J
M-ff
Л
дан
ление 4. На внутренней поверхности копира 6 вьтолнена винтовая канавка 15, сообщающаяся с одной стороны с центральным отверстием итинделя 3, а с другой стороны - с кольцевой проточкой 18 на фланце зажимного приспособления 4, в которой выполнен
ряд диаметрально расположенных скйоз- ных отверстий 19 малого диаметра. СОЖ циркулирует под давлением по внутренней поверхности копира, затем охлаждается, дросселируя через отверстия 19 в зону отработки, и интенсивно отводит тепло от детали.2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1328074A1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1985 |
|
SU1256860A2 |
| Шпиндельная головка для копирной обработки деталей вращения | 1986 |
|
SU1315146A2 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
Изобретение относится к области станкостроения и может быть использовано в станках токарной группы при обработке изделий сложного профиля. Целью изобретения является повышение точности обработки за счет отвода тепла от копира и из зоны резания. Головка содержит шпиндель 3, несущий объемный копир 6 и зажимное приспособ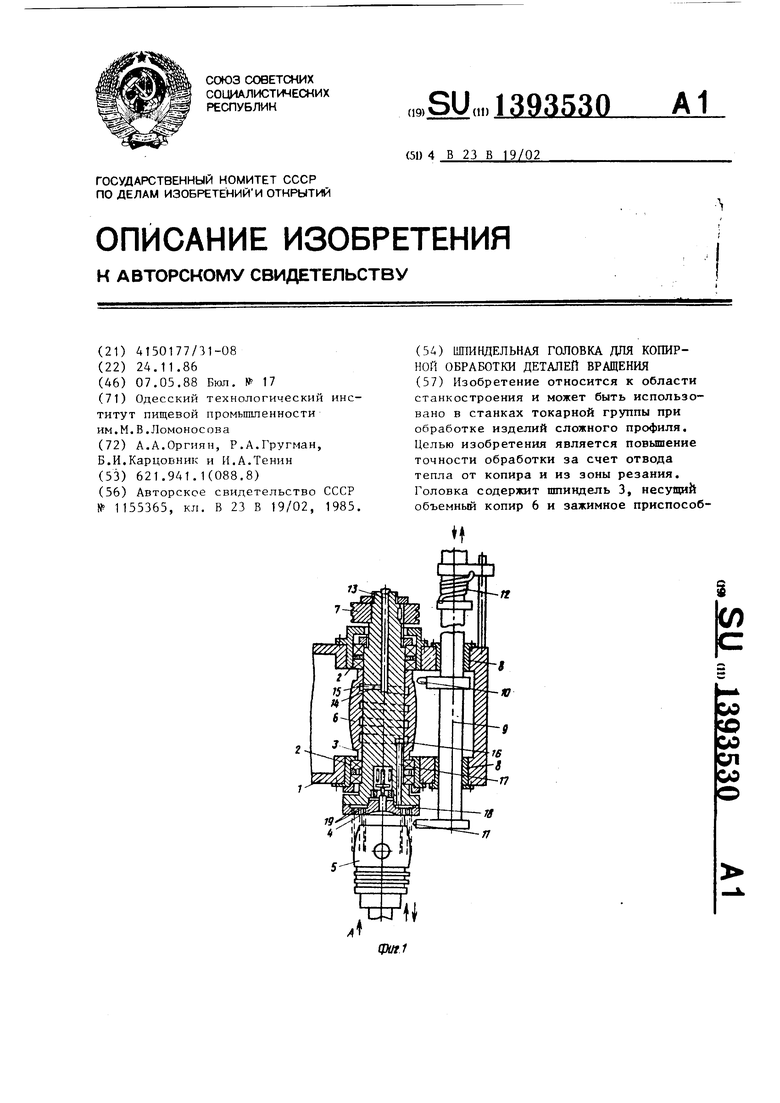
1
Изобретение относится к станкостроению и может быть использовано в станках токарной группы при обработке изделий сложного профиля.
Целью изобретения является повышение точности обработки за счет отвода тепла от копира и из зоны резания.
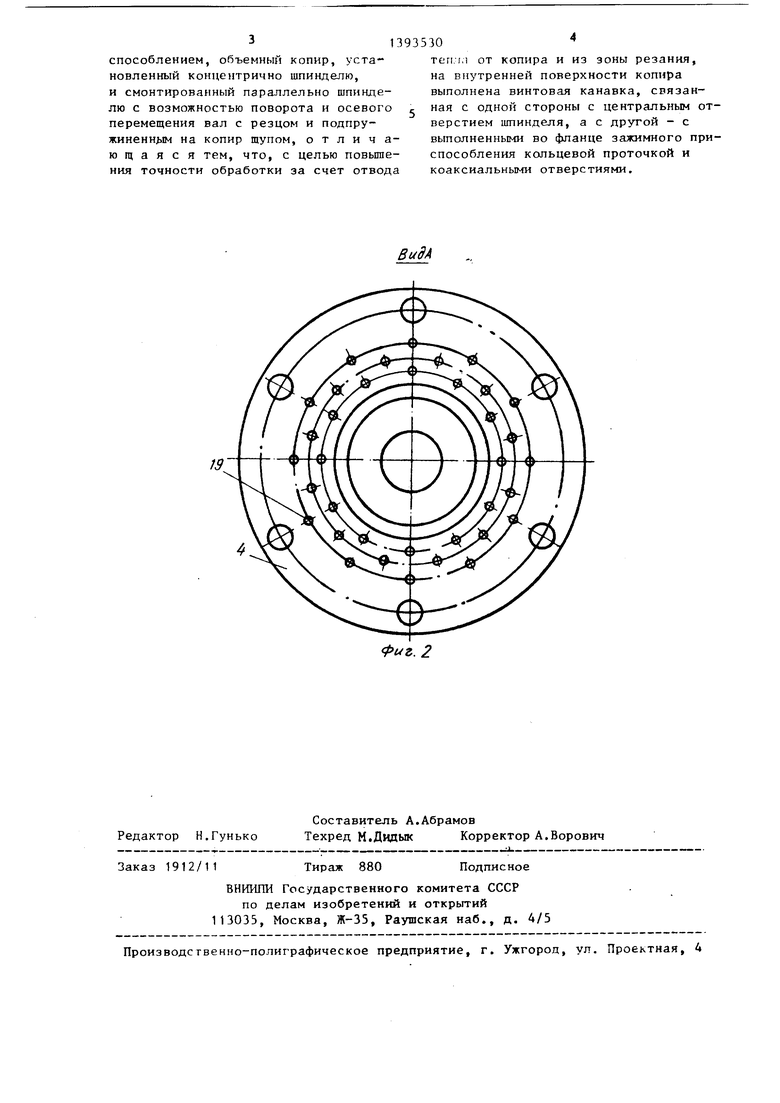
На фиг.1 показана шпиндельная головка, разрез на фиг.2 - вид Л на фи г.1.
В корпусе 1 головки на двух опорах 2 качения смонтирован шпиндель 3 на фланце которого установлено зажимное приспособление 4 для закрепления детали вращения - поршня 5. Между опорами 2 шпинделя установлен объемный копир 6, а на консольном конце шпинделя - шкив 7 привода вращения. Параллельно шпинделю в корпусе 1 во втулках 8 установлен с возможностью углового и осевого перемещений копир ный. вал 9 со щупом 10, обточным резцом 11 и пружиной 12 кручения.
В консольной части шпинделя выполнено центральное отверстие 13, через отверстие 14 сообщающееся с винтовой канавкой 15, выполненной на внутренней поверхности копира 6.Винтовая канавка I 5 посредством отверстий 16 и 17 сообщается с кольцевой проточкой 18, выполненной на фланце зажимного приспособления 4, в которой коаксиально расположены несколько рядов сквозных отверстий 19 малого диаметра.
Шпиндельная головка работает следующим образом.
Обрабатываемая деталь - поршень 5 устанавливается в зажимное приспособ ление 4. При включении автоматического цикла работы головки включается вращение шпинделя 3 посредством шки
C
5
0
0
0
5
ва 7 и осевое перемещение копирного вала 9 в направляющих втулках 8. Совершая качательное и осевое перемещения, копирный вал 9 переносит посредством щупа 10 и резца 11 заданный объемный профиль с копира на заготовку поршня.
Поджим щупа 10 к копиру 6 и резца к заготовке обеспечивается пружиной 12 кручения.
Одновременно с вращением головки и перемещением копирного вала 9 ох- паждающая жидкость под давлением подается в отверстие 13 шпинделя 3 и по отверстию 14 поступает в винтовую канавку 15. Проходя по винтовой канавке 15, жидкость вытекает через отверстия 16 и 17 в кольцевую проточку 18, а затем через ряд отверстий 19 малого диаметра (0,2-f-1 м) в распыленном состоянии подается на заготовку - поршень 5.
При этом происходит эффект дросселирования - охлаждающая жидкость, проходя по канавке 15, отбирая тепло от копира 6, нагревается, но,выходя из системы через ряд отверстий как можно меньшего диаметра, она вновь охлаждается, осуществляя равномерное и обильное охлаждение заготовки.
После окончания авгомач ичс ского цикла производятся останов шпинделя, прекращение подачи СОЖ, возврат механизмов в исходное положение it съем обработанной детали.
Формула изобретения
Шпиндельная голопка д.чя 1а нирной обработки деталей врлшения, сс держа- щая установленньвЧ в корпусе нл омо- рах качения шпиндел. с , приспособлением, объемный копир, установленный концентрично шпинделю, и смонтированный параллельно шпинделю с возможностью поворота и осевого перемещения вал с резцом и подпру- жиненнь1м на копир щупом, отличающаяся тем, что, с целью повышения точности обработки за счет отвода
Редактор Н.Гунько
Составитель А.Абрамов Техред М.ДидьпсКорректор А.Ворович
Заказ 1912/11
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
тепл, от копира и из зоны резания, на внутренней поверхности копира выполнена винтовая канавка, связанная с одной стороны с центральным отверстием шпинделя, а с другой - с выполненными во фланце зажимного приспособления кольцевой проточкой и коаксиальными отверстиями.
фиг. 2
Подписное
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
