Изобретение относится к деревообрабатывающей промышленности и, в частности, к оборудованию для гнутья заготовок.
Цель изобретения - повышение качества гнутья заготовок из бамбука.
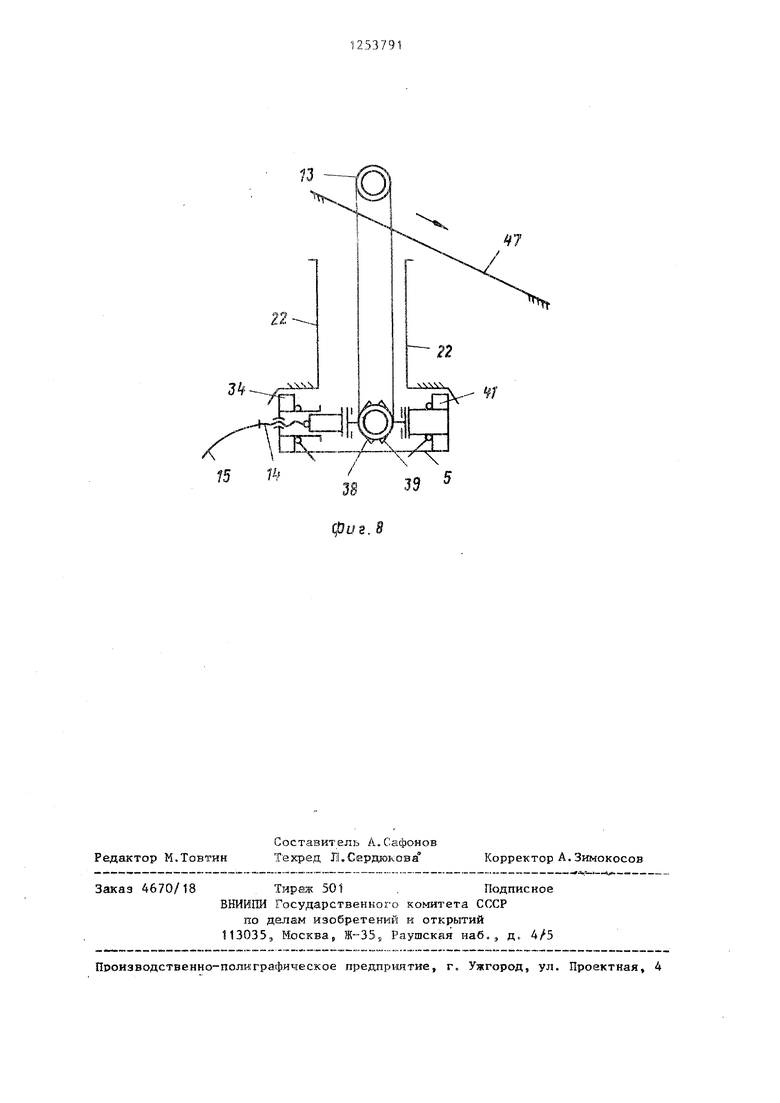
На фиг. 1 изображена схема устройства, вид спереди; на фиг. 2 - то жеS вид сверху; на фиг. 3 - то же, вид сбоку; на фкг, 4 схема зажимных звеньев; на фиг, 5 - то же вид сбоку j. на фиг, 6 - схему гнутья выпуклых заготовок; на фиг. 7 - то же 5 замкнутых заготовок; иа фиг. 3то же, вид сбоку.
Устройство включает стол 1 (фиг. t, 2) 5 на котором уложень- в ряд равномерно нанизанные на тро соблочнуга систему 2 крарлние 3 и: 4 И промежуточные 5 зажимные звенья, снао;кенные съемными блоками 6. Концы системы 2 соединены с концами тросов 7 к 8, перекинутых соответственно через блоки 9 и 10 и соединенных с грузом И, растя гивaюaщ систему 2 со звеньями 3, 4, 5 на столе 1. Роликовый транспортер 12 для ввода в заж11мные звекья бамбуковых заготовок 13 расположен перед столом 1. Роликовый транспортер 2 для ввода в зажимные звенья бамбуковых заготовок 1.3 располох е;-1 неред столом 1, Каждое из звеньев 3-,, 4 и 5 снабжено винтом 14,, соединенным гибким валом 15 с муфтой трения i6.
сидящей на валу
У Bi-iecTB с шестерней 1В, зацепленной с шестерней 19 на раснреде,гв1тельном валу 20, имею щей привод от электродвк; ателя 21. Над столом 1 расположен съемный шаблон 22, фиксируешлй на станине
23с закрепленными на нем краРп-гими
24и промежуточными 25 блокамиj равномерно распреде,г енны;-1К вдоль эквидистантной линии по отнош1гиию к профили шаблона 22, Количество блоков 24-25 на единицу больше количества блоков Ь.,
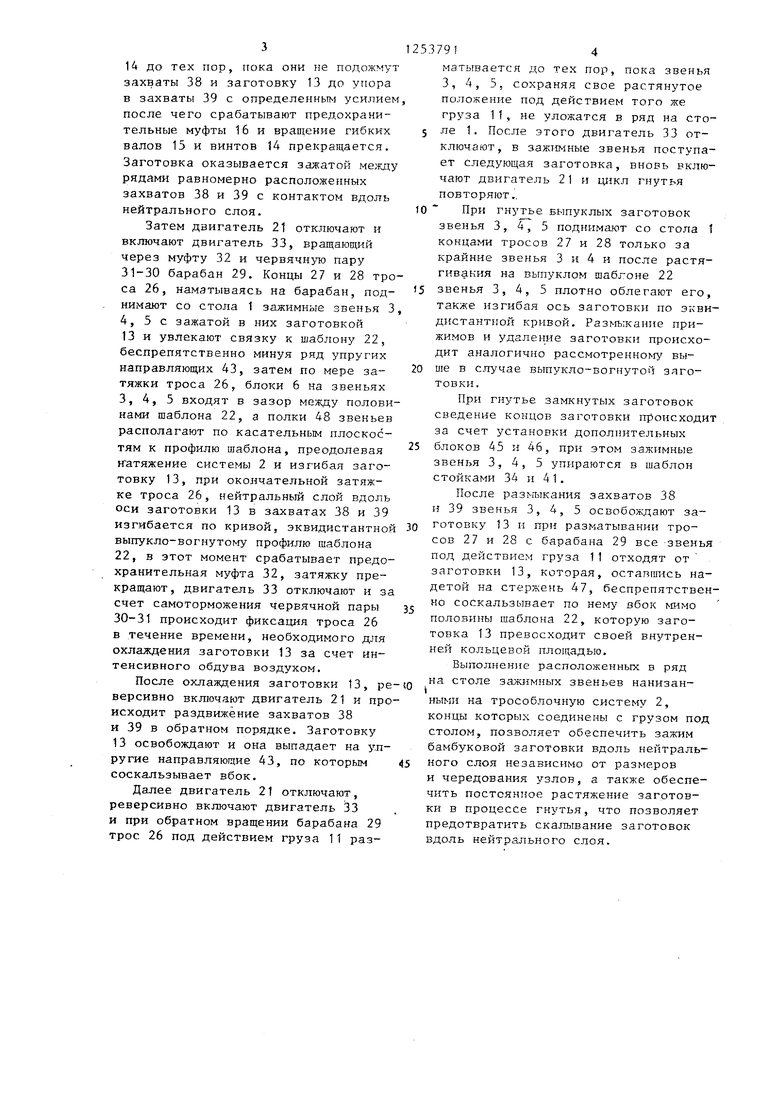
Система блоков 6, 24,, 25 соедине- йа тросом 26, концы 27 и 28 ко .горого через крайние блоки /.4 пе-р ;кинуть) и навиваются на барабан 2S ,, жестко соединенный с червячным колесом 30. зацепленным с самотсрмозяпргм червяком 31g имеющим привод через предохр нктепьную муфту 32 от электродвиг а- теля 33.
15
а-
253791:i
Трос 26 на блоках 6 и 25, расположенных в одной вертикальной плоскости, занимает место между двумя половинаьм, из которьгх состоит шаб5 лон 22,
Звенья 5, как и звенья 3 и 4, имеют П-образную форму и каждое снабжено жестко присоединенной к одной стойке ЗА гайкой 35„ с которой за10 цеплен винт 14, шарнирно соединенный с подвижным 36 в направ- л.яющей 37, также жестко присоединенной к стойке 34. Подвижный прижим 36 несет шарнирко присоединенный захват 38. Такой же захват 39 шарнирно присоединен к неподвижному прижиму 40, жестко закрепленному на другой стойке 41. Стойки 34 и 41 снабжены элементами фиксации 42
20 звеньев 3, 4, 5,
В зоне под шаблоном 22 расположен ряд наклонно смонтированных упругих направляющих 43, по которым заготовка 13 удаляется после выпа2. депия из захватов 38 и 39, которые снабжены ynpyrHNM накладками 44 для плотного облегания поверхности заготовки 13 .
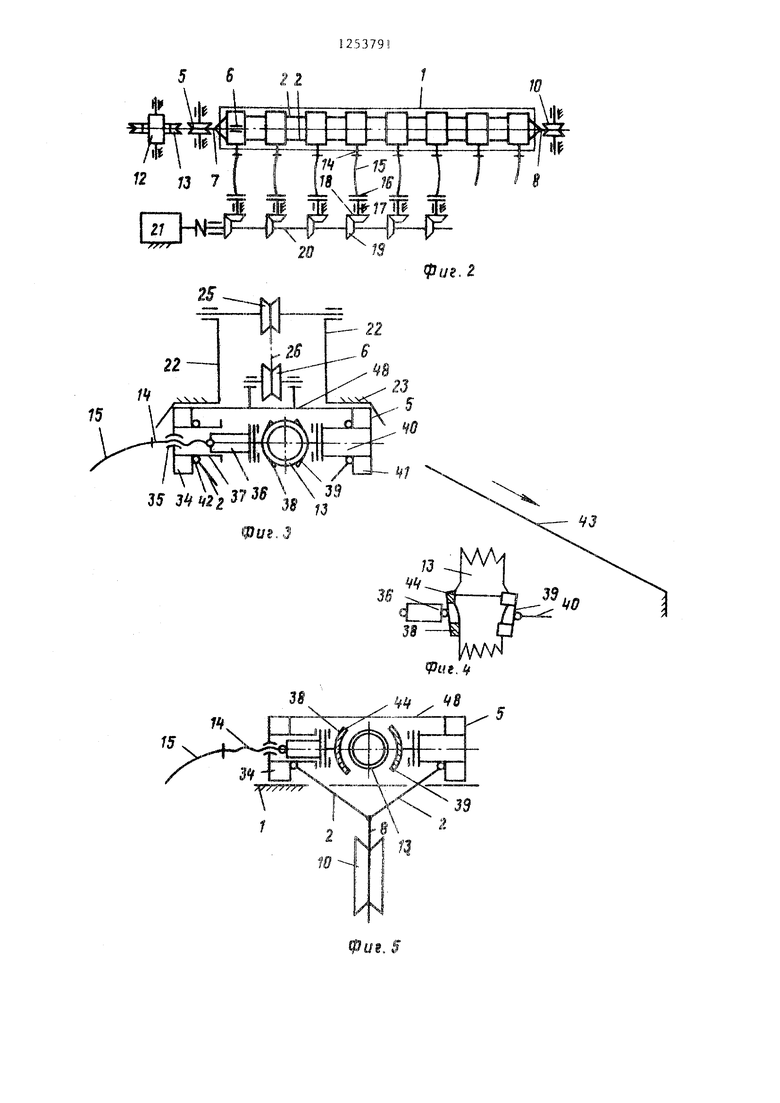
При гнутье выпукло-вогнутых заго3 товок звенья: 3, 4. 5 в исходном положении опираются на стол 1 стойками 34 и И 5 а захваты 38 и 39 раздвинуты.
При гнутье выпуклых заготовок ком35 ноновка устройства предусматривает присоединение тросов 27 и 28 через блоки 25 и 24 только к крайним звеньям 3 и 4 соответственно. Блоки 6 и 25 отсутствуют.
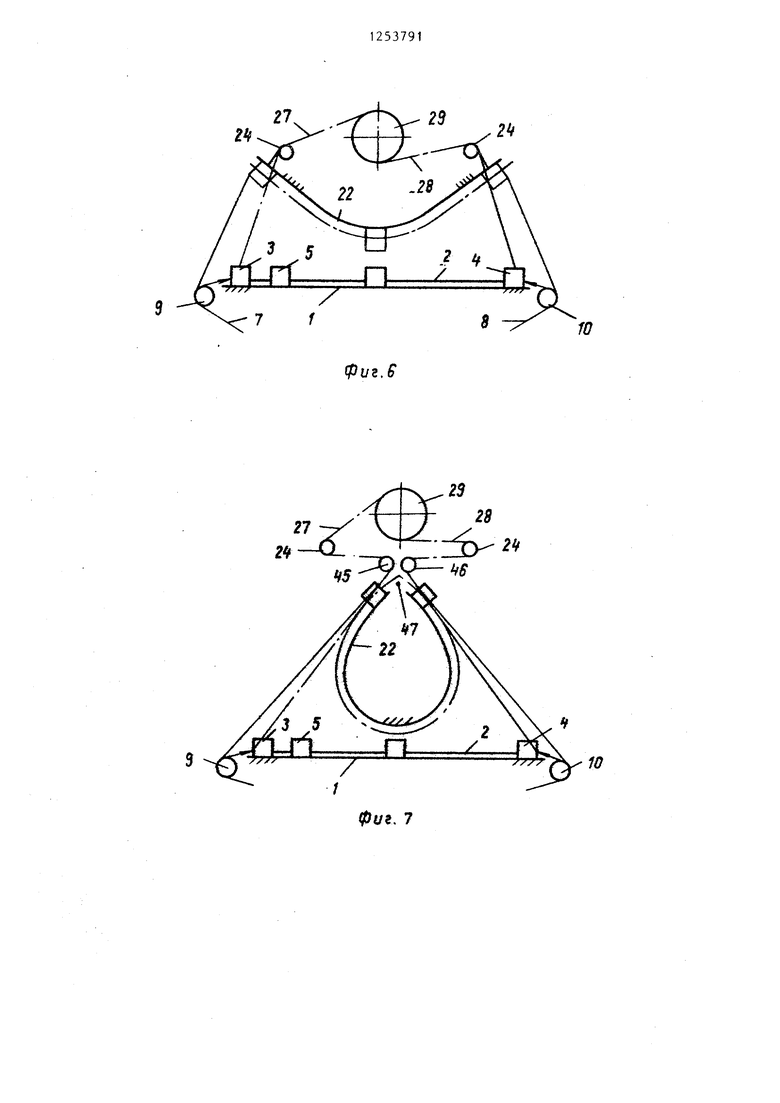
40 При гнутье замкнутых заготовок компоновка устройства отличается введением дополнительнъгх блоков 45 и 46 и установкой только одного наклонного жесткого стержня 47 для
45 удаления заготовки„ Кроме того, звенья 5 перевернуты с тем, чтобы опираться на шаблон 22 стойками, а в исходном положении на стол 1 - полками 48.
30 Устройство работает следуюш 1м образок.
Предварительно пропаренную и на- гретуто заготовку 13 подают тран- спортером 12 (фиг, Ij 2,, 5) в зазор
;55 между раздвинутыми захватами 38
и 39. Включают электродвигатель 21, вал 20 через шестерни 19 и 18 муфты 16 и гибкие валы 15 вращает винты
14 до тех пор, пока они не подожмут захваты 38 и заготовку 13 до упора в захваты 39 с определенным усилием после чего срабатывают предохранительные муфты 16 и вращение гибких валов 15 и винтов 14 прекращается. Заготовка оказывается зажатой между рядами равномерно расположенных захватов 38 и 39 с контактом вдоль нейтрального слоя.
Затем двигатель 21 отключают и включают двигатель 33, вращающий через муфту 32 и червячную пару 31-30 барабан 29. Концы 27 и 28 троса 26, наматываясь на барабан, поднимают со стола 1 зажимные звенья 3 4,5с зажатой в них заготовкой 13 и увлекают связку к шаблону 22, беспрепятственно минуя ряд упругих направляющих 43, затем по мере затяжки троса 26, блоки 6 на звеньях 3, 4, 5 входят в зазор между половинами шаблона 22, а полки 48 звеньев располагают по касательным плоскостям к профилю шаблона, преодолевая нгатяжение системы 2 и изгибая заготовку 13, при околчательной затяжке троса 26, нейтральный слой вдоль оси заготовки 13 в захватах 38 и 39 изгибается по кривой, эквидистантной выпукло-вогнутому профилю шаблона 22, в этот момент срабатывает предохранительная муфта 32, затяжку прекращают, двигатель 33 отключают и за счет самоторможения червячной пары 30-31 происходит фиксация троса 26 в течение времени, необходимого для охлаждения заготовки 13 за счет интенсивного обдува воздухом.
После охлаждения заготовки 13, ре версивно включают двигатель 21 и происходит раздвижение захватов 38 и 39 в обратном порядке. Заготовку 13 освобождают и она выпадает на упругие направляющие 43, по которым соскальзывает вбок.
Далее двигатель 21 отключают, реверсивно включают двигатель 33 и при обратном вращении барабана 29 трос 26 под действием груза 11 раз
fO
)5
20
5
0 5
j
матывается до тех пор, пока звенья 3, 4, 5. сохраняя свое растянутое положение под действием того же груза 11, не уложатся в ряд на столе 1. После этого двигатель 33 отключают, в зажимные звенья поступает следующая заготовка, вновь включают двигатель 21 и цикл гнутья повторяют..
При гнутье Быпуклых заготовок звенья 3, 4, 5 поднимают со стола 1 концами тросов 27 и 28 только за крайние звенья 3 и 4 и после растягивания на выпуклом шаблоне 22 звенья 3,4, 5 плотно облегают его, также изгибая ось заготовки по эквидистантной кривой. Размыкание прижимов и удаление заготовки происходит аналогично paccMOTpenHONry выше в случае выпукло-вогнутой заготовки.
При гнутье замкнутых заготовок сведение концов заготовки происходит за счет установки дополнительных блоков 45 и 46, при этом зажимные звенья 3, 4, 5 упираются в шаблон стойками 34 и 41.
После разьъ1кания захватов 38 и 39 звенья 3,4, 5 освобождают заготовку 13 и при разматывании тросов 27 и 28 с барабана 29 все звенья под действием груза 11 отходят от заготовки 13, которая, оставшись надетой на стержень 47, беспрепятственно соскальзывает по нему вбок мимо половины шаблона 22, которую заготовка 13 превосходит своей внутренней кольцевой площадью.
Выполнение расположенных в ряд на столе зажимных звеньев нанизанными на трособлочную систему 2, концы которых соединены с грузом под столом, позволяет обеспечить зажим бамбуковой заготовки вдоль нейтрального слоя независимо от размеров и чередования узлов, а также обеспечить постоянное растяжение заготовки в процессе гнутья, что позволяет предотвратить скалывание заготовок вдоль нейтрального слоя.
5 6
фиё. 2
Я
зуз«« г37«
Фи.З
J
27
l
29
2
vz,B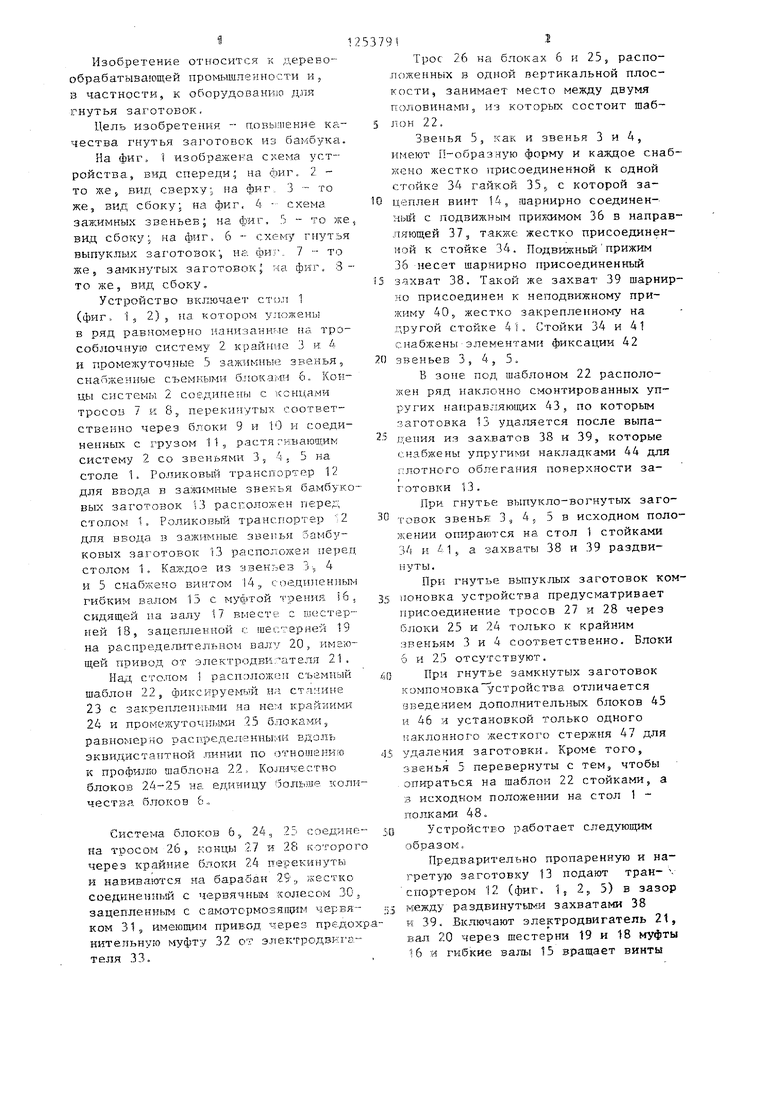
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гнутья заготовок из бамбука | 1986 |
|
SU1384382A1 |
| Подающее устройство бамбуковых заготовок | 1987 |
|
SU1523344A1 |
| Устройство для гнутья плит | 1989 |
|
SU1703457A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Машина для обвязки бунтов проволоки | 1938 |
|
SU56158A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| Устройство для гнутья деревянных заготовок | 1989 |
|
SU1706861A1 |
| Устройство для обработки асферических поверхностей | 1972 |
|
SU589107A1 |
| Устройство для создания сложного пространственного движения | 1990 |
|
SU1782674A1 |

гч
23
фиг, 7
13 4: Ч1
цК
П}
физ. 8
Редактор М.Товтин Заказ 4670/18
Составитель А.Сафонов Те хред Л1, Сердки ов а°
Корректор
Тираж 501 . Подписное ВНИИПИ Государственного комитета СССР
по да.пам изобрете1ге1Й и открытий 113035, Москвар Ж-ЗЗ, Раушская наб. ,, д. 4/5
Производственно-полиграфическое предпр1 щтие, г, Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Станок для гнутья деревянных деталей | 1977 |
|
SU627965A1 |
| Хухрянский П.Н | |||
| Прессование и гнутье древесины | |||
| - М.-Л.: Гослес- бумиздат, 1956, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
