1
Изобретение относится к холодной обработке металлов давлением, а именно к устройствам, предназначенным для обработки трубчатых деталей.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения возможности раскатки торцов трубчатых деталей .
На чертеже изображено предлагаемое устройство.
Устройство содержит установлен- в корпусе 1 с возможностью вращения матрицу 2, а также закрепленную на вертикальном шпинделе 3 станка с возможностью вращения и возвратно-поступательного перемещения относительно корпуса 1 оправку 4, при этом на торце оправки 4, обращенном к матрице 2, и на рабочей поверхности матрицы 2 выполнены профильные кольцевые канавки 5 для размещения торцов трубчатых деталей 6, а ось вр ащения матрицы 2 расположена под утлом об. к оси вращения оправки 4. В верхней, части матрицы 2 выполнен кольцевой бурт 7, которым она опирается на верхний подшипник 8, на нижней части матрицы 2 выполнена резьба, на которую навинчена гайка
9,упирающаяся в нижний подшипник
10.Между подшипниками 8 и 10 установлена распорная втулка 11. Сверху корпус 1 закрыт крышкой 12, которая- крепится к корпусу 1 винтами 13. В нижней части-корпус 1 имеет фланец с пазами для закрепления;корпуса 1 на станине (не показана),
Устройство работает следующим образом.
Трубчатая деталь 6 любым известным способом загружается в рабочую зону устройства, таким образом, что- бы левая часть ее нижнего торца вошла в профильную кольцевую канавку 5 матрицы 2, а плоскость нижнего среза
Составитель В.Поникаров Редактор О.Вугир Техред А.Кравчук Корректор И.Эрдейи
Заказ 5064/12 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
585672
была наклонена к верхней плоскости матрицы 2 под угломоС/2. Шпиндель 3 станка с оправкой 4 перемещается вниз до упора ее профильной кольце5 вой канавки 5 в левую часть верхнего торца детали 6. Включается привод шпинделя 3. При этом он вращает оправку 4, а последняя вращает деталь 6 относительно ее оси. Деталь 6 за
10 счет сил трения синхронно вращает матрицу 2. Так -как на наружные и внутренние ребра торцов детали 6 давят плоскости профильных кольцевых канавок 5, они раскатываются
15 и принимают размеры и форму этих канавок. После получения необходимого профиля торцов детали 6 оправка 4 с помощью шпинделя 3 отводится в исходное положение, освобождая де20 таль 6, которая перемещается, на разгрузку. Затем цикл повторяется.
По сравнению с известным предлагаемое устройство обеспечивает более широкие технологические возмож25 ности.
Формула изобретения
Устройство для обработки трубча30 тых деталей, содержащее установленную в ко рпусе с возможностью вращения матрицу, а также закрепленную на вертикальном шпинделе с возможностью вращения и возвратно-постуJJ пательного перемещения относительно корпуса оправку, при этом ось вращения матрицы расположена под углом к оси вращения оправки, отличающееся тем, что, с
40 целью расширения технологических возможностей путем обеспечения раскатки торцов трубчатых деталей, на торце оправки, обращенном к матрице, и на рабочей поверхности матри45 ЦЫ выполнены профильные кольцевые канавки для размещения торцов трубчатых деталей.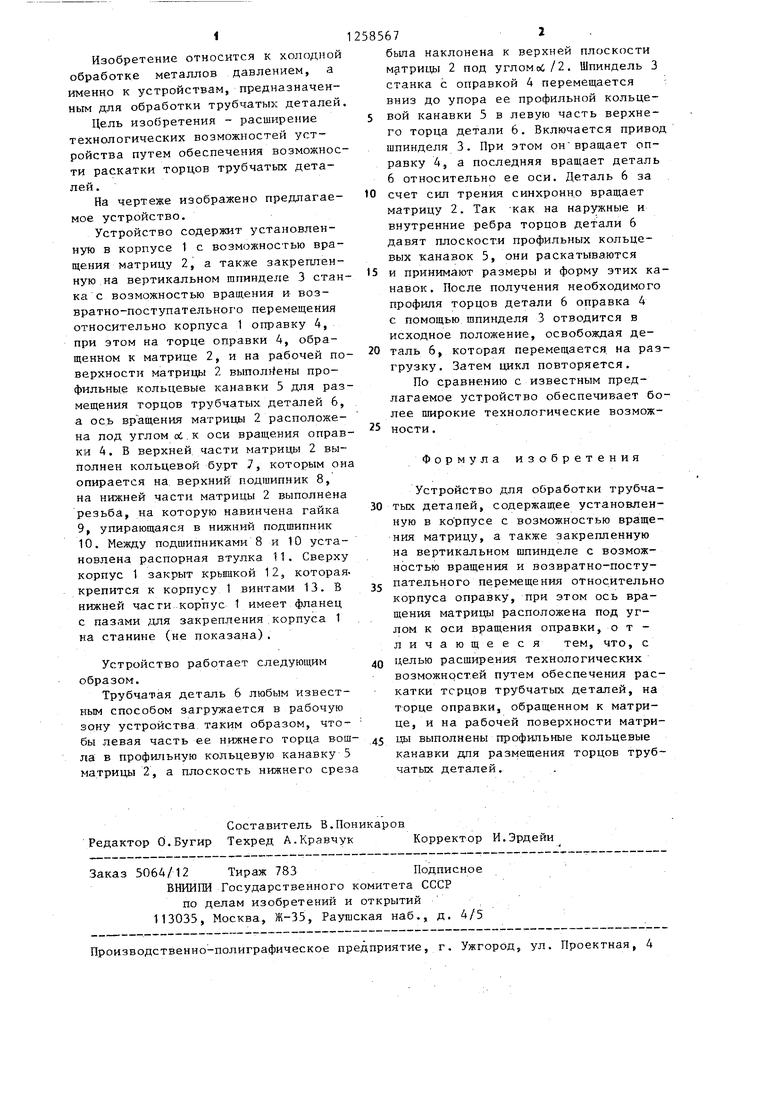
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ТОРЦА КОЛЬЦЕВОЙКАНАВКИ | 1971 |
|
SU422574A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ ЧАСТИЧНОГО РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА В ОТВЕРСТИЯХ | 2001 |
|
RU2200080C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
Изобретение обеспечивает более широкие технологические возможности устройства, так как позволяет обрабатывать торцы трубчатых деталей. Устройство содержит устанрвленнун) в корпусе 1 с возможностью вращения матрицу (М) 2, закрепленную на вертикальном шпинделе 3 с возможностью вращения и возвратно-поступательного перемещения относительно корпуса t оправку 4, на торце которой и на рабочих поверхностях М 2 выполнены профильные кольцевые канавки 5 для размещения .торцовых трубчатых деталей (Д) 6, а ось вращения М 2 расположена под углом об к оси вращения оправки 4. Д 6 загружается в устройство так, чтобы левая часть ее нижнего торца вошла в канавку 5 М 2, а плоскость нижнего среза была наклонена к верхней.плоскости М 2 под углом об/2. Шпиндель 3с оправки 4 опускается до упора канавки 5 в левую часть верхнего торца Д. Шпиндель 3 вращает оправку 4которая вращает Д относительно ее оси, Д 6 за счет сил трения будет вращать М 2. После раскатки торцов Д 6 оправка 4 отводится в исходное положение и загружается другая Д. 1 ил. (Л К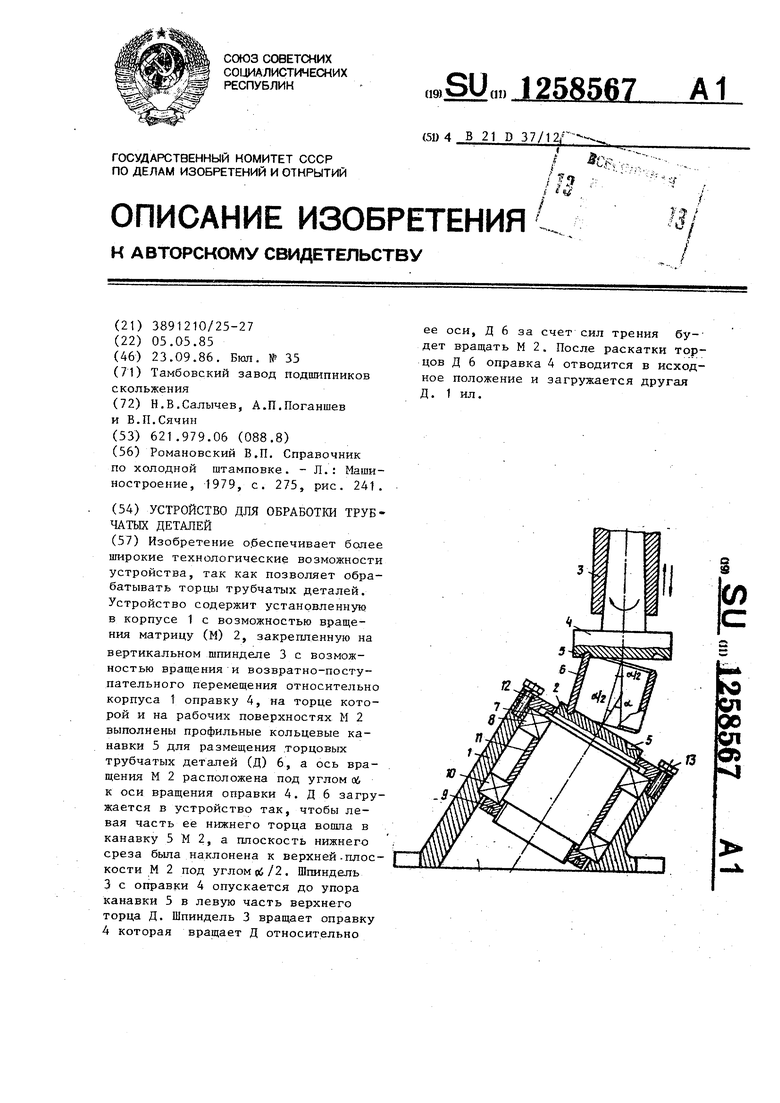
| Романовский В,П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1979, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Одноколейная подвесная к козлам дорога | 1919 |
|
SU241A1 |
