Изобретение относится к черной ffl и цветной металлургии, а именно к станам для прокатки (волочения), и предназначено для получения сортовых профилей и ленты.
Целью изобретения является расши- 15 рение технологических возможностей путем расширения сортамента прокатываемых на стане профилей4 и повышение производительности за счет сокращения настройки стана на требуемый сорта- 20 мент и режим прокатки.
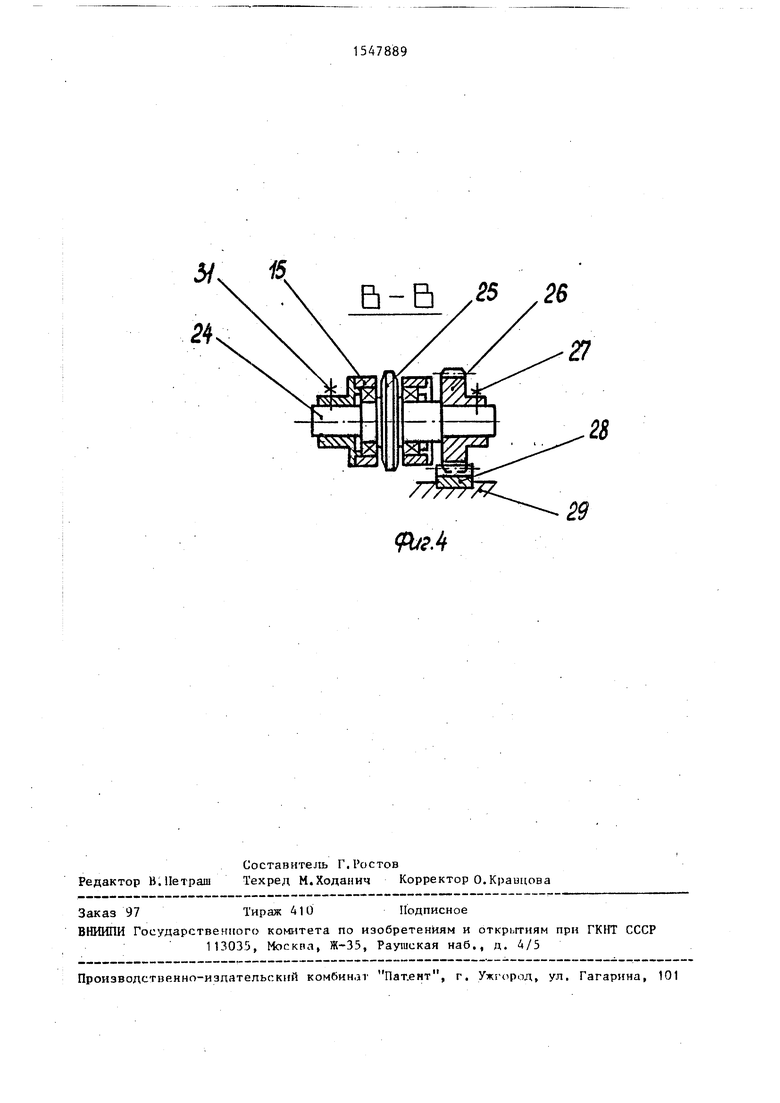
На фиг. 1 изображен прокатный стан, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - разрез Б-Б на фиг. 1| на фиг. 4 - разрез 25 jB-B на фиг. 1 .
Прокатный стан включает станину 1, узлы 2 рабочих валков 3 с подушками 4 и подшипниковыми опорами 5, механизм 6 радиальной установки рабочих 30 валков и привод 7 вращения рабочих валков 3. Станина 1 состоит из двух параллельных стоек 8 соединенных между собой поперечной 9. Стойки 8 имеют окна прямоугольной формы, в которых ч установлены рабочие валки 3.
Механизм Ь радиальной установки рабочих валков 3 представляет собой винтовую пару 10,11, где гайки 10 установлены в цилиндрических расточ- 0 ках станины 1, а винты 11 через подпятники 12 взаимодействуют с подушками 4 рабочих валков 3. Стан снабжен также механизмом осевой установки рабочих валков.45
Привод 7 рабочих валков 3 включает двухполостный гидроцилиндр 1 3 с двумя штоками 14 и 15, закрепленный на одной из стоек 8 станины 1 с внешней стороны между рабочими валками 3. На хвостовиках рабочих валков 3 с той же стороны (со стороны установки гидроцилиндра 13) установлены звездочки (шкивы) 16, взаимодействующие с хвостовиками рабочих валков 3 через обгонные муфты 17 На подушках 4 симметрично относительно хвостовиков рабочих валков 3 с установленными на них звездочками (шкивами) 16, уста55
0 ч
0 5
5
новлены на осях холостые направляющие звездочки (шкивы) 18.
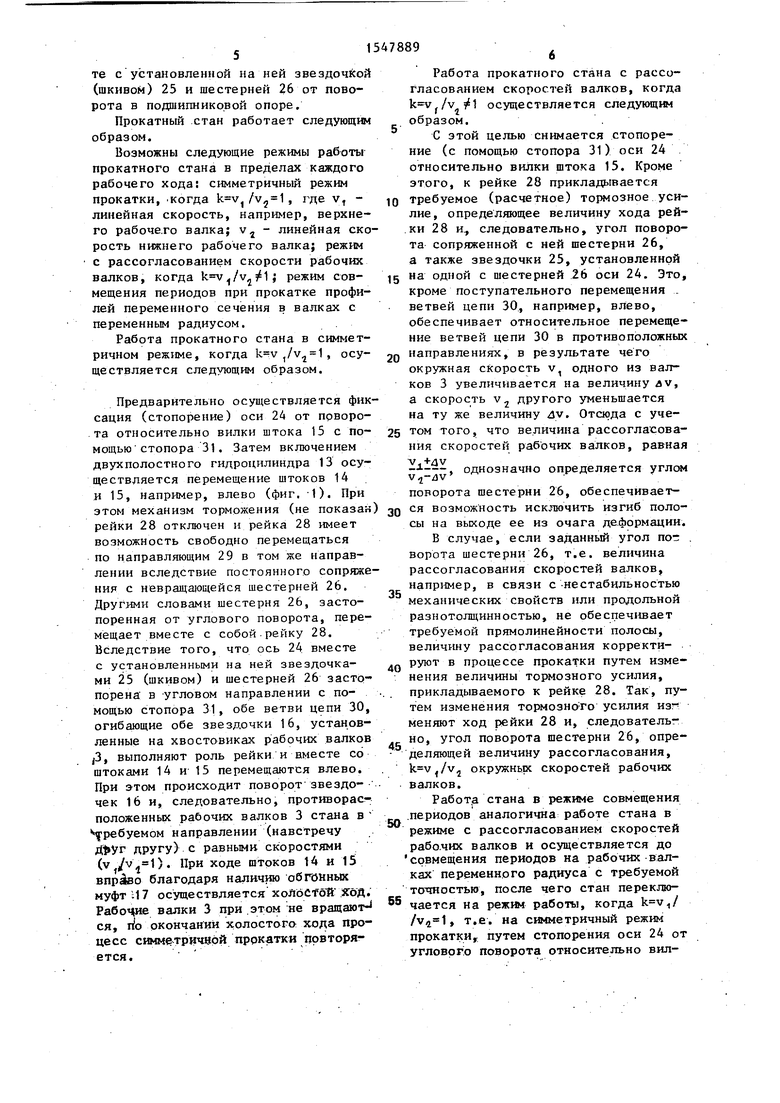
На конце штока 14 гидроцилиндра 13 имеется также холостая звездочка (шкив) 19, установленная на оси 20 в вилке 21, цилиндрическим хвостовиком входящей в цилиндрическое отверстие в штоке 14 гидроцилиндра 13, сопряженной со штоком 14 по шлицево- му соединению и опирающейся в направлении общей оси гидроцилиндра 13 на пружину 22. Кроме того, вилка 21 звездочки (шкива) 19 в направлении оси гидроцилиндра 13 снабжена фиксатором 23, выполненным в виде гайки, установленной на резьбовой нарезке хвостовика вилки 21.
На другом штоке 15 гидроцилиндра 13 закреплена на подшипниках качения ось 24 с жестко установленной на ней звездочкой (шкивом) 25. Кроме того, на хвостовике оси 24 установлена шестерня 26, снабженная фиксатором 27, обеспечивающим возможность жесткой связи шестерни 26 с осью 24, Шестерня 26 при этом взаимодействует с рейкой 28, установленной в направляющих 29 станины. На направляющих 29 установлен механизм (не показан) торможения рейки 28, выполненный известным образом и обеспечивающий требуемую (фиксированную) величину прижатия рейки 28 к направляющим 29, фиксируемую, например, с помощью динамометра. Механизм торможения рейки 28 может быть выполнен, например, в виде электромагнитного тормоза с системой плавного регулирования величины прижатия рейки 28 к направляющим 29.
Звездочки (шкивы) 1Ь, установленные на хвостовиках рабочих валков 3, взаимодействуют с звездочками (шкивами) 19 и 25, установленными на концах штоков 14 и 15 гидроцилиндра 13 с помощью бесконечной цепной (гибкой) связи 30, охватывающей упомянутые звездочки (шкивы).
Шток 15 снабжен фиксатором 31, обеспечивающим фиксацию оси 24 вместе с установленной на ней звездочкой (шкивом) 25 и шестерней 26 от поворота в подшипниковой опоре.
Прокатный стан работает следующим образом.
Возможны следующие режимы работы прокатного стана в пределах каждого рабочего хода: симметричный режим прокатки,.когда , где v, - линейная скорость, например, верхнего рабочего валка; v4 - линейная скорость нижнего рабочего валка; режим с рассогласованием скорости рабочих валков, когда k v1/v2541; режим совмещения периодов при прокатке профилей переменного сечения в валках с переменным радиусом.
Работа прокатного стана в симметричном режиме, когда 1/vl 1, осуществляется след тощим образом.
Предварительно осуществляется фиксация (стопорение) оси 24 от поворота относительно вилки штока 15 с помощью стопора 31. Затем включением двухполостного гидроцилиндра 13 осуществляется перемещение штоков 14 и 15, например, влево (фиг. 1). При этом механизм торможения (не показан рейки 28 отключен и рейка 28 имеет возможность свободно перемещаться по направляющим 29 в том же направлении вследствие постоянного сопряжения с невращающейся шестерней 26. Другими словами шестерня 26, застопоренная от углового поворота, перемещает вместе с собой рейку 28. Вследствие того, что ось 24 вместе с установленными на ней звездочками 25 (шкивом) и шестерней 26 застопорена в угловом направлении с помощью стопора 31, обе ветви цепи 30, огибающие обе звездочки 16, установленные на хвостовиках рабочих валков р, выполняют роль рейки и вместе со штоками 14 и 15 перемещаются влево. При этом происходит поворот звездочек 16 и, следовательно, противорас- положенных рабочих валков 3 стана в Требуемом направлении (навстречу другу) с равными скоростями (v /v 1). При ходе штоков 14 и 15 вправо благодаря наличию обгонных муфт .17 осуществляется холостой . Рабочие валки 3 при этом не вращают ся, по окончании холостого хода процесс симметричной прокатки повторяется.
10
15
0
5
5
д
0
Работа прокатного стана с рассогласованием скоростей валков, когда k vf/v/1 осуществляется следующим образом.
С этой целью снимается стопорение (с помощью стопора 31) оси 24 относительно вилки штока 15. Кроме этого, к рейке 28 прикладывается требуемое (расчетное) тормозное усилие, определяющее величину хода рейки 28 и, следовательно, угол поворота сопряженной с ней шестерни 26, а также звездочки 25, установленной на одной с шестерней 26 оси 24. Это, кроме поступательного перемещения ветвей цепи 30, например, влево, обеспечивает относительное перемещение ветвей цепи 30 в противоположных направлениях, в результате чего окружная скорость v, одного из валков 3 увеличивается на величину av, а скорость v2 другого уменьшается на ту же величину 4v. Отсюда с учетом того, что величина рассогласования скоростей рабочих валков, равная
V,+dV
, однозначно определяется углом
V j-/3V
поворота шестерни 26, обеспечивается возможность исключить изгиб полосы на выходе ее из очага деформации. В случае, если заданный угол поворота шестерни 26, т.е. величина рассогласования скоростей валков, например, в связи с нестабильностью механических свойств или продольной разнотолщинностью, не обеспечивает требуемой прямолинейности полосы, величину рассогласования корректип РУЮТ в процессе прокатки путем изменения величины тормозного усилия, прикладываемого к рейке 28. Так, путем изменения тормозного усилия изменяют ход рейки 28 и, следовательно, угол поворота шестерни 26, определяющей величину рассогласования, k vf/v4 окружных скоростей рабочих валков.
Работа стана в режиме совмещения периодов аналогична работе стана в режиме с рассогласованием скоростей рабочих валков и осуществляется до совмещения периодов на рабочих валках переменного радиуса с требуемой точностью, после чего стан переклю5 чается на режим работы, когда , т.е. на симметричный режим прокаткиг путем стопорения оси 24 от углового поворота относительно вил5
ки штока 15 с помощью стопора 31. Затем включением в работу двухполост- ного гидроцилиндра 13 осуществляется перемещение штоков 14 и 15, что влечет за собой вращение рабочих валков в рабочем режиме прокатки.
Положительный эффект от использования изобретения состоит в повышении производительности, расширении технологических возможностей, повышении точности при производстве периодических профилей и упрощении конструкции.
Повышение производительности достигается снижением трудозатрат на производство готовой продукции и уве личением выхода годного путем совмещения процессов прокатки и правки в одном процессе - прокатке за счет создания требуемой величины рассогласования скорости валков (установкой тормоза на рейке, взаимодействующей с шестерней, установленной на одной оси со звездочкой привода валков), обеспечивающей прямолинейный выход полосы из очага деформации.
Возможность реализации любого закона бесступенчатого изменения величины рассогласования скорости валков в пределах каждого рабочего хода существенно расширяет технологические возможностей путем освоения производства несимметричных сортовых и фасонных профилей и т.д.
Повышение точности при производстве периодических профилей обеспечивается возможностью бесступенчатого совмещения периодов противораспо- ложенных валков в процессе формоизменения полосы за счет приложения тормозного усилия к рейке, взаимодействующей посредством шестерни и гибкой связи с рабочими валками.
Кроме того, совмещение процессов правки и прокатки позволяет исключить из состава оборудования специализированного участка прокатки рацио
5
0
5
0
5
0
5
нальных заготовок деталей правильные агрегаты.
Таким образом, за счет исключения операций правки снижаются трудозатраты на производство готовой продукции в зависимости от маркопрофиле- сортамента и тоннажности партий на 9...26% и в конечном итоге повышается производительность на 0,38-7,2%. Формула изобретения
1.Прокатный стан, содержащий станину, установленные в ней на подшипниковых опорах рабочие валки, хвостовики которых оборудованы звездочками (шкивами), гибкие элементы, взаимодействующие с упомянутыми звездочками (шкивами) и механизмы установки валков, отличают и йс я тем, что, с целью расширения технологических возможностей путем расширения сортамента прокатываемых на стане профилей и повышения производительности за счет сокращения настройки стана на требуемый сортамент и режим прокатки, он снабжен установленным на станине параллельно оси прокатки двухполостным гидроцилиндром, на концах штоков которого установлены звездочки (шкивы), взаимодействующие с упомянутыми гибкими элементами, причем на оси одной из звездочек (шкивов) жестко установлена шестерня, при этом эта ось снабжена фиксатором поворота, а станина снабжена связанной с шестерней и размещенной в направляющих зубчатой рейкой, снабженной тормозом со средством плавной регулировки тормозного усилия.
2.Стан по п. отличающийся тем, что одна из звездочек (шкивов) снабжена пружинным устройством и фиксатором положения и установлена на штоке гидроцилиндра
с возможностью перемещения вдоль его оси.
Фиг.Ъ
16
Б-В ,Я ,26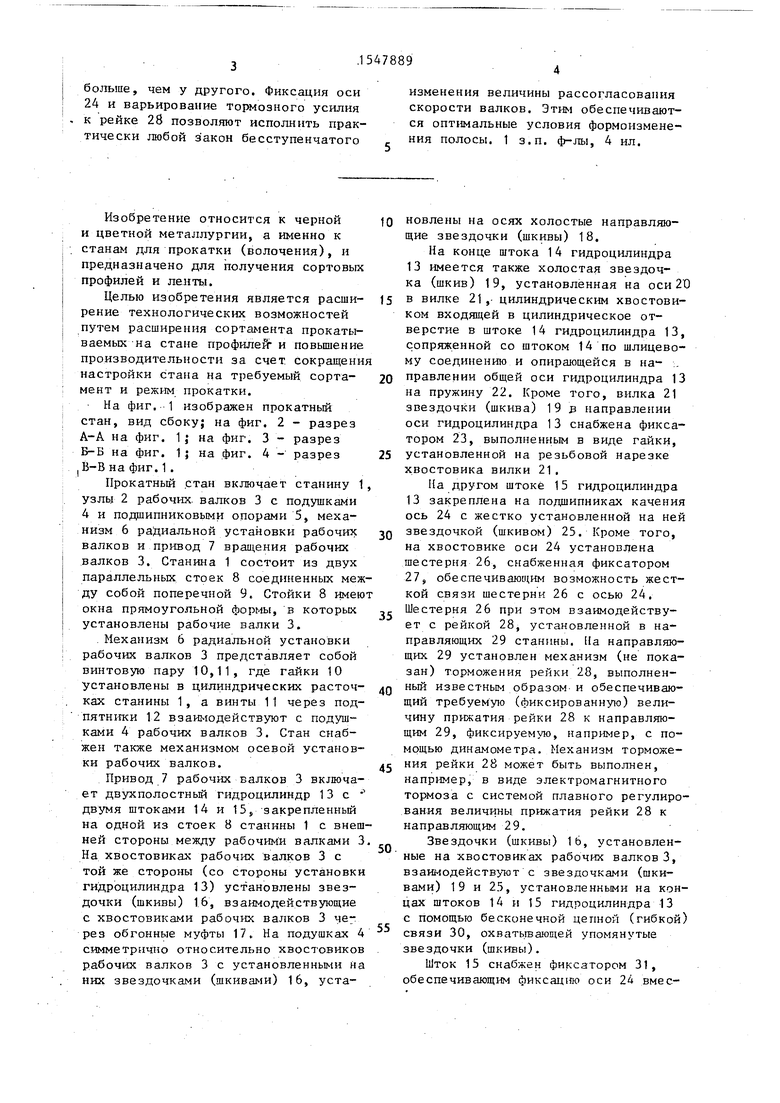
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный стан | 1989 |
|
SU1667961A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
Изобретение относится к горной и цветной металлургии, а именно к станам для прокатки (волочения), и предназначено для получения сортовых профилей и ленты. Цель изобретения - расширение технологических возможностей путем расширения сортамента прокатываемых на стане профилей и повышение производительности за счет сокращения настройки стана на требуемый сортамент и режим прокатки. При симметричном режиме прокатки рейка 28 расторможена, а ось 24 зафиксирована. Звездочки 16 поворачиваются синхронно от цепи 30 (гибкого элемента). При работе стана с рассогласованием скоростей валков снимается стопорение с оси 24. К рейке 28 прикладывается требуемое тормозное усилие. Это усилие определяет угол поворота шестерни 26. Ветви (верхняя и нижняя) цепи 30 при этом перемещаются в противоположные стороны. Окружная скорость одного из валков больше, чем у другого. Фиксация оси 24 и варьирование тормозным усилием к рейке 28 позволяют исполнить практически любой закон бесступенчатого изменения величины рассогласования скорости валков. Этим обеспечиваются оптимальные условия формоизменения полосы. 1 з.п. ф-лы., 4 ил.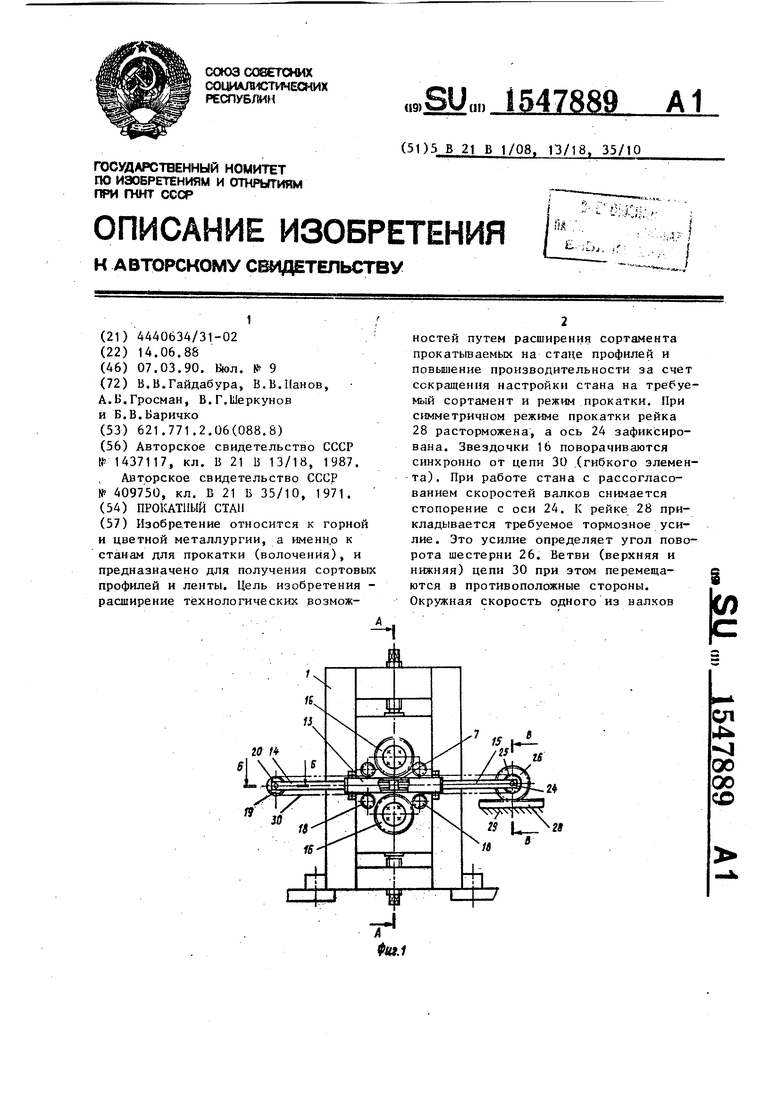
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1971 |
|
SU409750A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
