f12
Изобретение относится к изготовле- .нию, резиновых технических изделий и предназначено для вулканизации бесконечных клиновых ремней.
Целью изобретения является упроще- ние обслуживания пресс-формы и повышение качества ремней за счет механизации процесса выгрузки и предотвращения их повреждения при выгрузке
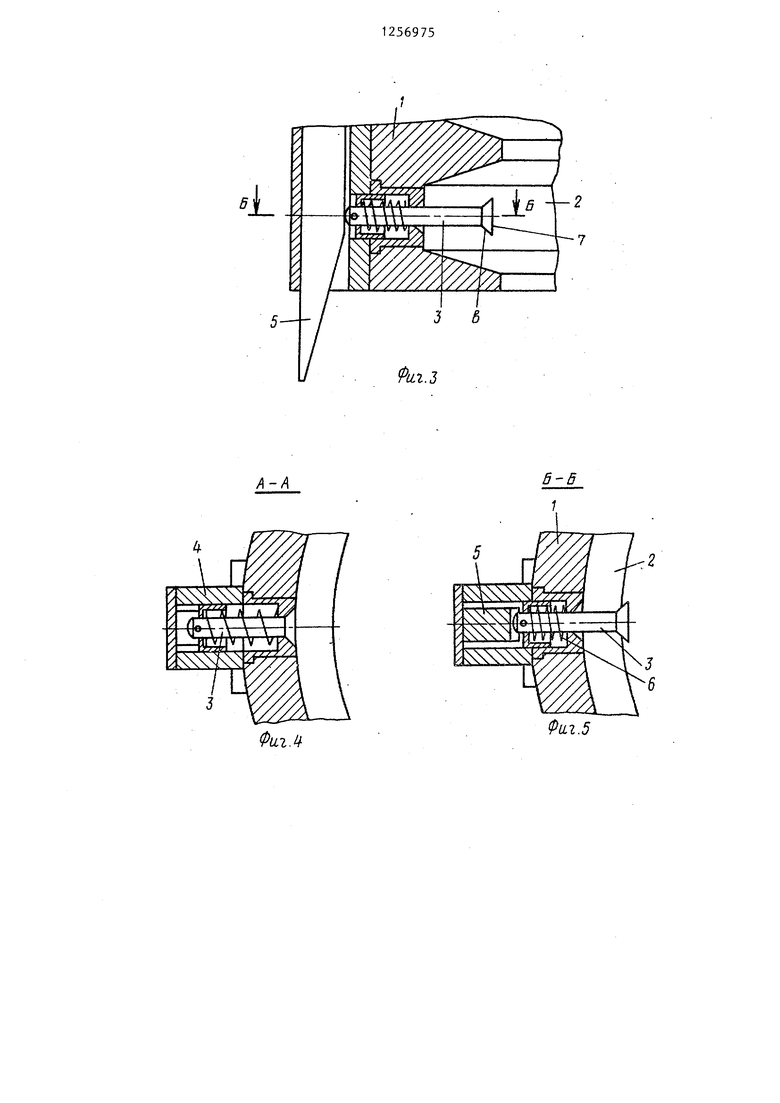
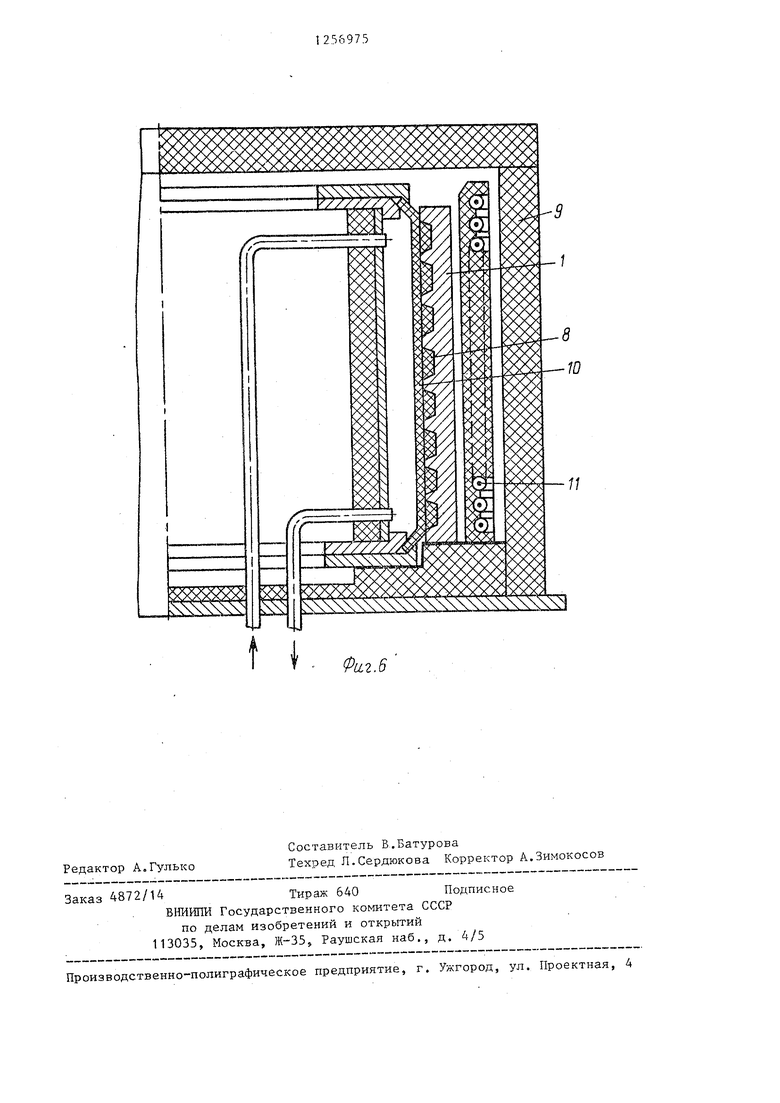
На фиг.1 изображена предлагаемая пресс-форма; на фиг,2 - корпус с выталкивателем (в увеличенном масштабе) на фиг.З - то же, в положении выгрузки; на фиг о 4 - разрез А-А на фиг,2; на фиг.З - разрез Б-Б на фиг.З, на фиг,6 - пресс-форма в процессе вулканизации.
Пресс-форма для вулканизации бесконечных клиновых ремней содержит не- разъемный цилиндрический корпус 1 с кольцевыми профильными канавками 2 на внутренней поверхности, обращенными малыми ocHOBaHHHNfvi Q наружу, В стенке корпуса 1 иа уровне малых ос- нований Q канавок 2 с возможностью аксиального перемещения радиально установлены выталкиватели 3, по меньшей мере по одному на каждую канавку. На периферии корпуса 1 размещен привод 4 выталкивателей с по меньшей мере одним клином 5 смонтированным с возмож75-2
ностью перемещения вдоль образующей корпуса 1 для воздействия на хвостовики выталкивателей 3. Между корпусом и выталкивателями размещены пружины 6. Головки 7 выталкивателей 3 выполнены с коническими посадочными поверхностями b , что препятствует затеканию резины в процессе формования в отверстия для выталкивателей.
Пресс-форма работает следующим образом.
Пресс-форма с размещенными в канавках 2 заготовками клиновых ремней 8 устанавливается в вулканизатор 9 между диафрагмой 10 и электронагревательными элементами 11, В полость диафрагмы подается теплоноситель, под действием которого диафрагма 10 рас- гоиряется и опрессовывает заготовки ремней 8, Осуществляется процесс вулканизации, после окончания которого из полости диафрагмы удаляется теплоноситель и пресс-форма с готовыми ремнями 8 извлека€ тся из вулканизатора. После этого клин 5 перемещается вдоль образующей Kopriyca и, воздействуя на хвостоБР ки выталкивателей 3, перемещает последние к центру пресс- формы. При этом свулканизованные ремни 8 выталкиваются из профильных канавок 2 и легко выгружаются из пресс- формы ,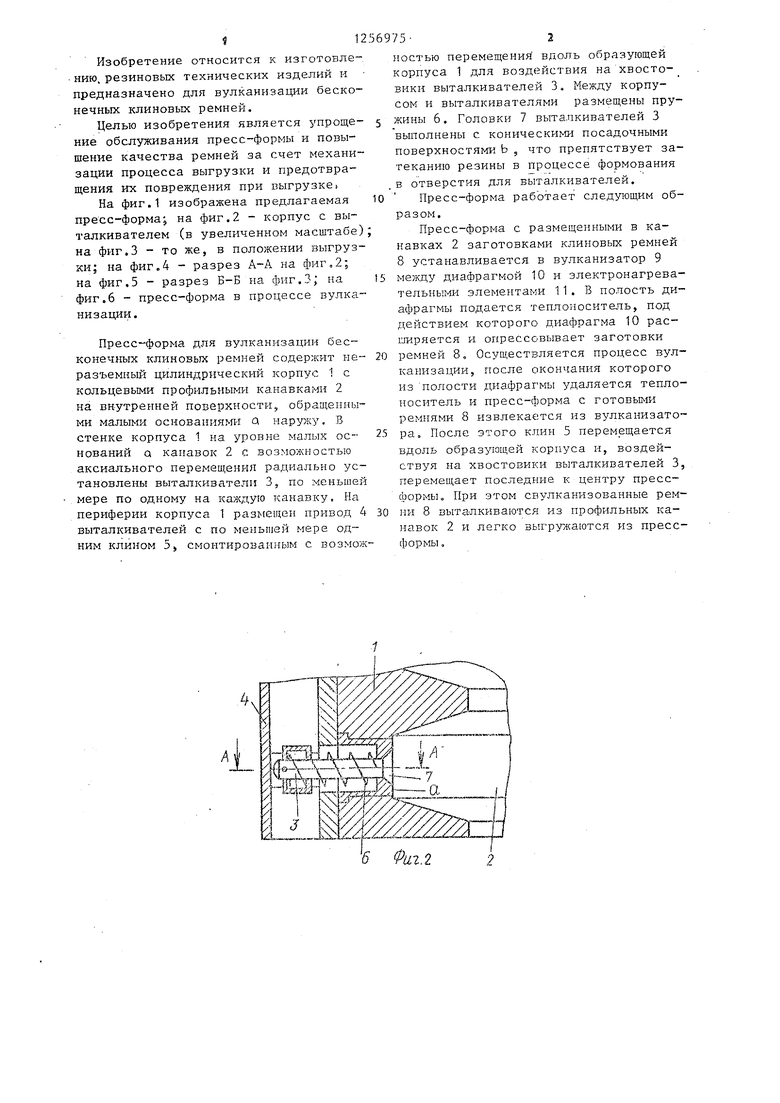
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации клиновых ремней | 1986 |
|
SU1391911A1 |
| Вулканизационное устройство | 1977 |
|
SU738894A1 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней | 1978 |
|
SU939286A1 |
| Устройство для формования и вулканизации клиновых ремней | 1988 |
|
SU1636235A2 |
| Пресс-форма для вулканизации бесконечных клиновых ремней | 1980 |
|
SU897567A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ БЕСКОНЕЧНЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2024401C1 |
| Установка для вулканизации бесконечных резинотканевых изделий | 1991 |
|
SU1821386A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |

L
.
.Z
A-A
В б
Ф(лгЛ
Фи.1.5
Фиг.в
Редактор А.Гулько
Составитель В.Батурова
Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 4872/UТираж 640 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
.«. .«„ -- .--1---- - - - ----- - -- - --Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ сифонной разливки стали | 1989 |
|
SU1704905A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНО ЗАКОДИРОВАННОГО ОПОРНОГО СИГНАЛА ФИЗИЧЕСКОГО КАНАЛА УПРАВЛЕНИЯ НИСХОДЯЩЕЙ ЛИНИИ СВЯЗИ И ДЛЯ СЛЕПОГО ДЕКОДИРОВАНИЯ | 2012 |
|
RU2573643C2 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
