дра 6 со штоками 7, имеющими возмож ность взаимодействия с плитами 8 и 9 выталкивания, между которыми уста новлены короткоходовые толкатели О и контртолкатель 11. На плите 8 эыг талкивания закреплены гидроцилиндры 12 со штоками 13, на которых установлены длинноходовые толкатели 14, После затвердевания отливки 18 подвижную траверсу 4 с полуформой 5 от водят вверх цилиндром 16, Затем гид
1
Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - увеличение хода выталкивания без увеличения габа- ритов формы.
На фиг. 1 изображена литейная форма в положении заливки; на фиг. 2 - узел I на фиг. I; на фиг. 3 - литейная форма после выталкивания отливки
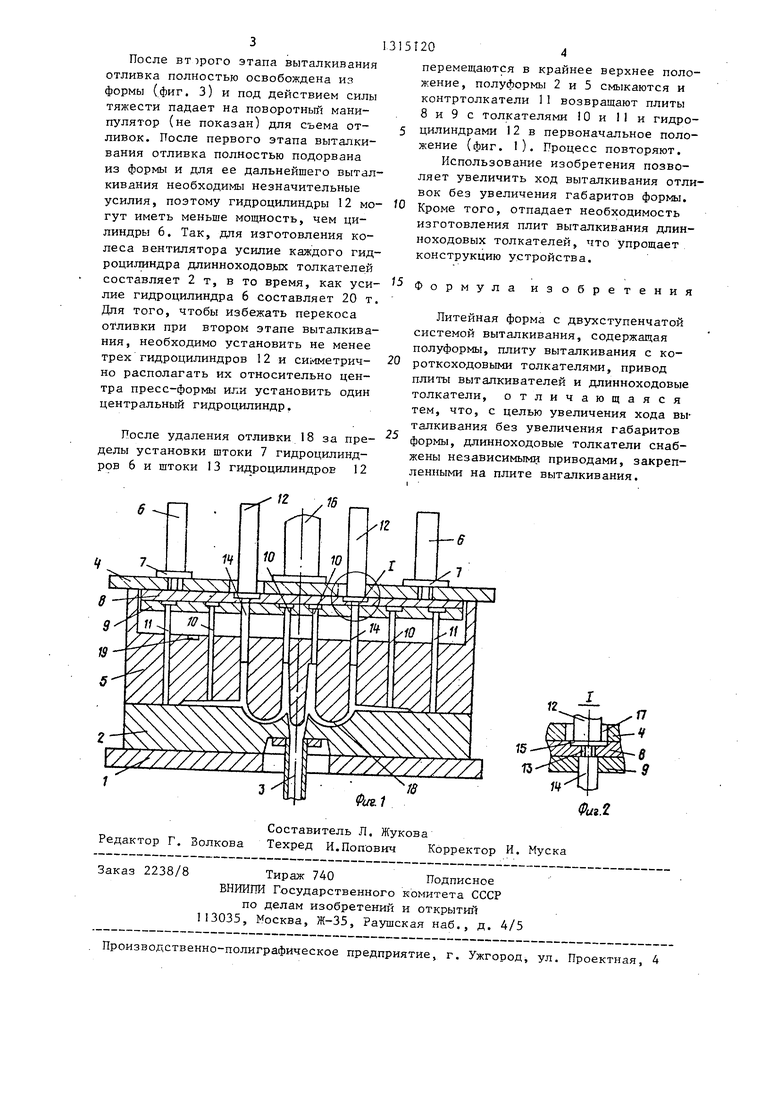
Литейная форма содержит траверсу 1, к которой крепятся неподвижная полуформа 2 и металлопровод 3 для подачи металла в форму из герметично печи (не показана), и подвизкную траверсу 4 с полуформой 5. На траверсе 4 размещены два гидроцилиндра 6 со штоками 7, имеющими возможность взаимодействия с плитами 8 и 9 выталки- вания, между которыми установлены короткоходовые толкатели 10 и контртолкатель 1I. На плите 8 выталкивания закреплены гидроцилиндры 12 со штоками 13, на которых с помощью разъемного соединения установлены длинноходовые толкатели 14, причем диаметр штока 13 меньше диаметра толкателя 14 на 3-4 мм, а отверстие 15 плиты 8, через которое проходит шток 13, меньше диаметра толкателя 14 на 1,5-2,0 мм. Траверса 4 установлена с возможностью вертикального перемещения при помощи прикрепленного к ней штока цилиндра 16 (не пока- зан) и выполнена с отверстиями 17, диаметр которых превышает внешний диаметр гидроцилиндра 12, что позволяет установить их на плите 8 с возможностью выхода за пределы формы.
315120
роцилиндрами 6 плиты 8 и 9 выталкивания опускают в крайнее нижнее положение - осуществляют первый этап выталкивания отливки на величину хода короткоходовых толкателей. После окончания первого этапа выталкивания датчик 19 передает команду на включение гидроцилиндров 12, при этом длинноходовые толкатели 14 производят
дальнейшее выталкивание отливки. 3 ил.
Полуформы 2 и 5 образуют полость для формирования отливки 18. На верхней полуформе 5 установлен датчик 19, передающий команду на включение гидроцилиндров I2 после окончания движения плит 8 и 9. Плиты 8 и 9 выталкивания и полуформа 5 связаны между собой центрирующими кохюнками (не показаны).
Устройство работает следующим образом.
С использованием установки была изготовлена отливка рабочего колеса вентилятора для сушки сена с внешним диаметром 1100 мм и высотой втулки 200 мм из алюминиевого сплава.
Из герметичной печи через металлопровод 3 производят заполнение жидким металлом полости формы, образованной полуформаг.да 2 и 5. После окончания формирования отливки 18 и её затвердевания подвижную трайерсу 4 с полуформой 5 отводят вверх цилиндром 16. Затем гидроцилиндрами 6 плиты 8 и 9 выталкивания с коротко- ходовыми толкателями 10 и длиннохо- довыми толкателями 14 опускают в крайнее нижнее положение (фиг. З). При этом осуществляют первый этап выталкивания отливки на величину хода короткоходовых толкателей 10, т.е. для рабочего колеса вентилятора на 80 мм. После окончания первого этапа выталкивания датчик 19 передает команду на включение гидроцилиндров 12, При этом длинноходовые толкатели 14 производят дальнейшее выталкивание отливки 18 (для рабочего колеса вентилятора этот ход составляет 125 мм).
После второго этапа выталкивания отливка полностью освобождена из формы (фиг. З) и под действием силы тяжести падает на поворотньш манипулятор (не показан) для съема отливок. После первого этапа выталкивания отливка полностью подорвана из формы и для ее дальнейшего выталкивания необходимы незначительные усилия, поэтому гидроцилиндры 12 могут иметь меньше мощность, чем цилиндры 6. Так, для изготовления колеса вентилятора усилие каждого гидроцилиндра длинноходовых толкателей составляет 2 т, в то время, как усилие гидроцилиндра 6 составляет 20 т. Для того, чтобы избежать перекоса отливки при втором этапе выталкивания, необходимо установить не менее трех гидроцилиндров 12 и си1 1метрич- но располагать их относительно центра пресс-формы или установить один центральньй гидроцилиндр.
После удаления отливки 18 за пределы установки штоки 7 гидроцилиндров 6 и штоки 13 гидроцилиндров 12
перемещаются в крайнее верхнее положение , полуформы 2 и 5 смыкаются и контртолкатели 11 возвращают плиты 8 и 9 с толкателями 10 и II и гидроцилиндрами 12 в первоначальное положение (фиг. 1). Процесс повторяют.
Использование изобретения позволяет увеличить ход выталкивания отливок без увеличения габаритов формы.
Кроме того, отпадает необходимость изготовления плит выталкивания длин- ноходовых толкателей, что упрощает конструкцию устройства.
5 Формул
изобретения
Литейная форма с двухступенчатой системой выталкивания, содержащая полуформы, плиту выталкивания с ко- роткоходовыми толкателями, привод плиты выталкивателей и длинноходовые толкатели, отличающаяся тем, что, с целью увеличения хода выталкивания без увеличения габаритов формы, длинноходовые толкатели снабжены независимыми приводами, закрепленными на плите выталкивания.
Y///////.
Фиг.1
Ю
т
Фиг.2
Составитель Л. Жукова Редактор Г. Волкова Техред И.Попович Корректор И. Муска
2238/8
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4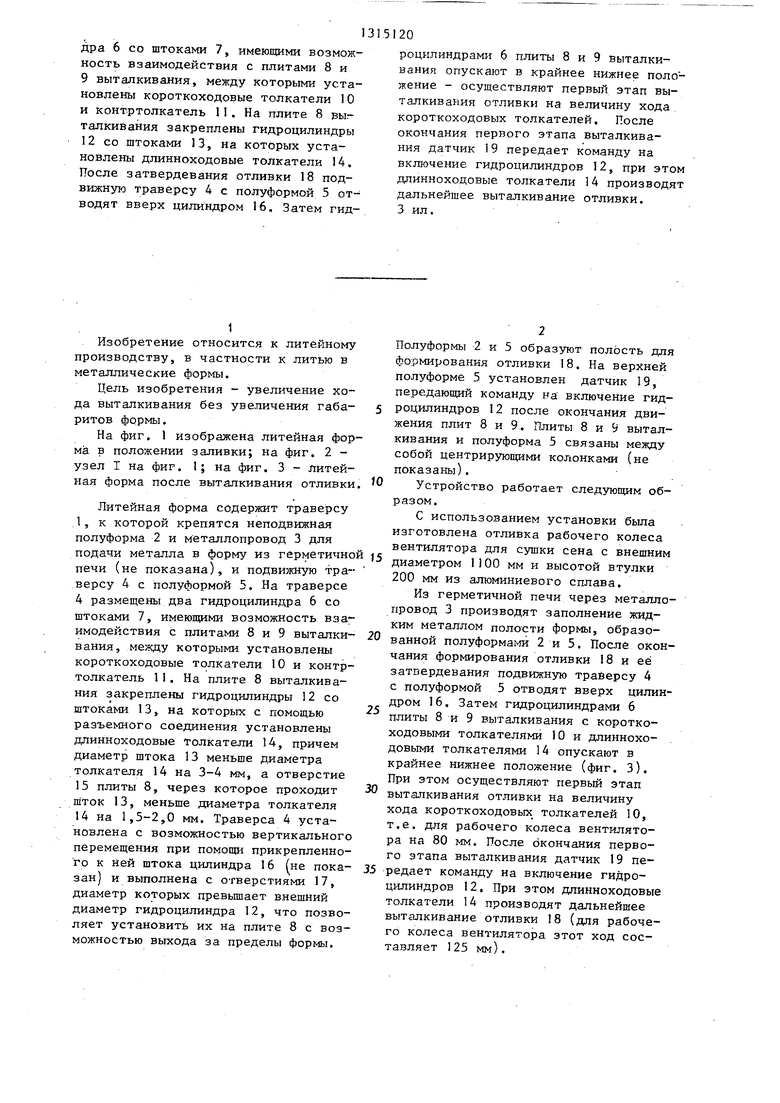
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения отливок из металлических форм | 1981 |
|
SU973228A1 |
| Кокильная машина | 1976 |
|
SU722668A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Машина для литья под низким давлением | 1986 |
|
SU1404169A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Установка литья под низким давлением | 1978 |
|
SU789233A1 |
| Устройство для литья под давлением | 1983 |
|
SU1126364A1 |
Изобретение относится к литейному производству, в частности к литью в металлические формы. Цель изобретения - увеличение хода выталкивания без увеличения габаритов формы. Литейная форма содержит траверсу 1 с неподвижной полуформой 2 и подвижную траверсу 4 с полуформой 5. На траверсе 4 размещены два гидроцилинСЛ м К Р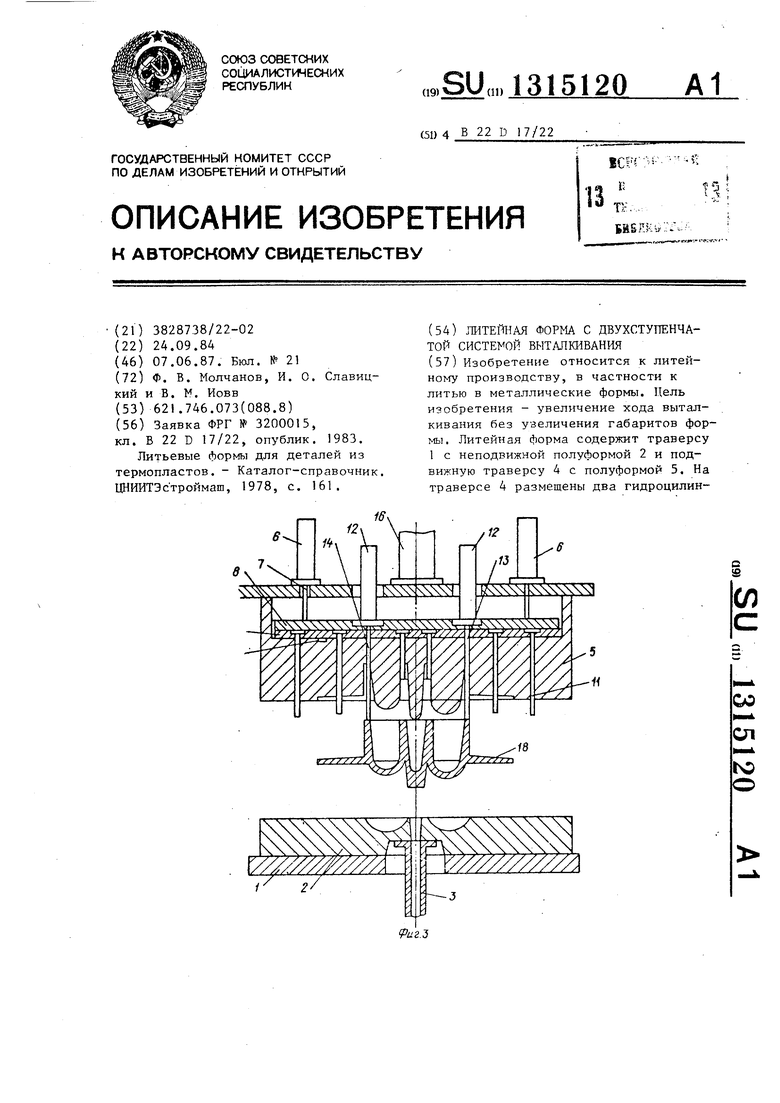
| Заявка ФРГ № 3200015, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Литьевые формы для деталей из термопластов | |||
| - Каталог-справочник | |||
| ЦНИИТЭстроймаш, 1978, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
