производству, в частности к машинам для литья под давлением.
Целью изобретения является сокращение времени переналадки пресс-формы
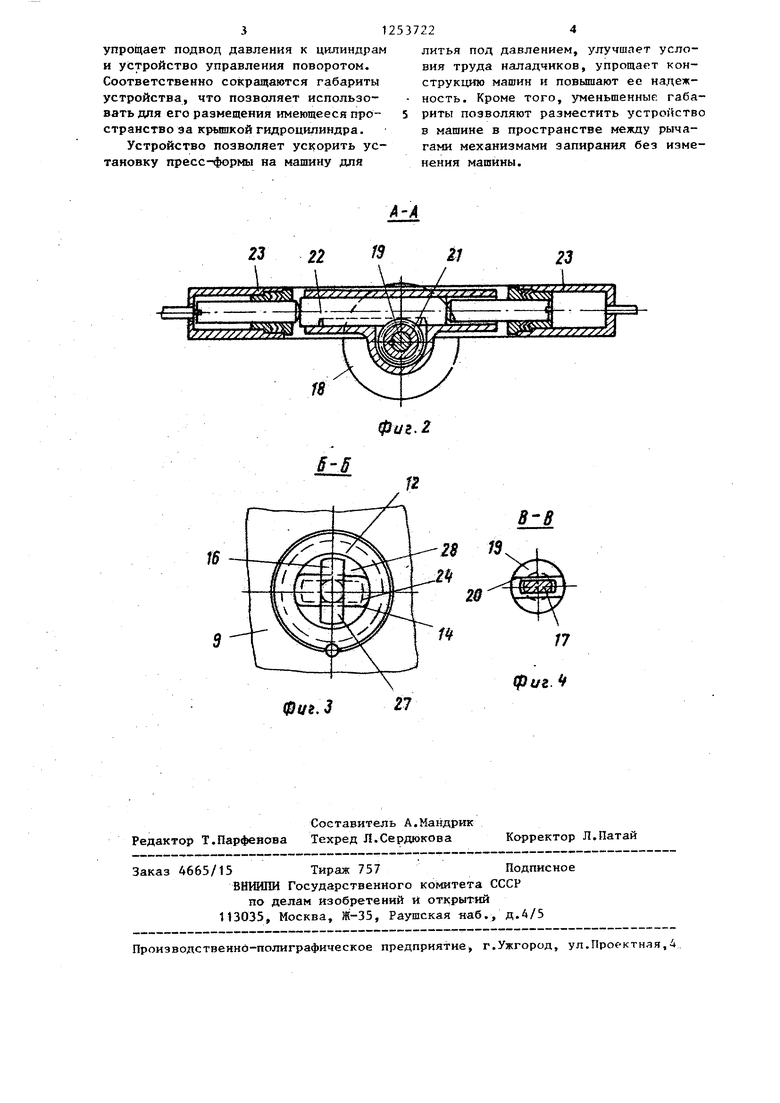
На фиг. 1 изображено устройство, готовое к работе; на фиг. 2 - разрез А-А на фиг. 1 (привод поворота); на фиг, 3 - разрез Б-Б на фиг. 1 (сквозной паз в плите выталкивателей); на фиг. 4 - разрез В-В на фиг. 1 (соединение штока с валом привода поворота) .
При перемещении подвижного формо- держателя 3 вправо он подходит вплотную к подвижной плуформе 8, причем бурт 16 входит в паз 14 и располагается в кольцевой проточке 13. После сжатия пресс-формы 6 между формодер- жателями 2 и 3 и закрепления полуформ 7 и 8 на соответствунэщих формо- держателях механизмами 5, цилиндром 23 через рейку 22 и шестерню 21 поворачивают шток 15 на 90 . Бурт станоНа станине 1 машины литья под давлением (фиг. 1) расположены непод- 5 вится в положение 27 (фиг. 3), сое- вижный формирователь 2 и подвижный диняя плиту 9«выталкивателей со што- формирователь 3 с установленным на ком 15 в осевом направлении. Фикса- нем гидроцилиндром 4 выталкивания и тор 28 предохраняет шток 15 от слу- механизмом 5 закрепления пресс-фор- чайного поворота. Для выталкивания мы 6. Пресс-форма 6 состоит из непод- отливок после раскрытия пресс-форьвл
6 давление подается в поршневую полость 29 гидроцилиидра 4, а для возврата выталкивателей 10 - в штоковую
полуформы 7,подвижной полуформы 8 с расположенной в ней плитой 9 выталкивателей, выталкивателями 10 и контртолкателями 11.В плите 9 устаполость 30. После отливки необходиновлена втулка 12 с кольцевой проточ- мой партии деталей пресс-форма 6
кой 13 и сквозным овальным пазом 14 (фиг. 3). На конце штока 15 выполнен бурт 16, соответствукнций профилю паза 14 и взаимодействующий с кольцевой проточкой 13. На другом конце штока 15 вьтолнен выступ 17. В ке 18 установлен привод поворота штока 15, выполненный в виде вала 19, взаимодействукицего через вилку
20 с выступом 17 и через шестерню 21 35 линдром 23 поворачивают шток 15 на
И рейку 22 - с плунжерными цилиндрами 23 (фиг. 2).
Устройство работает следующим Образом,
Для закрепления пресс-формы 6 под- 40 Дят пресс-форму 6 от формодержателя
вижный формодержатель 3 устанавливается в крайнее левое положение (машина раскрыта), шток 15 цилиндра 4 и бурт 16 - в исходное положение 24 (фиг. 3), при котором выступ 17 входит в вилку 20, а бурт 16 располагается в положении, обеспечивакндем его проход через паз 14 втулки 12. Подвижную 8 и неподвижную 7 полуформы пресс-формы 6 соединяют, скрепляют соединительным устройством (не показано), при этом полуформа 7 через контртолкатели 11 устанавливает плиту 9 в крайнее заднее положен ие, не3, при этом бурт 16 выходит через паз 14 из зацепления с плитой 9. Таким образом, плита 9 вытаипкивателей отсоединяется от цилиндра 4.
45 Фиксация штока 15 от самопроизвольного поворота может быть выполнена как в плите выталкивателей 9 с помощью фиксатора 28, так и в поДвиж- ном формодержателе 3 в виде шпонки
50 31 и соответствующих пазов в штоке 15. Благодаря тому, что шток гидроцилиндра установлен с возможностью поворота и взаимодействует с приводом поворота только в крайнем заднем
обходимое для соединения с буртом 16.js положении, появляется возможность
Собранную пресс-форму 6 устанав- привод поворота установить вне гид- ливают в раскрытую мавшну на ролики роцилиндра и выполнить его в виде 25, обеспечивающие ее предваритель- простых плунжерных цилиндров. Это
вертикальном и. горизонтальном направлениях.
При перемещении подвижного формо- держателя 3 вправо он подходит вплотную к подвижной плуформе 8, причем бурт 16 входит в паз 14 и располагается в кольцевой проточке 13. После сжатия пресс-формы 6 между формодер- жателями 2 и 3 и закрепления полуформ 7 и 8 на соответствунэщих формо- держателях механизмами 5, цилиндром 23 через рейку 22 и шестерню 21 поворачивают шток 15 на 90 . Бурт становится в положение 27 (фиг. 3), сое- диняя плиту 9«выталкивателей со што- ком 15 в осевом направлении. Фикса- тор 28 предохраняет шток 15 от слу- чайного поворота. Для выталкивания отливок после раскрытия пресс-форьвл
полость 30. После отливки необходидолжна быть снята с машины. Для этого формодержателем 3 пресс-форму 6 собирают, скрепляют полуформы 7 и В между собой, отсоединяют неподвижную полуформу 7 от формодержателя 2, отводят после дний от пресс-формы 6. Затем дают давление в полость 30 гидроцилиндра 4, вводя выступ 17 штока t5 в зацепление с вилкой 20, и ци90, устанавливая бурт 16 в положение 24 соответствующее свободному проходу ее через паз 14. Механизмами 5 подвижного формодержателя 3 отво3, при этом бурт 16 выходит через паз 14 из зацепления с плитой 9. Таким образом, плита 9 вытаипкивателей отсоединяется от цилиндра 4.
Фиксация штока 15 от самопроизвольного поворота может быть выполнена как в плите выталкивателей 9 с помощью фиксатора 28, так и в поДвиж- ном формодержателе 3 в виде шпонки
31 и соответствующих пазов в штоке 15. Благодаря тому, что шток гидроцилиндра установлен с возможностью поворота и взаимодействует с приводом поворота только в крайнем заднем
312537
упрощает подвод давления к цилиндрам и устройство управления поворотом. Соответственно сокращаются габариты устройства, что позволяет использовать дпя его размещения имеющееся про- 5 странство за крышкой гидроцилиндра.
Устройство позволяет ускорить установку пресс-формы на машину для
224
литья под давлением, улучшает условия труда наладчиков, упрощает конструкцию машин и повышают ее надежность. Кроме того, уменьшенные габариты позволяют разместить устройство в машине в пространстве между рычагами механизмами запирания без изменения машины.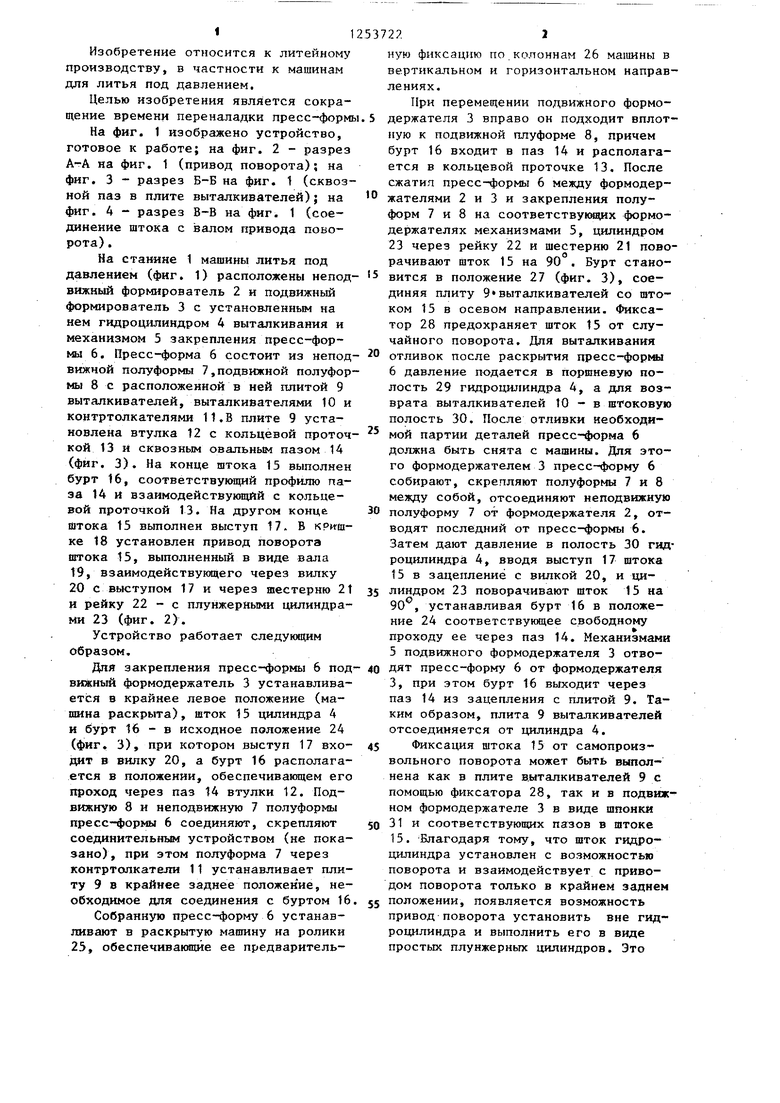
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1353570A1 |
| Машина для литья под давлением | 1984 |
|
SU1266651A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2037357C1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Литейная форма с двухступенчатой системой выталкивания | 1984 |
|
SU1315120A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU626883A1 |
| Машина для литья под низким давлением | 1986 |
|
SU1404169A1 |
| Металлическая форма с вертикальным разъемом | 1981 |
|
SU1011333A1 |

23 22 1
Г8
И
фиг. 2
Фи.З
В В
Редактор Т.Парфейова
Составитель А.Мандрик Техред Л.Сердюкова
Заказ 4665/15 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская яаб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектняя,4
Корректор Л.Патай
| Приспособление к джину для периодического осевого перемещения сырцового валика | 1946 |
|
SU71108A1 |
| Руководство по эксплуатации, Кишинев.: Тимпул, 1978, с.14, Патент Франции № 2529491, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
