1
Изобретение относится к обработке металлов давлением и может (5ыть использовано преимущественно при горячей штамповке стержневых деталей в частности болтов, клапанов, осей- с буртами и т.п.
Целью изобретения является повышение качества получаемых деталей и надежности работы линии.
На фиг. 1 схематично представлена линия штамповки; на фиг. 2 - положение заготовки перед лотком; на фиг. 3 - приемник шибера и жидкостный демпфер.
Автоматическая линия вкгаочает объединенные элементами синхронизации и дистанционного управления устройство 1 для накатывания фасок и устройство 2 для смазки заготовок,, загрузочный бункер (не показан), цеп ной транспортер 3, сушильную камеру- калорифер 4 5 индукционный нагреватель 5, прибор 6 активного контроля температуры, установленный над заготовкой, расположенной на рольганге 7
При этом пневматический толкатель заготовок (не показан), сушильная камера-калорифер 4, индукционный нагреватель 5 и рольганг 7 расположены на одной оси {фиг. 1) . Б конце рольганга 7 установлен упор в виде ролика 8 (фиг.2), опирающегося на пружину 9 так, что желоб ролика выступает над уровнем ходовой дорожки рольганга 7 не более половины диаме ра заготовки. Выходное отверстие криволинейного лотка 10 расположено над выполненным в виде цилиндра приемником П шибера 12, имеющего привод от пневмоцилиндра 13, связанног с золотниковым устройством 14, которое действует от электромагнитов
ЭМ1 и ЭМ2. t
Приемник 11 с помоп№ю паза связа
с линейкой 15 и имеет три фиксированных положения.
При линейкой 15 на одной оси с входным отверстием лотка 10 и приемником 11 в момент его расположения позиции ожидания установлен жиддсост ный демпфер 16, состоящий из цилиндр 17 , закрепленного, на линейке 15 и опирающегося на кронштейн 18. В цилиндр I7 помещены жидкость 19 и поршень 20, выступающий над уровнем ли нейки 15 на незначительную величину (3-5 мм). Другой конец линейки 14 жестко закреплен на штампе 21, уста
0 5
о Q
5
5
0
новленном на прессе 22. Под шибером 12 расположен бункер 23.
Автоматическая линия ра ботает следующим образом.
В устройстве 1 на заготовки 24 в процессе накатьгеания фасок наносится технологическая смазка (например, водно-графитовая смесь) . Далее, пройдя через загрузочный бункер и транспортер 3, они поступают в сушильнлпо камеру-калорифер 4, где при перекатывании по роликам рольганга 7 обдуваются горячим воздухом. Просушенные заготовки проталкиваются в индукционный нагреватель 5 пневмотолкате- Лем (не показан), при выходе из которого каждая заготовка устанавливается в Определенном положении с помощью упорного ролика 8 таким образом, что осаживаемая часть заготовки остается в индукционном нагревя- теле в момент действия прибора 6 активного контроля температуры и в соответствии с временем цикла штамповки. Это позволяет сохранить, и, если необходимо, повысить температуру Нагрева осаживаемой части заготовки путем подачи сигнала на пнев- мотолкатель, что исключает отбраковку по недогреву заготовок. Одновременно некоторое подстуживание недеформируемой части существенно повышает продольную устойчивость заготовок, особенно длинномерных, в момент щтамповки. С той же целью высота приемника 11 шибера 12 выполнена равной длине стержня детали. Гашение удара заготовки при попадании ее из лотка 10 в приемник 11 осуществляется с помощью 5JШдкocтнoгo демпфера 16, поршень которого служит опорой заготовки 24 в позиции ожидания.
После поступления заготовки в приемник 11 срабатывает злектромаг-. нит ЭМ1 и воздух поступает в левую часть пневмоцилиндра 13, в результате приемник 1I по линейке 15 перемещается в крайнее правое положение и его отверстие совмещается с полостью штампа 2. При выходе заготовки 24 из приемника 1I срабатьша- ет электромагнит ЭМ2 и воздух поступает в правую часть пневмоцилиндра до перемещения приемника в позицию ожидания. В случае возникновения аварийной ситуации вновь включается электромагнит ЭМ2, и приемник 11
31.2552644
с заготовкой 24 перемещается в край- верстие приемника открывается снизу нее левое положение. При этом от- и заготовка падает в бункер 23.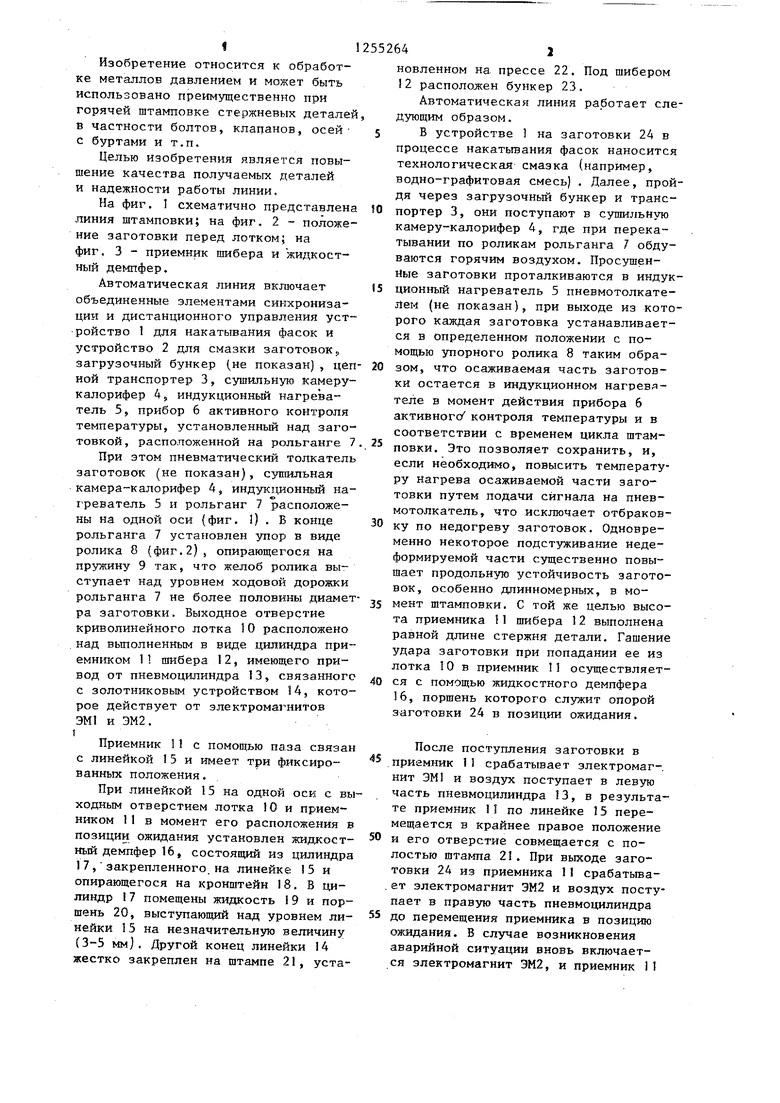

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автоматическая линия горячей штамповки | 1986 |
|
SU1424933A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
Фиг 2
2
/
///
/х/х/
V
п
/4
/7 19
77
////
Фиг.З
Редактор Г. Волкова
Составитель Б. Бещеков
Техред М, Ходанич - Корректор в. Бутяга
Заказ 4748/10Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая линия для горячей штамповки | 1977 |
|
SU660769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
