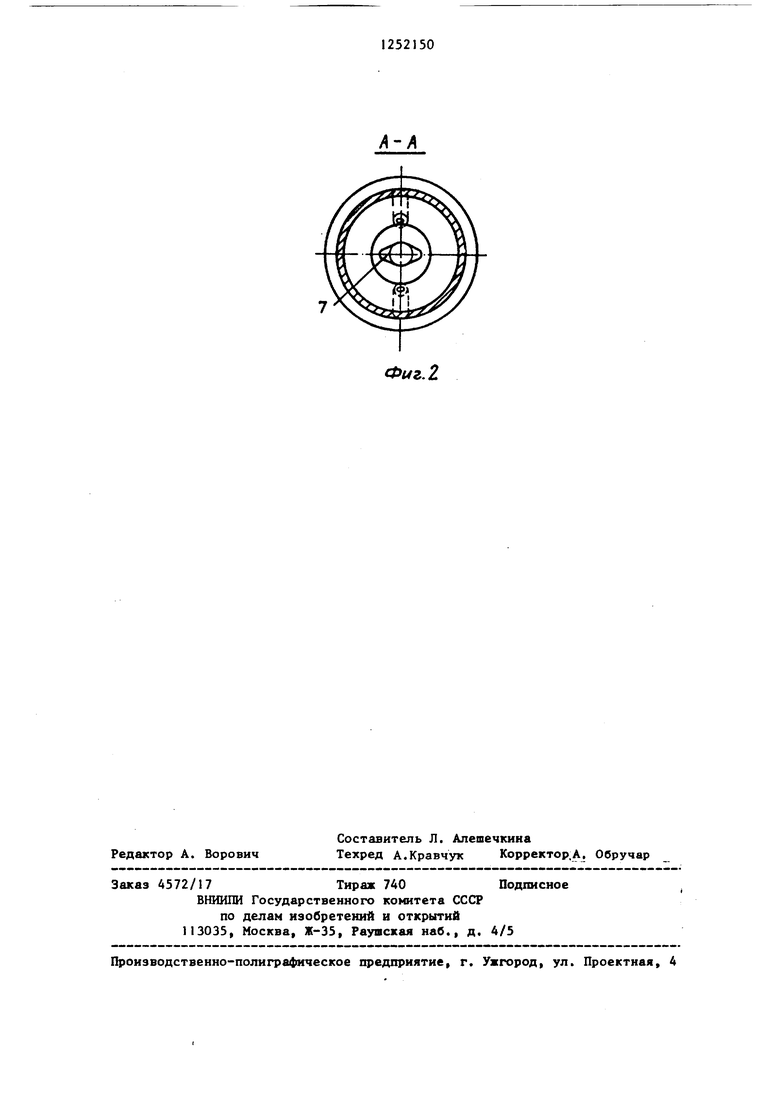
На фиг. 1 изображена головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Катера головки состоит из корпуса 1 с патрубком 2 для отсоса абразива, крьппки 3, на которой закреплены два сопла 4 и перегородки 5, делящей камеру на две полости: нагнетающую и отсасывающую. Перегородка 5 выполнена конической с вершиной, обращенной в сторону отверстия для вывода детали.
В крышке 3 для ввода детали и в корпусе 1 для ее вывода смонтированы сменные уплоткительные втулки 6 с отверстиями, выбираеь 1ми в зависимости от диаметра обрабатываемой детали. Соосно этим отверстиям в перегородке 5 выполнено овальное отвер стие 7, малая ось которого располагается в плоскости, проходящей через оси симметрии сопел А.
Работа головки осуществляется следующим образом.
Очищаемая деталь 8 принудительно перемещается подающим механизмом (не показано) через головку. Абразив, подаваемый из сопел, расположенных в одной плоскости с малой осью овального отверстия в перегородке 5, и направляемый конической перегородкой, концентрируется, а затем под действием отсоса через свободные от детали участки овального отверстия 7 из нагнетающей полости перемещается в отсасывакяцую полость, осуществляя дополнительную очистку поверхности детали. Далее через патрубок 2 абразив возвращается в дробеструйный аппарат (не показан).
Поток абразива поступает из сопел на деталь в том месте, где зазор между деталью и стенкой овального от- .верстия отсутствует, поэтому абразив вступает в контакт с обрабатываемой деталью полностью (без утечки, как это происходит в известном устройстве с кольцевым зазором), осутцествля- етсй основной процесс очистки, после чего отработанный абразив, обтекая деталь по диаметру под действи
502
ем эжекторного отсоса, проходит через боковые зазоры овального отверстия и осуществляет дополнительную очистку ее поверхности. Это позволяет повысить качество очистки поверх ности.
Пример.
Проводят экспериментальные работы по очистке наружной поверхности трубы в камере, разделенной перегородкой на нагнетательную и отсасывающую полости. При этом перегородка выполнена сменной: одна с круглым отверстием, другая - с овальным. Кроме того, перегородку устанавливают в корпусе камеры с возможностью поворота относительно центральной оси, что позволяет менять взаимное расположение малой оси овала относительно сопел. Для эксперимента берут трубку 0 22 мм и сталь марки 20.
Сравнительный анализ результатов приведен в таблице.
Как видно из таблицы, полная очистка поверхности трубы за одинаковый промежуток времени достигнута при использовании перегородки с овальным отверстием и при установке осей симметрии сопел в одной плоскости с малой осью овала.
С круглым отверстием (кольцевой зазор)
С овальным отверстием
||
85
Редактор А. Ворович
Составитель Л. Алешечкина
Техред А.Кравчук Корректор.А Обручар
Заказ 4572/17Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раупская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2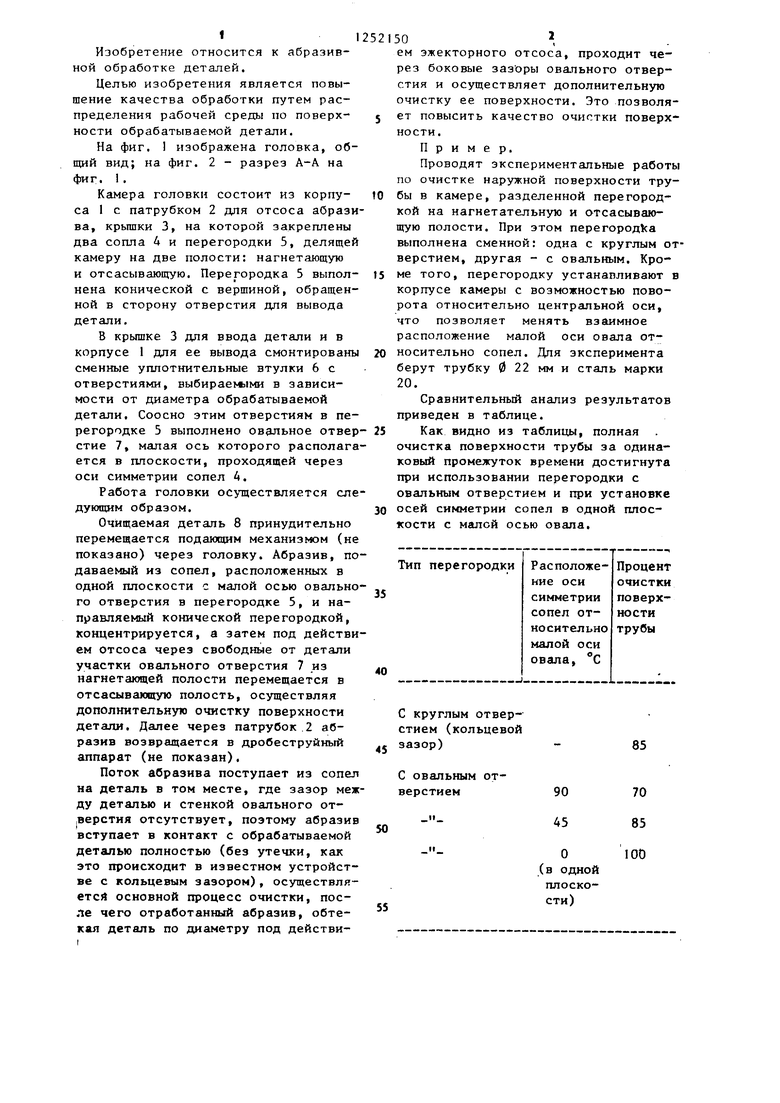
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| ИНСТРУМЕНТ ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ С УДАЛЕНИЕМ ОТРАБОТАННОГО РАБОЧЕГО ТЕЛА | 2006 |
|
RU2314907C1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2003 |
|
RU2241887C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2501642C1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Установка для автоматической зачистки труб | 1975 |
|
SU663570A2 |
| Способ очистки деталей газом от загрязнений и устройство для его осуществления | 1989 |
|
SU1664423A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Станок для центробежно-абразивной обработки деталей | 1987 |
|
SU1495082A1 |
| Головка для очистки абразивом наружной поверхности | 1973 |
|
SU610665A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
