Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на столе фрезерного станка с ЧПУ,
Цель изобретения - расширение технологических возможностей путем закрепления деталей различной конфигурации за счет обеспечею-ш возможности перемещения зажимных приспособлений относительно горизонтальных осей координат станка с ЧПЗ а также упрощение конструкции.
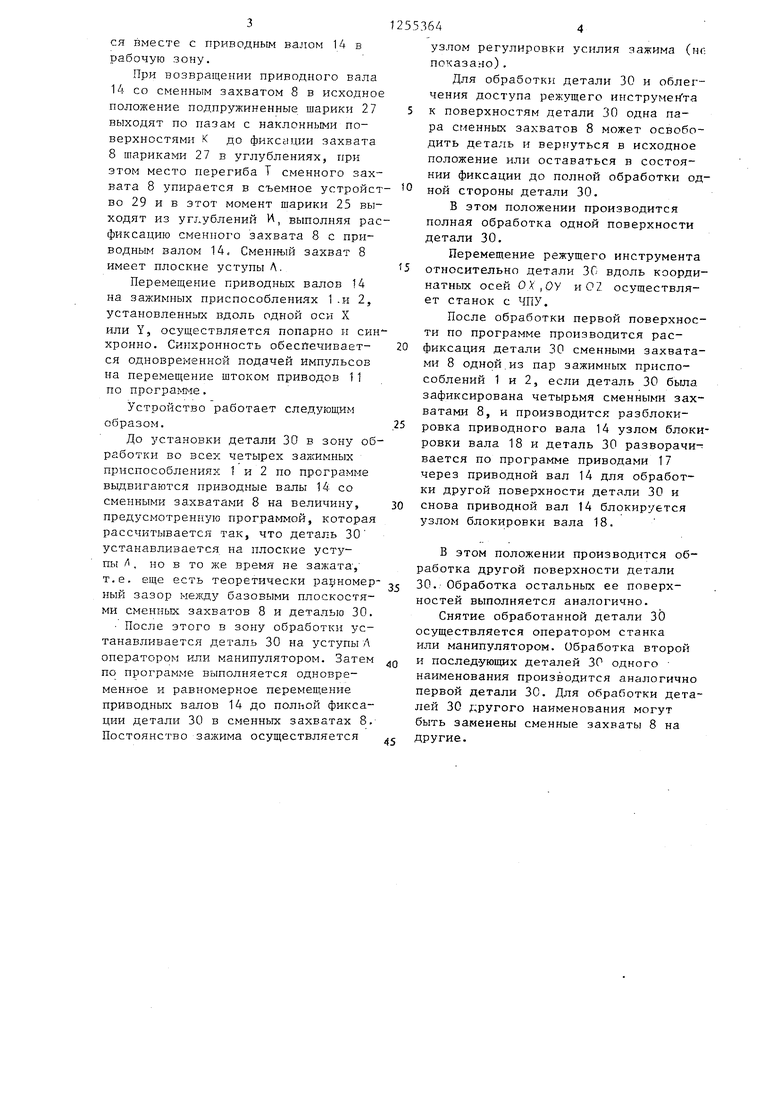
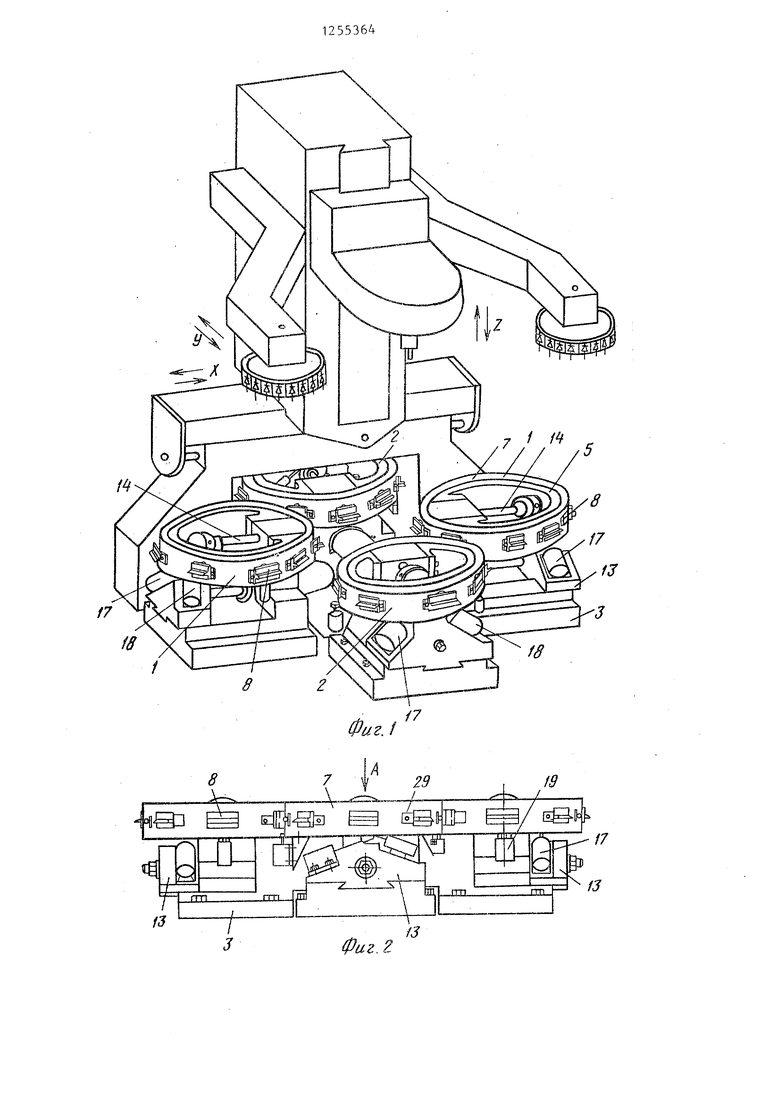
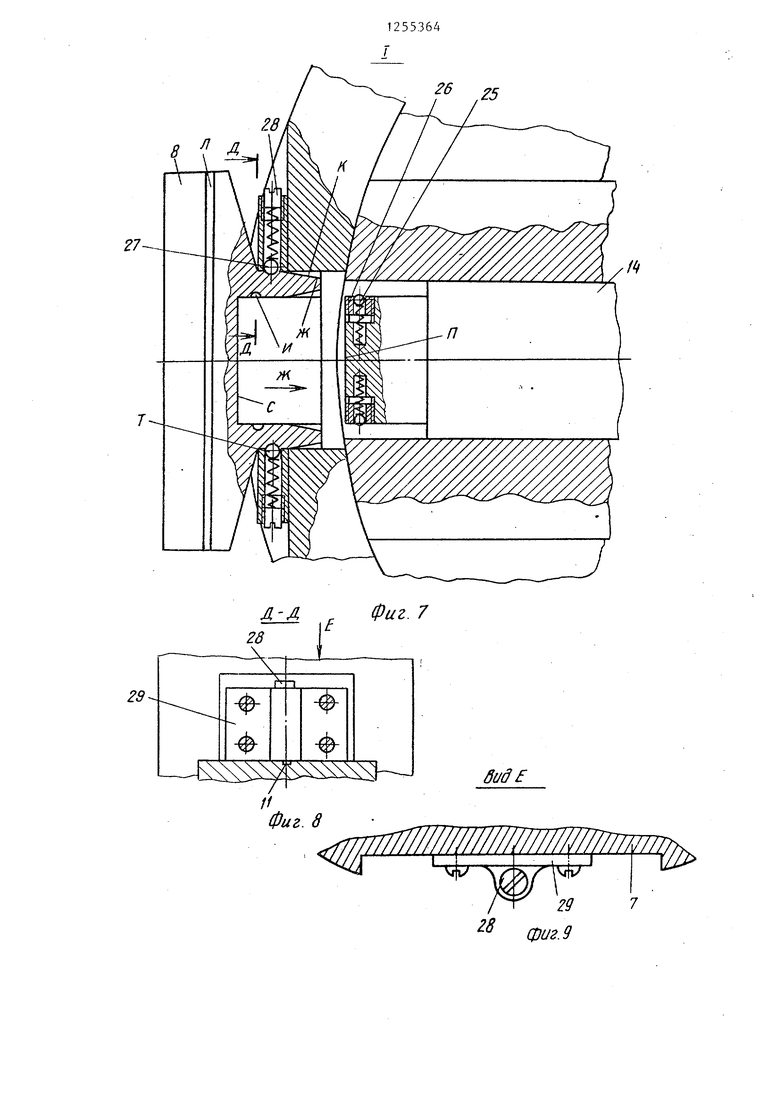
На фиг.1 изображен станок с четырьмя устройствами для закрепления деталей, общий вид, аксонометрия, на фиг.2 - стол фрезерного станка, состоящий из четьфех зажимных приспособлений, вид спереди; на фиг.З - вид А на фиг.2, на фиг.4 - вид Б на фиг.З; на фиг.5 - вид В на фиг.4, на фиг.6 - вид Г на фиг.З; на фиг.7 - узел I на фиг.З , на фиг.8 - разрез Д-Д на фиг.7; на фиг. 9 - вид Е на фиг. 8,, на фиг..
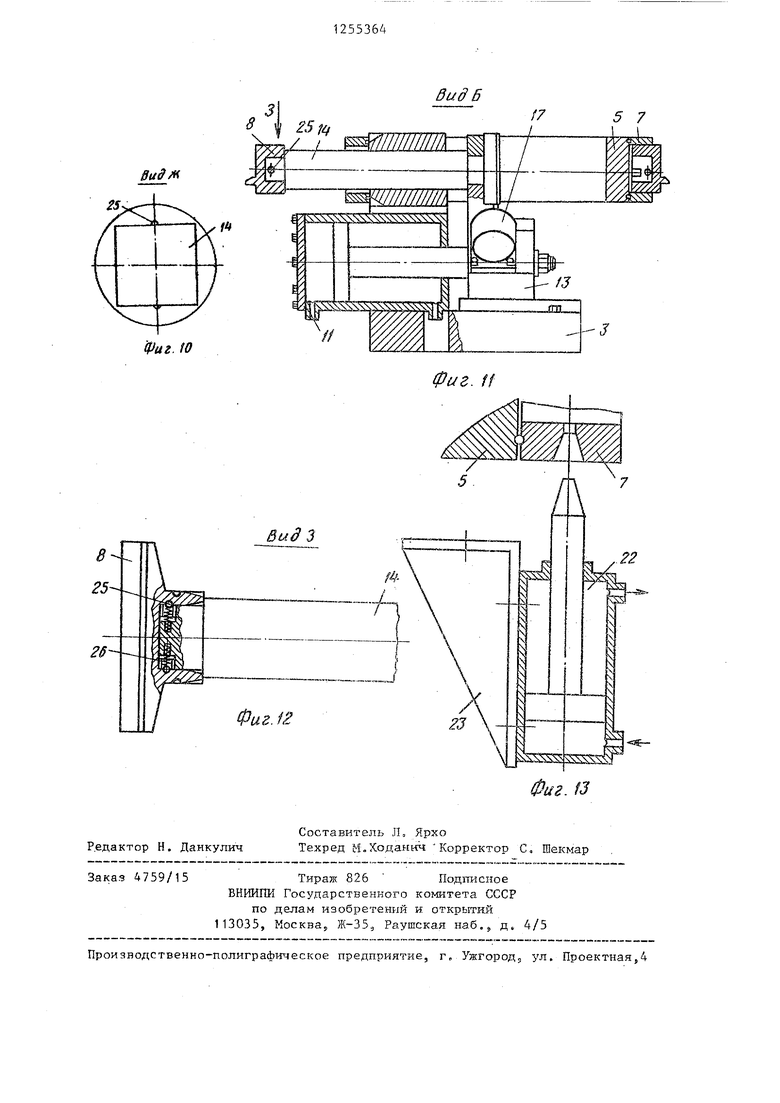
вид ж на фиг. на фиг 11 - вид Б на фиг.З (при крайнем рабочем положении сменного захвата)j на фиг.12- вид 3 на фиг.11 на фиг. 13 - узел бло кировки в разрезе зажимных приспособлений, два из которых дополнительные.
Каждое зажимное приспособление 1 и 2 состоит из корпуса 3, ьакреплен но го винтами 4. Сегмент 5, закреп- ленньш на корпусе 3 винтами 6, образует поверхность вращения кольца 7 вместе со сменными захватами 8 Кольцо 7 вращается на шариках 9, которые вводятся через отверстие в корпусе 3 и закрепляются винтами 10 Зажимные приспособления 1 и 2 возвратно-поступательно перемещаются о носительно горизонтальных осей координат X и У станка.
На корпусе 3 установлен привод 1 на штоке которого закреплен гайкой 12 ползун 13. Ползун 13 связан с приводным валом 14 хомгутом 15 я вин тами 16.
Вращающийся вокруг своей оси и имеющий продольное перемеп ение вал 14 имеет в торце квадратное отверст для насадки на него сменных захватов 8.
Для разворота вокруг оси приводного вала 14 на ползуне 13 установлен привод 17, взаимодействующий с кольцом 7 на приводном валу 14 пос
10
5
2553642
редством червячн. й пары. Для фиксации приводного вала 14 в определенном положении установлен узел 18 блокировки приводного вала 14. Осевое 5 перемещение приводного вала 14 осуществляется приводом 11 через ползун 13 и хомут 15 посредством их воздействия на приводной вал 14.
Кольцо 7 предназначено для размещения и подвода требуемого сменного захвата 8 на продольную ось перемещения приводного вала 14.
Сменные захваты 8 находятся в гнездах кольца 7 и вращаются вместе с ним вокруг вертикальной оси зажимного приспособления 1 и 2, Сменные захваты 8 имеют одинаковые размеры посадочных мест - рабочих поверхностей на кольце 7 и на приводном валу 14. При вьщвижении приводного вала 14 на него насалшвается сменный захват 8.
Для разворота кольца 7 установлен привод 19,который посредством кронштейна 20 через болты 21 закреплен на сегменте 5. Фиксация кольца 7 в требуемом положении осуществляется узлом 22 блокировки кольца 7, который через кронштейн 23 и болты 24 закреплен на сегменте 5. Конец приводного вала 14 снабжен с двух сторон подпружиненными шариками 25 и втулками 26. Каждый сменный захват 8 фиксируется в гнезде кольца 7 с двух противоположных сторон подпружиненными шариками 27 и винтами
20
25
30
35
40
45
50
28, которые установлены в съемном устройстве 29ь
Деталь 30 закрепляется сменными захватами 8.
Вращение колец 7 до установки их в положение для фиксации детали 30 необходимыми сменными захвата1 Ш 8 осуществляется по программе станка с ЧПУ..
Для обеспечения насадки сменных захватов 8 на приводной вал 14 в захватах 8 на их рабочих поверхностях выполнены пазы с наклонными поверхностями Ж, по которым перемещаются оба подпружиненные шарика 25 приводного вала 14 и фиксируют сменный захват 8 в углублениях И После этого сменный захват 8, соприкасаясь своей поверхностью С с торцовой поверхностью П приводного вала 14, освобождается от фиксации его подпру- лсиненными шариками 27 и перемещается вместе с приводным валом 14 в рабочую зону.
При возвращении приводного вала 14 со сменным захватом 8 в исходно положение подпружиненные шарики 27 выходят по пазам с наклонными поверхностями К до фиксации захвата 8 шариками 27 в углублениях, при этом место перегиба Т сменного захвата В упирается в съемное устройство 29 и в зтот момент шарики 25 выходят из угх.ублений И, выполняя рас фиксацию сменного захвата 8 с приводным валом 14, Сменный захват 8 имеет плоские уступы Л.
Перемещение приводных валов 14 на зажимных приспособлениях 1.и 2, установленных вдоль одной оси X или У, осуществляется попарно и син хронно. Синхронность обеспечивается одновременной подачей импульсов на перемеп;ение штоком приводов 1 1 по программе,
Устройство работает следующим образом.
До установки детали 30 в зону обработки во всех четырех залсимных приспособлениях 1 и 2 по программе вьщвигаются приводные валы 14 со сменными захватами 8 на величину, предусмотренную программой, которая рассчитывается так, что деталь 30 устанавливается на плоские уступы /, но в то же время не зажата, т.е. еще есть теоретически рарномер ный зазор между базовыми плоскостями сменных захватов 8 и деталью 30. После этого в зону обработки устанавливается деталь 30 на уступы Л оператором или манипулятором. Затем по программе выполняется одновременное и равномерное перемещение приводных валов 14 до полной фикса- дии детали 30 в сменных захватах 8. Постоянство зажима осуществляется
2553644
узлом регулировки усилия зажима (нг; показано).
Для обработки детали 30 и облегчения доступа режущего инструмен та 5 к поверхностям детали 30 одна пара сменных захватов 8 может освободить деталь и вернуться в исходное положение или оставаться в состоянии фиксации до полной обработки од- О ной стороны детали 30.
В этом положении производится полная обработка одной поверхности детали 30.
Перемещение режущего инструмента 5 относительно детали 30 вдоль координатных осей ОХ, ОУ иО1 осуществляет станок с ЧПУ.
После обработки первой поверхности по программе производится рас- 20 фиксация детали 30 сменными захватами 8 одной,из пар зажимных приспособлений 1 и 2, если деталь 30 была зафиксирована четырьмя сменными захватами 8, и производится разблоки- .25 ровка приводного вала 14 узлом блокировки вала 18 и деталь 30 разворачивается по программе приводами 17 через приводной вал 14 для обработки другой поверхности детали 30 и 30 снова приводной вал 14 блокируется узлом блокировки вала 18.
В этом положении производится обработка другой поверхности детали 5 30. Обработка остальных ее поверхностей выполняется аналогично.
Снятие обработанной детали 30 осуществляется оператором станка или манипулятором. Обработка второй Q и последующих деталей 30 одного
наименования производится аналогично первой детали 30. Для обработки деталей 30 другого наименования могут быть заменены сменные захваты 8 на 5 другие.
/
18
f3
Фаг. I
Фиг. г
13
ВидА
/
8
ФигЛ
фиг. S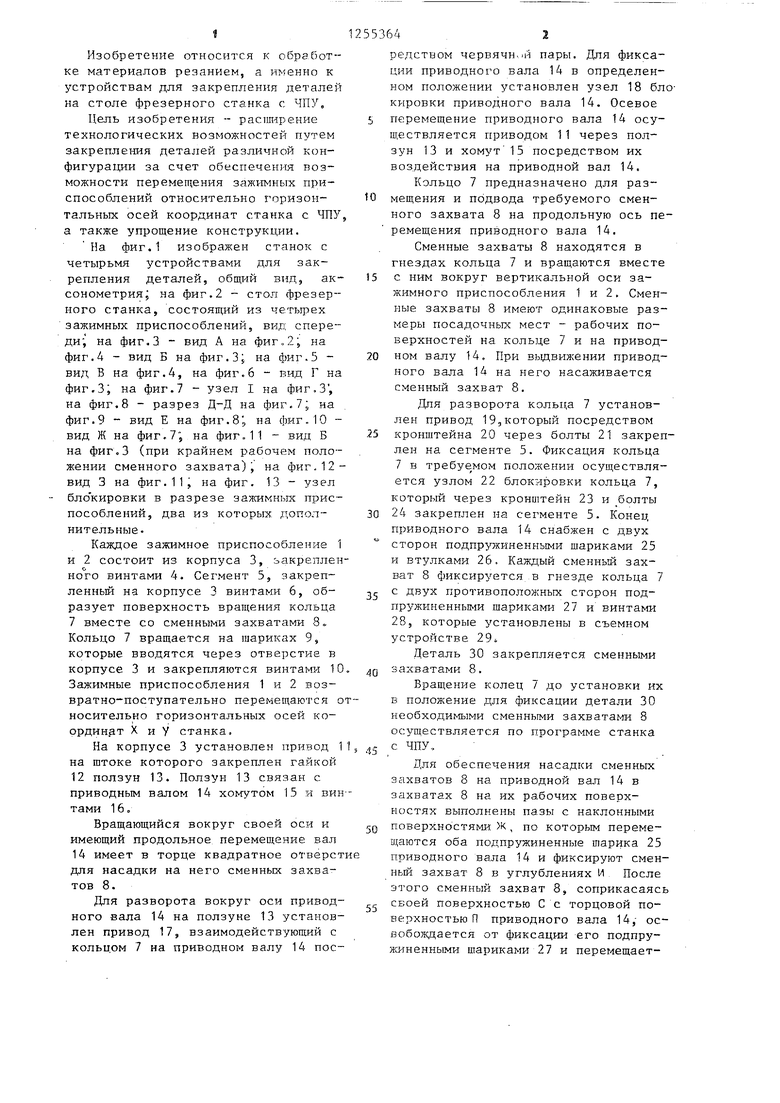
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1986 |
|
SU1315222A1 |
| Рабочий орган металлообрабатывающего станка с программным управлением | 1985 |
|
SU1326369A1 |
| Устройство для зажима инструментальной головки при ее смене в приводном шпинделе станка | 1988 |
|
SU1720481A3 |
| Самоцентрирующийся патрон | 1985 |
|
SU1273216A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1738616A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛИ ДЛЯ ТОЧНО ПОЗИЦИОНИРОВАННОЙ УСТАНОВКИ В ЗАЖИМНОМ ПАТРОНЕ, А ТАКЖЕ ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ И ФИКСИРУЕМЫМ В НЕМ С ТОЧНЫМ ПОЗИЦИОНИРОВАНИЕМ ПРИСПОСОБЛЕНИЕМ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛИ | 2007 |
|
RU2362663C1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |

Вид Г
л-л
Фиг. 7
видЕ
фиг. 9
о
I 25f
;.
w
25
SSS iSSSiSS i:
SS
Фиг. to
/7
5 7
тшиппш
Wmm
.
л
/J
jm.
3
Ф(г. 11
Редактор Н. Даикулич
Составитель Л, Ярхо
Техред М.Ходанич Корректор С, Шекмар
4759/15
Тираж 826 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35э Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгородд ул. Проектная54
Фаг. 13
| Монахов Г.А | |||
| и др | |||
| .Станки с программным управлением | |||
| /Справочник | |||
| М.: Машиностроение, 1975, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗОСОДЕРЖАЩЕГО ЛЕКАРСТВЕННОГО СРЕДСТВА | 1994 |
|
RU2078563C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
