1
Изобретение относится к текстильной промьпапенности.в частности к способам отделки текстильных материалов в паковках под давл е.нием.
Цель изобретения - повышение качества отделки.
На чертеже изображена схема, поясняющая предлагаемый способ.
Способ жидкостной обработки осуществляется следующим образом.
В емкости 1 и 2, имеющие сообщающиеся между собой перфорированные носители 3 и 4 с размещенными на них паковками 5 и 6, заливают обрабатывающий раствор и осуществляют движение раствора через паковки. В ем- кость на поверхность раствора им- |Пульсно под избыточньш давлением подают газ по газопроводу 7 из источни ка 8 давления. При этом клапаны 9-12 открыты, остальные клапаны закрыты.
Под действием избыточного давления происходит движение раствора через материал 5 (от периферии к центру) и далее через носитель 3, трубопровод 3 и носите.ль 4 раствор движется через материал 6 (от центра к периферии). На этом полуцикл жидкостной обработки заканчивается.
Из сосуда I импульсно сбрасывается давление газа (клапаны 14, iO, 11 и 15 открыты, остальные - закрыты) , а в сосуд 2 на поверхность раствора импульсно под избыточным давлением подается газ. Под действием избыточного давления происходит движение раствора через материал 6 (от периферии к центру) и далее через носитель 4, по трубопроводу 13 и носитель 3 раствор движется через ма- териал 5 (от центра к периферии). На этом цикл жидкостной обработки заканчивается. Всего таких циклов осуществляют 2-15.
Затем, после по меньщей мере одного цикла прокачки раствора через паковки осуществляют импульсную циклическую паровую обработку паковок при движении через последние пара от периферии к центру, и наоборот, от центра к периферии. Паровую обработку могут проводить одним из двух ;предложенных вариантов. Способ осуществляют следующим образом (первый вариант).
Источник 8 сжатого газа и источник 16 пара под Давлевшем отключены к циркуляционной системы. При достижении в емкости 1 раствором уровня
О
0
5
56662
датчика 17, включается нагреватель
18. Раствор, проходя через носитель 7 с материалом 5 (от центра к периферии), начинает нагреваться (электро- магнитные клапаны 14, 10 и 11 открыты, а остальные - закры 1:ы). При снижении уровня раствора в емкости 2 ниже датчика 19 электромагнитные клапаны 10 и М закрываются. Раствор перед прокачкой, предшествующей паровой обработке, нагревают в емкости 1 до 100-164 С и выдерживают паковки в растворе при этой температуре 2- 15 мин при давлении, возрастающем до 6 кг/см . В это время открьгаают клапан 9, давление в емкости 2 доводится до атмосферного в течение 1- 15 мин, при этом раствор в материале 6 вскипает, образовавшийся пар частично вытесняет его и происходит взрыхление волокон.
Затем электромагнитные клапаны 10 и II открываются и раствор из емкости I с помощью выделяющегося при нагреве раствора через материал 5 (от периферии к центру) по трубопроводу i 3 и носитель 4 поступает к материалу 6 (от центра к периферии) в емкости 2 в течение 1-2 мин и проводят паровую обработку паковок в течение 0,1-0,5 мин.
При достижении раствором 2 уровня датчика 19 включается нагреватель 20.
При снижении уровня раствора в емкости 1 ниже датчика 17 нагреватель 18 отключается, электромагнитные клапаны 10 и 11 закрываются,а клапан 14 открьтается. Материалы 5 и 6 подвергаются аналогичным воздействиям. На этом период смены воздействий заканчивается.
Паровую обработку осуществляют следующим образом (второй вариант).
В опорожненную емкость 2 через материал 6 подают пар под давлением из источника 16 пара (клапаны 21, 14 и I1 открыты, остальные - закрыты) в течение 0,5-3 мин, в 2 создается заданный импульсный перепад давления 0,5-5 кг/см, фиксируемый контрольно-регулирующим манометром 22, после чего его импульсно сбрасывают из емкости 2 в течение 1-15 мин (клапан 9 открывается на время сбро- са).
Далее раствор движется в емкость 2 и проводят аналогичную паровую обработку материала 5 емкости 1, на этом обработка материала паровой
0
S
0
5
0
5
31
средой заканчивается. После этого осуществляют жидкостную обработку. Количество периодов смены воздействий определяется в зависимости от ви да обрабатываемого материала и техно логического режима.
При паровой обработке раствор как вокруг материала, так и в самом мате риале, находясь в подвижном состоянии (микро- и макротечения в волокнах и вокруг них), интенсивно проникает в порь} и капилляры волокнообра- зующего полимера, приводит к увеличению коэффициента диффузии молекул красителя и равномерному распределению раствора красителя в материале.
С помощью образовавшегося парового объема происходит движение раство ра через материал с последующим запариванием влажного материала в этом паровом объеме. В процессе запаривания происходит набухание волокон и создаются дополнительные условия для диффузии и фиксации красителя. При последующем импульсном сбросе давления пара происходит вскипание жидкости, находящейся в материале. Образовавшийся пар в значительной степени разрыхляет структуру волокнообразую- щего полимера и она становится более доступной для раствора красителя при последующем движении раствора.
Способ распространяется на процессы отварки, беления, крашения и промывки текстипьньсх материалов.
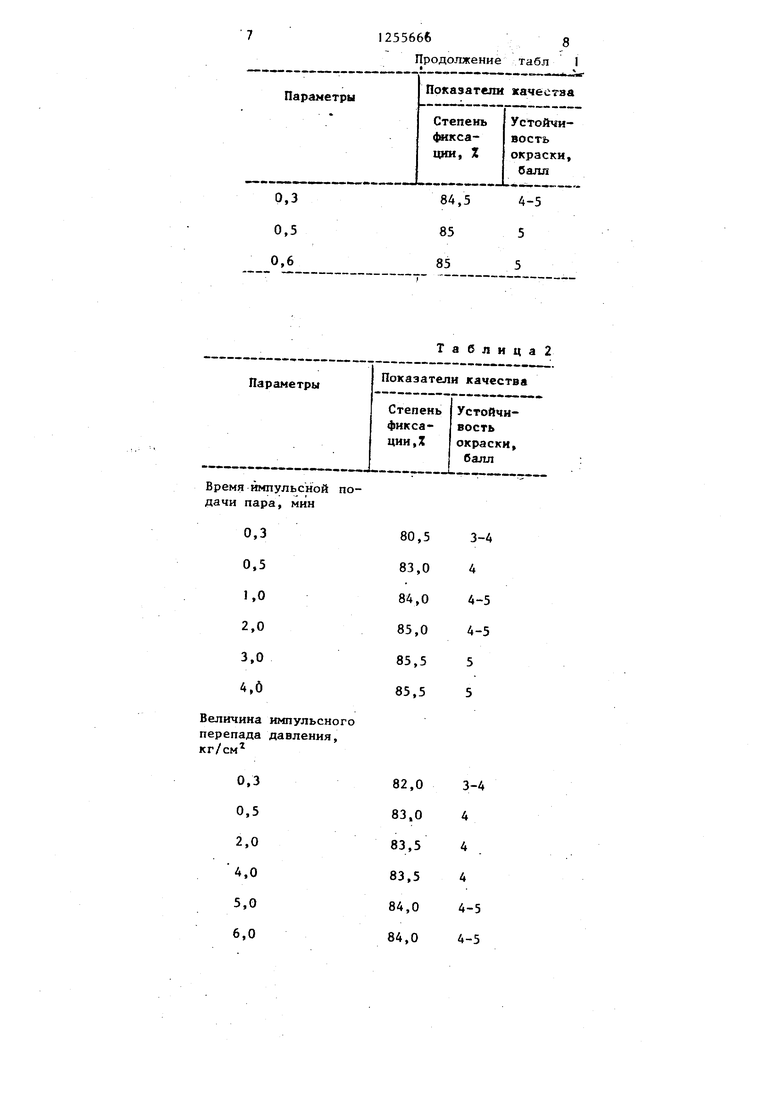
В табл. 1 и 2 приведены качественные показатели материала, обработанного по различным режимам. Предлагаемый способ отделки текстильных материалов позволяет повысить равномерность обработки, что приводит к улучшению показателей устойчивости окраски и получать более насыщенные цвета.
Формула изобретения
1. Способ отделки текстильных ма- териалов в паковках под давлением.
10
15
20
25
30
5
0
5
556664
заключающийся в заливке обрабатывающего раствора в емкости, имеющие-со- общаюшлеся между собой перфорированные носители с Размещенными на них паконками, каждый из которых расположен в соответствующей емкости, и в циклической прокачке раствора через паковки от периферии к центру и наоборот - от центра к периферии путем импульсной подачи сжатого газа на поверхность -раствора в одну из емкостей при одновременном импульсном сбросе давления в другой емкости, отличающийся тем, что, с целью повьщхения качества отделки, после по меньшей мере одного цикла прокачки раствора через пакдвки осуществляют импульсную циклическую паровую обработку паковок при движении через последние, пара от периферии к центру и наоборот - от центра к периферии.
2.Способ по п. 1,отлича ю- щ и и с я тем, что раствор перед прокачкой, предшествующей паровой обработке, нагревают в соответствующей емкости до 100-164°С и выдерживают паковки в растворе при этой температуре от 2 до 15 мин при давле НИИ, возрастающем до 6 кг/см,
3.Способ по пп. 1 и 2, о т л и- чающийся тем, что вьщеляю- . щийся при нагреве раствора пар используют для последующей прокачки раствора через паковки из одной емкости в другую в течение 1-2 мнн и паровой обработке им паковок в течение 0,1-0,5 мин.
4.Способ по п. 1, о т л и ч а ю- щийся тем, что паровую обработку паковок ведут в течение 1,5-6 мии при создании избыточного давления, возрастающего до 5 кг/см , с последующим сбросом давления в течение
1-3 мин.
5.Способ по пп. 1-4, о т л и - чающийся тем, что циклическую обработку паковок паром осуществляют многократно.
Параметры
12556666
Таблица I
Показатели качества
Время нахождения ма- .териала в кипящем растворе, мин
Устойчивостьокраски, балл
12556668
Продолжение табл I
.,.,.,.
Показатели хачестаа Параметры
Степень Устойчи- (кса- вость ции, Z окраски, балл
0,384.5 4-5
0,585 5
0, 85 5
Таблица 2
Д
„Показатели качества
Параметры
Степень Устойчи- фикса- вость ции,1 окраски, балл
80,53-4
83,04
84,04-5
85,04-5
85,55
85,55
о
82,03-4
83.04
83,54
83,54
84,04-5
84,04-5
Время импульсного сброса давления, мин
Продолжение табл. 2



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделки текстильных материалов в паковках | 1985 |
|
SU1320298A1 |
| Способ термообработки технических полиамидных нитей на паковках | 1990 |
|
SU1808031A3 |
| Способ жидкостной обработки текстильных материалов в паковках под давлением | 1984 |
|
SU1222727A1 |
| Устройство для отделки текстильных материалов в паковках | 1987 |
|
SU1447956A2 |
| Устройство для жидкостной обработки текстильного материала в паковках | 1977 |
|
SU658197A1 |
| Способ жидкостной обработки паковок текстильных материалов | 1982 |
|
SU1046364A1 |
| Устройство для отделки текстильных материалов в паковках | 1988 |
|
SU1553589A1 |
| Устройство для отделки текстильных материалов под давлением | 1985 |
|
SU1289931A1 |
| Способ жидкостной обработки текстильных материалов в паковках | 1988 |
|
SU1548299A1 |
| Носитель паковок аппарата для отделки текстильных материалов | 1988 |
|
SU1553590A1 |
Изобретение относится к способу отделки текстильных материалов в паковках под давлением и позволяет повысить качество отделки. Емкости, в которые заливают обрабатывающий раствор (ОР), имеют сообщающиеся между собой перфорированные носители с размещенными на них паковками. Каждый из носителей расположен в соответствующей емкости. Прокачивают 0 через паковки от периферии к центру и от центра к периферии путем импульсной подачи сжатого газа на поверхность ОР в одну из емкостей. Одновременно в другой емкости производят импульсный сброс давления. После прокачки ОР через паковки производят импульсную циклическую паровую обработку (по) паковок при движении через них пара от периферии к центру и от центра к периферии. Циклическую ПО осуществляют многократно. Перед прокачкой ОР нагревают до 100-164 С. Паковки выдерживают в этом ОР до 2- 15 мин при давлении, возрастающем до в кг/см. по паковок ведут в течение 1,5-6 мин при создании избыточного давления, возрастающего до 5 кг/см в течение 1-3 мин, с последующим сбросом давления. 2 табл., 4 3.п. ф-лы, 1 ил. (Л с 1C ел СП Од Од Од
| Способ жидкостной обработки текстильных материалов в паковках под давлением | 1984 |
|
SU1222727A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
