20
/э
Изобретение относится к порошкоой металлургии, в частности к игга-м- ам пресс-формам для горячей овки заготовок из металличеср ,:ого поошка ,
Цель изобретения - повыиен.ие стой кости элементов штампа.
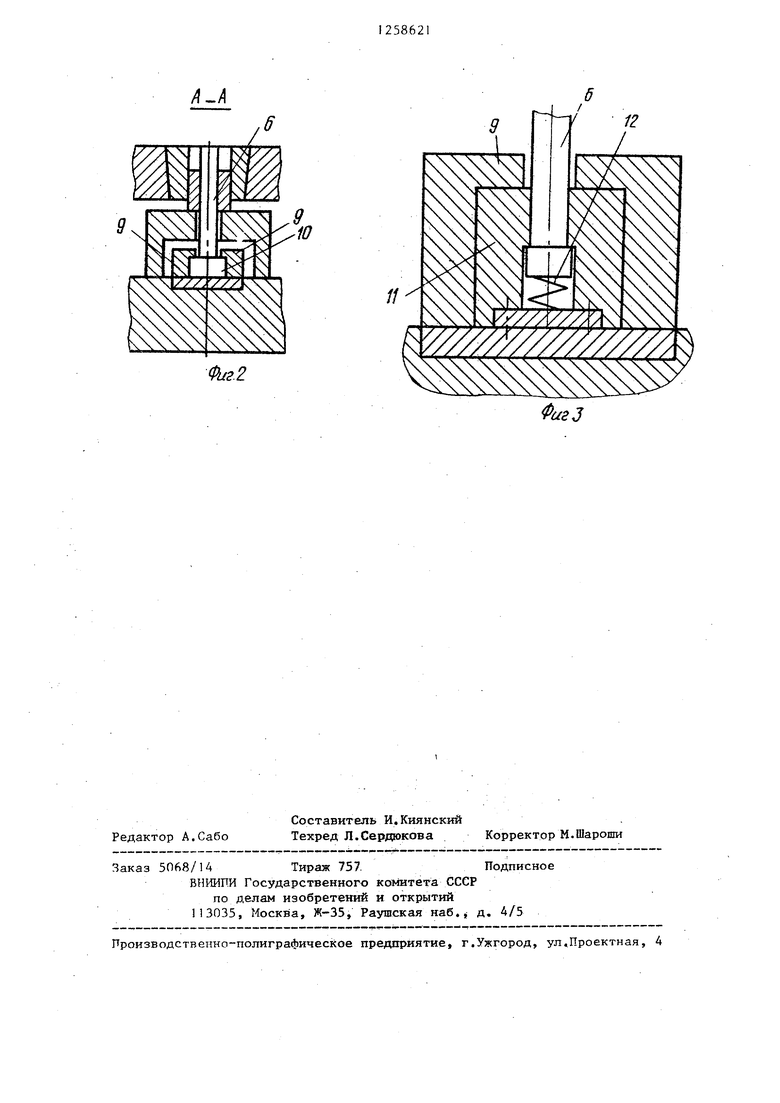
На показапа схема штампа в исходном состоянии; на фиг,2 - разрез А-А на фкг . 1; на фяг 3 -- креп- ение стержня вариант.
Штамп для горячей штамповки порошковых заготовок содер кит верхт-цою плиту 1 {фиг, I ), на которой закреплен верхний пуаксон 2 нижнюю газиту 3, на которой крепятся подпру/якненная пружинами 4 матрица 5.. 6 и толкатель 7, В рабочем отверстии матрицы располозкен нижний ггуансон 8, в отверстии которого размеше гь верхние .части стержней 6 . На HH;K-- ней плите 3 эакрегшеиа также luuipaB- ляющая 9 (фиг,2 и 3), в yio-ropcii установлены СТерЖШг 6 с ЗОЗМОЙГ ЮСТЬЮ горизонтального перемеще/шя .. Стержни ьюгут быть установ,пе;н1,1 как з одной, так и в разршх направ.ляю1ад- х„ Стержни имеют хвостовые чясти 10., которыми они устанозлеШ) непосредственно в направляющих Ш1И в ползун;- ках 11 5 устанс Влентщх в направляю- 1ЦИХ. При установке в ползушках стержни нодпру;кине;ш пружина;-и- 12 и имеют возможность Берз икального перемеа ения о35
Штамп работает следуюпгк к образом.
Нагретую до штамповочлой темпара- туры порогаковзао заготовку ук.г;а,Щ) в полость матрицы 5. После этого О включают пресс, и верхняя плита 1 о р м у с пуансоном 2 переме |дается вяяз, осуществляя гитамповку порогакозой заготовки. Стержни 6 под Еоздействием металла заготовки опускают(;я .-зниз, пружины 12 1Три этом снимаются. В процессе штамповки нагретая заготовгса контактирует с пуансоногч 8 и нагревает его, что привогр-1Т к из1 -;енеШ1ю
- (уве11ичению ) расстояния между осяг-ш 50 отверстий, в которых размещены CTBIJ/Kни 6. Но так как стержки закрепд.-:;- ны на нижней плите с возкожностыо перемещегшя в нанравляюигих 9,, то они будут раздвигаться этими отвер-- 55
с Е иямР, чт в процессе ются парал
При ход тслкатбо ь сон 8., кот ням и снк детшть.- гюднинял/: Деталь у/чл Пуансон о мелф,з- его ся и стерж ясь по нап
Снабжен обеспечива горизонт;1Л ключает к к ки при т-ем межосепоз о него пуанс стержг ей у боты иг: а:-Я1 HHXiiei c п ьи т ся бе С
Примеке ,Ф1Н изго го двигателей чоказьльаеч iibix из1.елнй в з;яймзнтоБ на. 10 тыс
Исг1оль: гт ческотч) 40% noBfc CH мектов гота ке изделий вых загото
Штамп д рошковых з
ПЮгО 1
НИИ пуансо ном направ установлен л и ч а ю цель повы тятаг-5па5 оч стерж -гей, те ,
э
5
О о р м у
с Е иямР, что исключает их изг1.бание в процессе штамповки и стержни остаются параллельны - меящу собой.
При ходе ползуна пресса вверх тслкатбо ь 7 воздействует на пуансон 8., который 11ереке: цается по стержням и с, Еиях отштампованную детшть.- yiKHHij 12 разнима отся и гюднинял/: стержни в полз аиках i I . Деталь у/члляется из зоны штампа. Пуансон о охлаждается, ра.сстоя1 ие мелф,з- его отверстиями уменьшается и стержни сближаются5 перемеща--- ясь по направляющей 9,
Снабжение штампа направляющей обеспечивает стержняь; возможность горизонт;1Л1 jiorc парекещения, что исключает к к KsriiG зо вреьш штамповки при т-емг &рл : изменениях межосепоз о расс;тояк11Я от варстий нижнего пуансона, Исклйченне изгиба стержг ей увеличвзает надежность работы иг: а:-Я1;:, так как перемещение HHXiiei c п. ;:::соиа по стержт як стаяо- ьи т ся бе С jp епят с TJ: аяяым,
Примекен ЕВ предлаг аемого штамла ,Ф1Н изго гоглен;чя uiR.iy-.iOa пусковых двигателей Vi3 nopoin KO-f.i K заготовок чоказьльаечч шх) стойкость его смен- iibix элa iяятoa состаЕЛле; 12 . из1.елнй в то иргмя как стойкость з;яймзнтоБ кзясс гного равна. 10 тыс, кзделрЕЙ,,
Исг1оль: ова г -;е ппедлаг аемого тех гт ческотч) меиия на 20-- 40% noBfc CHT .t- с й/лсть CMti f bTX зле- мектов готамга ;ри г орячей штамповке изделий с отверстиями из поропжо- вых заготовок..
3 о о D е т а н и я
о р м у
Штамп для горл чей птаг д,:овки по рошковых загот:1вок, Бключа с -7- Й верхПЮгО 1 НИ -CIinX; 1, c pXHHj T и ШЖ
НИИ пуансон :, подЗ Скнъге з вертикаль- ном направлпиии стецжкк и матр -эдуэ установленную на г:и:-;;;-:ей плите., о т л и ч а ю ш, и к с я т ем ч то. с цель повыгпения стойкости элементов тятаг-5па5 оч снабжен я: У::ра ЭДЯ ощими для стерж -гей, a3M fae: -rVt :iK яа {ижчей плите ,
Б ГОТ ИЗОК/1 /1
(kis.Z
ФигЗ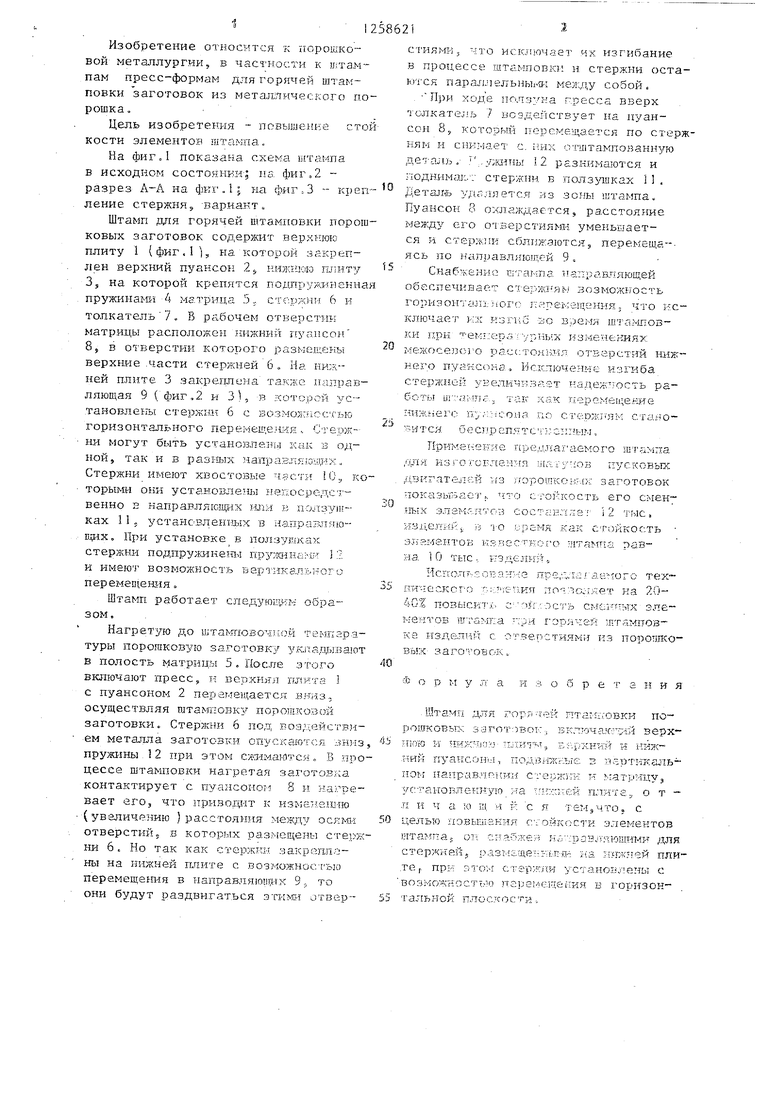
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Штамп для штамповки из жидкогоМЕТАллА | 1978 |
|
SU839683A1 |
| Устройство для выталкивания | 1977 |
|
SU680911A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Устройство для обработки отвер-СТий B дЕТАляХ | 1979 |
|
SU795642A1 |
| Штамп для изготовления цепочки | 1980 |
|
SU941015A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
Изобретение относится к штампам для горячей штамповки порошковых за- готобок. Цель изобретения - повьше- Htje стойкости элементов штампа. На- . гретую до штамповочной температуры порошковую заготовку укладывг1ют в полость матрицы 5, после чего включают пресс и верхняя плита 1 с пуансоном 2 перамещаетсл вниз. Стержни 6 под воздействием металла saroTOBiai опусрсаются и npy rriiui сжимаются. Так как стержни закреплены на нижней плите 3 с возможностью перемещения в на-, правляющих, они раздвигаются отверстиями, в которых размещены,.это исключает изгибание стержней в процессе штамповки и они остаются параллель- нь&ш. При коде ползуна пресса вверх толкатель 7 воздействует на пуансон 8, который перемещается по стержням и снимает с них отштампованную деталь . Благодаря направляющим стержни перемещаются в горизонтальном направлении, что исключает их изгиб во время горячей штамповки и увеличивает надежность штампа в работе, .так как т еремещение ьшжнего пуансона В по стержням 6 становится беспре- и (Л пятственньтм. ил,
| Штамп для динамического горячего прессования металлических порошков | 1980 |
|
SU1016073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Штамп для динамического горячего прессования порошковых заготовок | 1974 |
|
SU490569A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
